| Titel: | Verbesserungen in der Fabrication von Blechen und Röhren aus Blei und anderen Metallen, worauf sich Thomas Ellis Esq., und Thomas Burr am 24. Novbr. 1836 ein Patent ertheilen ließen. |
| Fundstelle: | Band 66, Jahrgang 1837, Nr. VII., S. 34 |
| Download: | XML |
VII.
Verbesserungen in der Fabrication von Blechen und
Roͤhren aus Blei und anderen Metallen, worauf sich Thomas Ellis Esq., und Thomas Burr am 24. Novbr. 1836 ein Patent ertheilen
ließen.
Aus dem Repertory of Patent-Inventions. Junius
1837, S. 31.
Mit Abbildungen auf Tab.
I.
Ellis's und Burr's verbesserte Fabrication von Blechen und
Roͤhren.
Unsere Erfindung besteht in einer Verbesserung jener Methode, Bleiroͤhren zu
verfertigen, auf welche Thomas Burr am 11. April 1820 ein
Patent nahmMan kann dieses aͤltere Patent im Polytechn. Journal Bd. IX. S. 332 nachlesen.A. d. O., und nach welcher das Blei durch Model (welche den Namen Waͤscher
oder Ringe fuͤhrten), und mit einem in deren Innerem angebrachten Dorne aus
einem Cylinder ausgepreßt wurde. Unsere dermaligen Verbesserungen an dieser Methode
betreffen nun:
1) die Anwendung einer gewissen Verlaͤngerung an dem Cylinder, aus dem das
Blei ausgetrieben wird, damit sich die zur Bildung der Roͤhren dienenden
Model mittelst Keilen sicherer festhalten und adjustiren lassen. Die Roͤhren
werden zur Erzielung eines Theiles unserer Erfindung waͤhrend ihrer Erzeugung
der Laͤnge nach aufgeschnitten, und auf diese Weise in Bleibleche
verwandelt.
2) die Anwendung eines Ueberzuges aus Zinn oder einer Zinnlegirung an der inneren
oder aͤußeren Roͤhrenoberflaͤche oder an beiden zugleich.
Dasselbe Verfahren laͤßt sich auch auf andere bleierne Artikel anwenden; denn
deren Gestalt haͤngt lediglich von jener ab, welche man den Modeln geben
will.
3) endlich die Anwendung einer kegelfoͤrmigen oder schraͤgen
Oberflaͤche und eines gehoͤrigen Schneidinstrumentes an dem zur
Verfertigung von Roͤhren dienenden Apparate, damit die Roͤhren gleich
bei ihrer Erzeugung aufgeschnitten und in Bleche ausgebreitet werden.
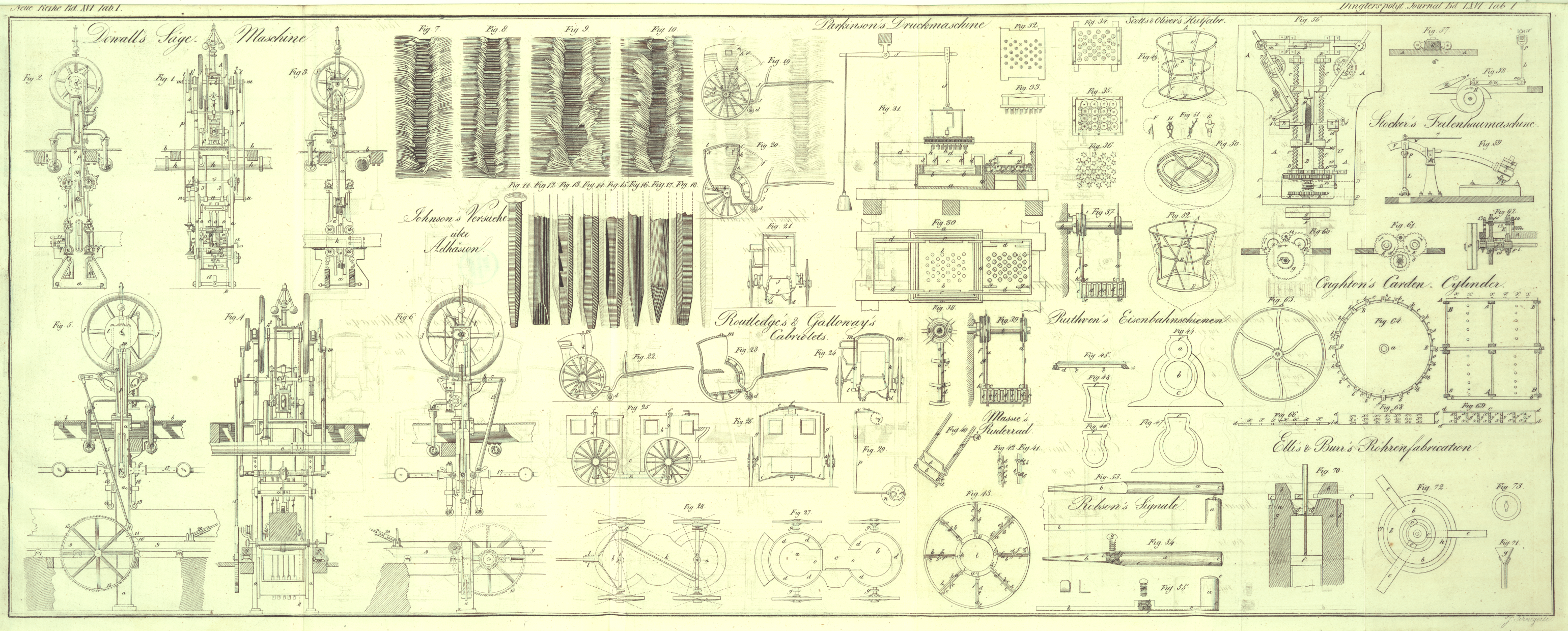
Fig. 70 ist
ein Durchschnitt der Maschine, in welcher die bleiernen Roͤhren erzeugt
werden, dieselben moͤgen zum Aufschneiden und Ausbreiten in Bleche oder zur
inneren oder aͤußeren Verzinnung bestimmt seyn. a,
a ist ein starker, hohler, gußeiserner Cylinder, welcher dem fruͤher
von Burr angewendeten aͤhnlich, hier aber noch mit
dem oberen Theile b, b ausgestattet ist. In diesem
Theile sind entsprechende Oeffnungen angebracht, durch welche die Keile c, c eingetrieben werden. Diese Keile, die an ihren
inneren Enden Schraͤgflaͤchen haben, ruhen auf dem oberen Theile des Models d, dessen Einrichtung deutlich aus der Zeichnung
erhellt; und dadurch wird der Model nicht nur fest an Ort und Stelle erhalten,
sondern es wird auch eine hoͤchst genaue Adjustirung desselben
moͤglich, wenn man die Keile sorgfaͤltig einen um den anderen
eintreibt. Die glatte, staͤhlerne, an dem Kolben f befestigte Stange dient als Dorn fuͤr die zu verfertigende
Roͤhre. Der Kolben f muß sich frei, jedoch genau
einpassend in dem Cylinder a, a bewegen, und ist an dem
oberen Ende des Kolbens einer hydraulischen Presse zu befestigen. g ist ein in die Seite des Cylinders a gebohrtes koch, in welches Blei eingetragen wird; h ist ein zweites, in den Cylinder a, a gebohrtes Loch, in welches Zinn oder eine
Zinnlegirung gebracht wird. Der Cylinder wird mittelst eines um denselben
gefuͤhrten Feuerzuges oder Mantels in solchem Grade erhizt erhalten, daß das
Zinn gehoͤrig in Fluß bleibt; sollte aber auch das in dem anderen Loche
befindliche Blei in Fluß kommen, so haͤtte der Arbeiter die Hize zu
vermindern.
Die Zeichnung gibt in Fig. 70 einen
Durchschnitt und in Fig. 72 einen Grundriß einer Maschine zur Verfertigung bleierner
Roͤhren von einem Zoll im Durchmesser, welche sowohl von Außen als von Innen
mit Zinn oder einer Zinnlegirung uͤberzogen werden sollen. Der Arbeiter gießt
zuerst durch den Model d oder durch ein Loch, welches in
dem oberen Ende des Cylinders angebracht ist und spaͤter mit einem Pfropfe
oder einer Schraube verstopft wird, geschmolzenes Blei in den Cylinder a, a; und zwar waͤhrend sich der Kolben an dem
unteren Ende dieses Cylinders befindet. Bevor die Pumpe der hydraulischen Presse in
Bewegung gesezt wird, wird eine Quantitaͤt Zinn in den Model d gebracht, welches bei der Temperatur, auf der der
Cylinder a und der Model d
erhalten wird, bestaͤndig fluͤssig bleibt, waͤhrend das Blei
erstarrt. Wenn die Pumpe der hydraulischen Presse in Bewegung kommt, so steigt deren
Kolben langsam in dem Cylinder a, a empor, wo er dann
das Blei in Gestalt einer Roͤhre austreibt. Die Roͤhre wird hiebei von
Außen sowohl als von Innen mit Zinn uͤberzogen, indem sie von Außen mit dem
in dem Model befindlichen fluͤssigen Zinne in Beruͤhrung kommt,
waͤhrend sie von Innen dadurch uͤberzogen wird, daß der Arbeiter in
deren Inneres eine Quantitaͤt fluͤssiges Zinn bringt, nachdem die
Roͤhre um einige Zoll uͤber den Model d
emporgestiegen ist. Sollte man die Verzinnung entbehrlich finden, so brauchte man,
wie sich von selbst versteht, nur die Anwendung des Zinnes von Außen und von Innen
wegzulassen.
Wenn die Roͤhren geoͤffnet und in Bleche verwandelt werden sollen, so haͤtte man
sich der aus Fig.
71 zu ersehenden Vorrichtung zu bedienen. g
ist naͤmlich ein Kegel, der so uͤber dem Model d befestigt werden muß, daß der Dorn, nachdem er beim Emporsteigen des
Kolbens im Cylinder a, a, seine Bahn durchlaufen hat,
bis an denselben emporgelangt. An diesem Kegel g oder
auch in einer anderen geeigneten Stellung ist aber ferner auch noch ein
Schneidgeraͤthe anzubringen, womit die Roͤhre in Beruͤhrung
kommt, wenn sie aus dem Model ausgetrieben wird. Das Schneidgeraͤthe
schneidet die Roͤhre der Laͤnge nach auf, und der Kegel oͤffnet
sie unmittelbar darauf so weit, daß sie zu einem flachen Bleche ausgewalzt werden
kann.
Es versteht sich, daß man durch Anwendung verschiedener Model auch andere
Gegenstaͤnde als Roͤhren verfertigen kann; so sieht man z.B. in Fig. 73 einen
Model zur Fabrication von verzinnten Fensterbleien.
Tafeln