| Titel: | Maschine und Vorrichtungen zum Bedruken gewobener oder gefilzter Teppiche, worauf sich William Wood, Fabrikant in High Holborn, Grafschaft Middlesex, am 7. Decbr. 1844 ein Patent ertheilen ließ. |
| Fundstelle: | Band 98, Jahrgang 1845, Nr. XXVIII., S. 102 |
| Download: | XML |
XXVIII.
Maschine und Vorrichtungen zum Bedruken gewobener
oder gefilzter Teppiche, worauf sich William Wood, Fabrikant in High Holborn,
Grafschaft Middlesex, am 7. Decbr. 1844 ein
Patent ertheilen ließ.
Aus dem London Journal of arts, Sept. 1845, S.
88.
Mit Abbildungen auf Tab.
II.
Wood's Vorrichtungen zum Bedruken der Teppiche.
Der Zwek des Patentträgers ist, dergleichen Fabricate mit haarartiger Deke (Pole) mit
so viel Drukfarbe zu imprägniren, daß dieselbe fast bis auf das Grundgewebe
eindringt, während bei dem gewöhnlichen Drukverfahren nur die Oberfläche gefärbt
wird oder wenigstens die Farbe nicht tief in das Fabricat eindringt.
Zu diesem Zwek verschafft man sich eine Reihe von Zellen oder Fächern, welche eine
beträchtliche Menge Drukfarbe aufnehmen können; diese Zellen können auf einer ebenen
oder gekrümmten Fläche in beliebigen Figuren zur Erzeugung der Muster angebracht
werden. Man bringt dann die Vorderseite des Fabricats mit den offenen Theilen der
Zellen in Berührung und läßt es in die Zellen tauchen oder eindringen, damit es sich
bis auf die gewünschte Tiefe mit Drukfarbe imprägnirt.
Diese Principien lassen sich übrigens auf verschiedene Weise zum Bedruken gewobener
oder gefilzter Teppiche anwenden. Man verschafft sich z. B. eine flache Platte
(aus Metall), auf der man schmale Metallstreifen nach den Formen des Musters
aufrecht, etwa durch Löthen befestigt, so daß sie besondere Zellen oder Behälter für
die Drukfarben bilden; die oberen Ränder dieser Streifen müssen alle gleich hoch
seyn und eine ebene Fläche bilden.
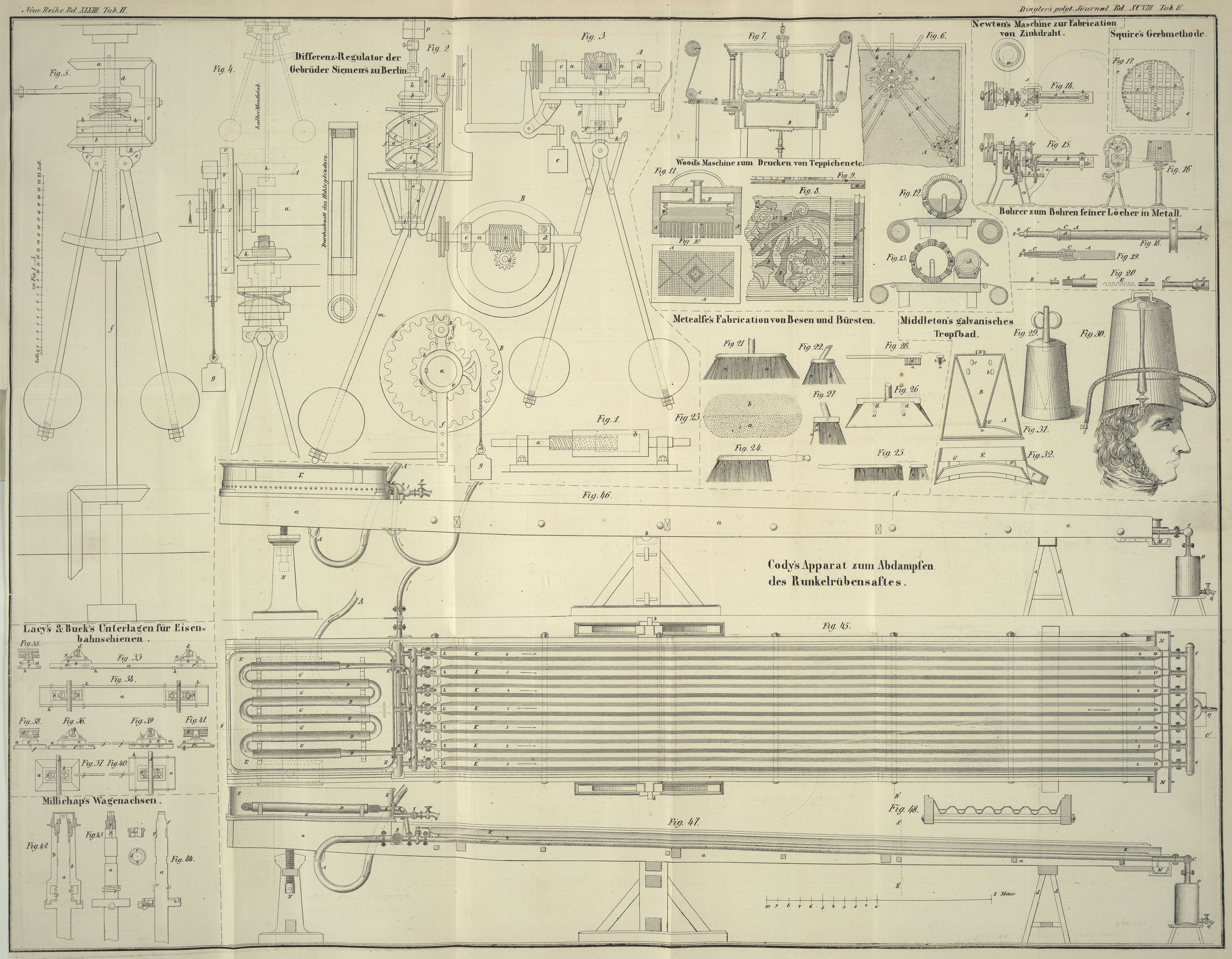
Fig. 6 zeigt
einen Theil einer ebenen Platte A, A, A mit den erhabenen, auf
derselben aufgesezten Streifen oder Abtheilungen (aus Metallblech) a, a, a, wodurch die Zellen für die Drukfarben gebildet werden. B, B, B ist eine zusammenhängende Zelle von der erforderlichen Figur, welche z.
B. die blaßgrüne Farbe enthält, die ihr durch eine flache Röhre b aus einem Behälter (zur Seite des Druktisches, den man
in der Abbildung nicht sieht) zugeführt wird; wenn sich die erste Zelle B, B, B angefüllt hat, fließt die Farbe von derselben durch andere
communicirende Röhren b*, b* in correspondirende Zellen B*, welche ähnliche Theile des Musters an anderen Stellen der Platte
bilden. Die Zelle C, C, C dient, um eine andere Farbe und einen anderen Theil
des Musters zu erzeugen; sie enthält z. B. die dunkelgrüne Farbe, welche auf
angegebene Weise durch die Röhre c in sie geleitet wird
und von ihr durch die Röhren c*, c* zu anderen Theilen des Musters c* geleitet wird. Die Zelle D, welche z. B. braune Farbe enthalten kann, wird auf
ähnliche Weise durch die Röhre d gespeist und diese
Farbe wird durch die Röhre d* zur Zelle D* vorwärts geleitet. Die Bodenfarbe, z. B.
Hochroth, welche den größten Theil des Fabricats bedeken muß, läßt man über die
Oberfläche der Platte A, A,
A und über die erwähnten Speiseröhren (wie die
Abbildung zeigt) fließen und sie wird auf der Außenseite durch die Randstreifen E, E, E begränzt oder eingeschlossen. Nachdem Alles so vorgerichtet ist, bringt
man die Vorderseite des zu bedrukenden Fabricats auf die obere Fläche der
Abtheilungen a, a, a auf der Platte A und preßt
sie darauf wie beim Letterndruk mittelst einer flachen Tafel (des sogenannten
Tiegels); dadurch werden gewisse Theile der Oberfläche des Fabricats in die Zellen
gedrükt, welche die Farben enthalten und mit lezteren imprägnirt.
Fig. 7 ist ein
Aufriß (zum Theil im Durchschnitt) einer Presse zum Bedruken derartiger Fabricate
mittelst einer Platte mit Zellen, wie sie in Fig. 6 abgebildet ist. Das
zu bedrukende Fabricat ist um die Walze b gerollt und
wird von da unter die Walze c, in horizontaler Richtung,
zu den Walzen d geleitet, so daß es mit nach Unten
gekehrter Vorderseite über die auf der Tafel der Presse liegende Farbeplatte A, A passirt. Die Tafel oder
der Tisch, worauf die Platte A liegt, wird unten durch
ein Dampfgehäuse erwärmt, von welchem die Tafel den oberen Theil bildet. Nachdem die
Zellen der Platte A, A mit Farben gefüllt
sind, wird derjenige Theil des Fabricats, welcher über die Platte A, A gespannt ist, auf die
Oberflächen der Abtheilungen gepreßt und durch Herablassen des Tiegels bewirkt man,
daß die zu bedrukenden Theile in die Zellen der Platte tauchen; nachdem so viel Zeit
verstrichen ist, daß sie genug Farbe aufgenommen haben, schraubt man den Tiegel
wieder in die Höhe und zieht das Tuch vorwärts. Auf seinem Wege zur Aufrollwalze e streicht das Tuch über eine heiße Platte D, um die Farbe einzutroknen. Diese Platte kann z. B.
durch eine Flamme von Gasstrahlen erhizt werden, die aus einer Gasröhre E austreten.
Mittelst folgender Abänderung des Apparats lassen sich zahlreiche Farben gleichzeitig
auf das Fabricat druken. Fig. 8 zeigt eine Reihe
winkeliger Röhren a, b etc.,
welche so mit einander verbunden sind, daß sie sich Seite an Seite dicht berühren,
zu welchem Zwek man sie zusammenlöthet; Fig. 9 ist ein senkrechter
Durchschnitt derselben; die oberen Flächen dieser verbundenen Röhren bilden mit
einander eine ebene Fläche, der oben beschriebenen Platte entsprechend. Auf lezterer
sind wie in obigem Falle Metallstreifen in gekrümmten oder anderen Formen
angebracht, welche den Conturen des zu drukenden Musters entsprechen; es entstehen
so besondere Zellen oder Behälter für die Farbe, indem die Streifen die Abtheilungen
zwischen den Zellen bilden. Die flüssigen Farben kommen diesem Apparat aus Behältern
an den Seiten zu, aus denen sie in die Röhren a, b etc. gelangen; sie laufen dann durch enge Oeffnungen
aus den horizontalen Röhren in die verschiedenen Abtheilungen. Man muß natürlich
besorgt seyn, daß die Farben nicht von einer Abtheilung in eine daran befindliche
überfließen, weil man sonst keine scharf begränzten Muster erhielte; dieser Fehler
läßt sich dadurch vermeiden, daß man die Oberfläche der Farbe im seitlichen Behälter
auf demselben Niveau wie in den Abtheilungen erhält. Wie man aus Fig. 8 ersieht, ist die
Oberfläche durch Metallstreifen in Zellen A, A, B, B getheilt; wir brauchen bloß zu bemerken daß, nachdem der seitliche Trog
A* z. B. mit einer rothen Farbe gespeist ist,
dieselbe durch die communicirenden Röhren a, a, a in die verschiedenen
Zellen oder Abtheilungen für die rothe Flüssigkeit laufen wird; auf dieselbe Weise
werden die Zellen B, B z. B.
mit einer grauen Farbe aus dem seitlichen Trog B*
durch die Röhren b, b, b gespeist und so fort; alle Röhren haben enge
Oeffnungen, durch welche die Flüssigkeit zu den verschiedenen Abtheilungen hinauf
lauft.
Eine andere Methode Zellen für die flüssigen Farben zu construiren, besteht darin,
daß man hohle Röhrchen beiläufig von der Größe und Gestalt der Drukerlettern zu
Figuren nach Art der Schriftsezer verbindet: man wendet hohle Typen an, um die Zellen zu
bilden und massive Typen für die weißen Stellen des Musters. Nachdem diese Typen zu
der gewünschten Figur zusammengesezt worden sind, kann man sie über einem die Farbe
enthaltenden Trog anbringen und nachdem das Tuch auf die Typen gelegt worden ist,
die Flüssigkeit durch die hohlen Typen hinauf in das Fabricat treiben.
Eine andere zwekmäßige Art diese hohlen Typen anzuwenden, zeigen Fig. 10 und 11. Fig. 10 ist
eine horizontale Ansicht einer solchen Typenform für ein Carreaumuster; die Typen
sind mit einem Rahmen umgeben, der sie fest zusammenhält. Die schraffirten Viereke
repräsentiren die hohlen Typen, durch welche hinab die Farbe an das Tuch gelangt und
die anderen Theile sind die massiven oder weißen. Fig. 11 ist ein
senkrechter Durchschnitt der Vorrichtung. Der Rahmen A,
A, A ist eine Büchse, in
deren Oeffnung die Typen eingesezt und befestigt sind. In dieser Büchse ist ein
Gefäß B angebracht, welches die Farbe in halbflüssigem
Zustand enthält; die Seiten dieses Gefäßes bestehen aus einem biegsamen Material.
Nachdem die Typenform auf das zu bedrukende Fabricat gerade so aufgesezt worden ist,
wie sonst die hölzernen Drukformen, drükt man den beweglichen Obertheil des Gefäßes
B schwach hinab, um ein wenig Farbe durch die hohlen
Typen auf das Fabricat zu treiben.
Eine andere Art diese hohlen Typen zum Druken anzuwenden, zeigt Fig. 12. Dieselbe besteht
aus einer hohlen Walze A, die mit kleinen Löchern
durchbohrt ist, in welche die dünneren Typenenden eingesezt werden; die ganze
Peripherie der Walze ist nämlich mit Typen bedekt, welche den Halbmessern
entsprechend eingesezt sind. Dem Muster gemäß sind die hohlen Typen an gewissen
Theilen der Walze eingesezt und nachdem das Innere derselben mit Farbe beschikt
worden ist, wird das unter den hohlen Typen hinziehende Tuch bedrukt werden. Da die
Farbe von solcher Consistenz ist, daß sie nur die hohlen Typen anfüllen, aber nicht
leicht durch sie fließen kann so leitet man Dampf von schwachem Druk durch die Achse
der Walze damit er die Kammer oder den Canal B (welcher
sich durch die ganze Länge der Walze erstrekt) anfüllt; der Druk des Dampfs treibt
die Farbe durch die hohlen Typen, welche mit dem darunter befindlichen Tuch in
Berührung sind.
Fig. 13 ist
der senkrechte Durchschnitt eines Apparats, um gewobene und gefilzte Fabricate
mittelst einer rotirenden Walze mit erhabenem Muster zu
bedruken; a, a ist die
Drukwalze und b eine Walze, welche sich im Farbtrog c dreht, um Farbe aufzunehmen und auf die Oberfläche der
Drukwalze aufzutragen. Die erhabenen Theile der Muster auf dieser Walze sind
durchbohrt, wie man bei d, d, d. sieht, und wenn das Muster mit Farbe von der Walze b beschikt und durch die Umdrehung der Walze a unter den Dampfcanal e
(ähnlich dem in Fig. 12 beschriebenen) gekommen ist, so wird der Dampf in die
Durchlöcherungen dringen und die Farbe auf das Fabricat hinaustreiben, während
zugleich der Druk der Walze auf das Fabricat bewirkt, daß die Farbe auf den massiven
Theilen des Musters weggenommen wird. Uebrigens kann man die Durchlöcherungen auch
mit Wollentuch oder sonstigem porösem Material überziehen.
Tafeln