| Titel: | Beschreibung des irischen Verfahrens der Leinwandbleiche; von Dr. Heeren. |
| Autor: | Friedrich Heeren [GND] |
| Fundstelle: | Band 107, Jahrgang 1848, Nr. XLI., S. 171 |
| Download: | XML |
XLI.
Beschreibung des irischen
Verfahrens der Leinwandbleiche; von Dr. Heeren.
(Schluß von S. 152 des vorigen
Hefts.)
Mit Abbildungen aus Tab. III.
Heeren's Beschreibung des irischen Verfahrens
der Leinwandbleiche.
Appretur.
Stärken. Um das nach der letzten
Waschung völlig nasse Leinen mit Stärkelösung oder einem andern
Appretirmittel gehörig tränken zu können, wird es mittelst der
Wringmaschine so viel wie möglich ausgerungen und hierauf in die
Stärkelösung eingelegt. Das in den irischen Bleichen am
häufigsten gebräuchliche Appretirmittel ist gewöhnliche
Weizenstärke, welche in Belfast fabrikmäßig bereitet wird. Man
rechnet auf 100 Stück durchschnittlich etwa 12 Pfd. Stärke, doch
richtet sich dieses Verhältniß theils nach der Dicke der
Leinwand, theils nach der beabsichtigten Glätte und Steifigkeit:
ja bei einigen gröberen, aber sehr schönen, starken,
festgewebten Leinensorten wird gar kein Appretirmittel
angewendet. Die Stärke wird in einem besondern kupfernen Kessel
mit Zusatz von Smalte zu einer schwachen Lösung gekocht, diese
in einen hölzernen Kasten gegeben und die Leinwand hineingelegt.
Nachdem sie sich mit der Stärkeflüssigkeit gehörig durchtränkt
hat, zieht man sie zwischen zwei am obern Rand des Kastens
befindlichen Hölzern hindurch, um sie vorläufig etwas
auszupressen und bringt sie dann zwischen die Haken der
Wringmaschine, zwischen welchen sie so weit ausgerungen wird,
wie nöthig erscheint, um sie nicht allzusehr des Stärkemittels
wieder zu berauben.
Anstatt der Weizenstärke wenden einige Bleicher bei feineren
Leinen und insbesondere da, wo ein starker Glanz verbunden mit
einer eigenthümlichen Weichheit oder Zartheit im Anfühlen
verlangt wird, auch Sago und Tapioka an, welche sie mit Wasser zu
einer völlig gleichartigen, von Klümpchen freien Flüssigkeit
zerkochen. Tapioka soll das beste Appretirmittel seyn.
Ist eine Stärkemaschine vorhanden, die
allerdings eine weit gleichmäßigere Vertheilung der Appretur
bewirkt und zugleich die Stücke sehr glatt und faltenfrei
ausbreitet, was wieder eine gleichmäßigere Trocknung zur Folge
hat, so läßt man die Waare wie sie von den Waschhämmern kommt
und ohne sie erst auszuringen, vorläufig einmal ohne Stärke
unter beständigem Auffluß von reinem Wasser zwischen den Walzen
durchgehen, um die stärkeren Falten zu beseitigen, und legt sie
erst dann in den mit der Appretirflüssigkeit gefüllten Kasten,
aus welchem sie dann wieder zwischen den Walzen durchgeht.
Erste Trocknung. Das gestärkte Leinen
wird nun ordentlich zusammengelegt, und nach dem Trockenhause
transportirt, wo es in der oben beschriebenen Art an den dazu
vorhandenen Häkchen aufgehängt wird. Ist die Waare hier ohne
künstliche Nachhülfe durch Wärme bis zu dem Grad getrocknet, daß
sie sich zwar nicht gerade naß, aber doch noch etwas feucht im
Anfühlen zeigt, so wird sie abgenommen, um nun auf der
Appretirmaschine die verlangte Glättung zu erhalten.
Stampfen. Es ist diese
Appretirmaschine, der bekannte Stoß- oder Stampfkalander
(beetling mill, beetling
engine), der wesentlichste Theil der irischen
Appretirvorrichtungen. Sie enthält mehrere, etwa 10 Fuß lange,
reichlich 1 1/2 Fuß dicke Walzen oder Bäume von Buchenholz,
welche mittelst starker eiserner Zapfen drehbar und zugleich
verschiebbar, auf horizontalen eisernen Schienen ruhen. Nachdem
mehrere Stücke der zu appretirenden Leinwand in der gleich näher
zu beschreibenden Art aufgebäumt worden sind, fetzt man eine
Reihe von 30 hölzernen Stampfen mittelst einer Daumenwelle in
rasche Bewegung, während zugleich die Walze mittelst eines
Mechanismus langsam gedreht und hin und her geschoben wird,
damit die Stampfer stets auf andere Stellen der Leinwand
auffallen. Diese Stampfer von Buchenholz haben eine Länge von
reichlich 5 Fuß und einen Querschnitt von nahe 4 Zoll im
Quadrat, mithin ein Gewicht von etwa 24 Pfd. Der Hub von der
Walze an gerechnet beträgt etwa 10 Zoll, von der Oberfläche des
in einer Lage von ungefähr 1 Zoll Dicke aufgebäumten Leinens
also 9 Zoll. Die unteren wohl geglätteten Flächen der Stampfer
sind gerade und nur an den Rändern abgerundet. Man findet sehr
häufig, wie dieses auch in der Zeichnung angedeutet ist, zwei
solcher Stampfkalander in demselben Gerüst gleichsam zu einer
Maschine verbunden. Daß auch diese Maschinen durch Wasserkraft
getrieben werden, versteht sich von selbst.
Die zu einer Bleiche erforderliche Zahl dieser Stampfkalander
richtet sich theils nach der Ausdehnung des Geschäfts, theils
auch nach den herzustellenden Leinensorten. Die gewöhnlichen
Sorten, welchen nur ein mäßiger Grad von Glättung ertheilt wird,
bedürfen nur wenige Stunden Stampfzeit, während Sorten mit
starkem Glanz selbst wochenlang unter den Stampfern bleiben, in
welchem Fall die Arbeit einer Maschine nur wenig austrägt und
daher eine große Anzahl solcher Maschinen nöthig wird. Die
Bleiche zu Mullanmoore z.B. beschäftigt einige 70
Stampfkalander, und es wurde zur Zeit meiner Anwesenheit noch
ein Gebäude für zwanzig Maschinen angelegt, mit einem großen
Wasserrad von 30 Pferdekräften; wonach also eine einzelne
Maschine 1 1/2 Pferdekräfte erfordert; ein Kraftaufwand der auch
mit dem Gewicht, dem Hub und der Schnelligkeit, mit welcher die
Stampfer gehoben werden, einschließlich Reibung, recht gut
zusammenstimmt.
Das Aufbäumen der Leinwand geschieht folgendermaßen: Von je zwei
zu einer Maschine gehörenden Walzen ist stets die eine unter den
Stampfern, während inzwischen die andere von der bereits
gestampften Leinwand entledigt und mit neuer bewunden wird. Drei
Stücke kommen neben einander zu liegen, wozu die Länge der
Walzen von 10 Fuß bei der Breite der Stücke von 3 Fuß
hinlänglichen Raum darbietet. Zum Behuf des Ab- und
Auswindens wird die Walze auf den Schienen auf welchen sie
liegt, aus ihrer Stelle unter den Walzen hinweggerollt, worauf
die andere untergebracht wird. Drei Arbeiter setzen sich nun auf
ein Brett neben der ersten Walze und ziehen die Leinen ab, wobei
sich die Walze von selbst umdreht. Hierauf folgt das Aufbäumen
von frischen Stücken. Zu diesem Ende wird auf das viereckige
Ende der Walzenachse ein Dreher gesteckt und festgeschraubt,
mittelst dessen ein Arbeiter die Walzen mit großer Schnelligkeit
umdreht. Die drei sitzenden Arbeiter lassen nun erst jeder ein
Stück Leinen von 25 Yards als Unterlage auflaufen, welches durch
den beständigen Gebrauch stark geglättet ist. Diese Leute haben
eine bewundernswürdige Geschicklichkeit darin, das Leinen so
gerade und faltenlos aufzulegen, daß eine Windung ganz genau
über der andern zu liegen kommt. Ist nun die Unterlage
aufgebäumt, so kommt das zu bearbeitende Leinen selbst. Das Ende
desselben wird nämlich etwa 4 Zoll weit unter das Ende des
Unterlagstücks hinuntergeschoben, wodurch es eine Befestigung
erhält, und nun bei schnellem Umdrehen der
Walze das Leinen auflaufen gelassen. Die Arbeiter haben dieses
zusammengefaltet vor sich auf einem Brett liegen und bewirken
durch beständiges gelindes Klopfen mit beiden flachen Händen,
daß sich alle Falten verziehen, und daß sich das Leinen ganz
gerade und glatt aufwindet. In dieser Art werden 3 bis 6 Stücke
übereinander aufgebäumt, dann wieder ein Stück zur Bedeckung,
welches wie die Unterlage durch den beständigen Gebrauch
geglättet ist, so daß sich die zu stampfende Leinwand zwischen
zwei Stücken glatter Leinwand eingeschlossen befindet, und weder
mit der Walze noch mit den Stampfen in Berührung kommt. Die
Dicke der ganzen so gebildeten Lage beträgt reichlich einen
Zoll. Nachdem zuletzt das Ende des obern Stücks mittelst zweier
Nadeln befestigt worden, ist die Aufbäumung fertig. Die andere
mit Leinen beladene Walze erfährt währenddem die Einwirkung der
Stampfer und wird nach beendeter Stampfzeit zur Seite gerollt,
zu welchem Ende die sämmtlichen Stampfer aufgehoben und außer
Thätigkeit gebracht werden, die neu bewundene Walze untergelegt,
die Stampfer wieder angelassen u.s.f.
Die gewöhnliche Stampfzeit beträgt zwei Stunden, womit indessen
die Leinwand noch nicht fertig ist. Sie wird vielmehr nach
Verlauf dieser Zeit nebst der Unterlage abgewunden und in entgegengesetzter Richtung wieder
aufgebäumt, abermals zwei Stunden bearbeitet und dieser Wechsel,
wobei auch das vorher zu unterst liegende Stück zu oberst kommt,
noch zweimal wiederholt, so daß mithin ein jedes Stück
viermalzwei, also acht Stunden unter den Stampfern ist. Soll
aber bei einzelnen besonderen Sorten, eine bedeutende Glättung,
ein wirklicher Glanz, hervorgebracht werden, so wird die
Stampfzeit verlängert, ja es soll sich diese Zeit mitunter auf 2
bis 3 Wochen ausdehnen. Daß also, wo stark geglättete Waare
fabricirt werden muß, eine große Anzahl von Stampfkalandern
nicht zu entbehren ist, leuchtet ein.
Zweite Trocknung. Nochmaliges
Stampfen. Die gestampften Stücke kommen, da sie wie
erwähnt, im feuchten Zustand in Arbeit genommen wurden, jetzt
wieder in das Trockenhaus, werden hier völlig getrocknet und
sodann wieder zweimal 1/2 Stunde gestampft; endlich kunstgerecht
zusammengelegt und die Packete noch ein wenig gestampft, um
ihnen die hübsche, feste und compacte Gestalt zu geben, in
welcher sie nun als fertige Waare dem
Handel anheimfallen.
Sehr locker gewebte Leinensorten, z.B. eine Art leichter
Taschentücher, werden in einem geheizten Trockenzimmer
getrocknet, weil sie auf diese Art mehr Festigkeit und
Elasticität erlangen, als sie beim Trocknen bei
gewöhnlicher Temperatur, zumal bei dem feuchten Klima Irlands,
erhalten würden.
Vergleichung der Stampf- und der
Walzkalander. Die im Vorhergehenden beschriebene Art
des Appretirens mittelst der Stampfkalander ist die einzige in
Irland gebräuchliche; wenigstens habe ich nirgend eine andere
Art von Kalandern oder Mangen gesehen, und bei allen
deßfallsigen Erkundigungen stets eine verneinende Antwort
erhalten. Daß der gewöhnliche Walzenkalander ohne Vergleich
schneller arbeitet und eine sehr schöne Glättung gewährt, ist
den Besitzern der irischen Bleichen sehr wohl bekannt, und bei
ihrem unverkennbaren Streben, zweckmäßige Verbesserungen
einzuführen, würden sie sich derselben sicherlich bedienen, wenn
sie nicht von den großen Vorzügen der Stampfmethode überzeugt
wären. Diese Vorzüge sind leicht zu entdecken. Bei dem
Walzenkalander, welcher dem Gewebe bei ein- oder
zweimaligem Hindurchgehen durch die Walzen die nöthige Glättung
verleihen soll, werden die Fäden mittelst eines
außerordentlichen Drucks platt gedrückt, aber auch, weil sie
kreuzweise über einander liegen, dermaßen in einander gedrückt,
daß sie sich gegenseitig, wenn auch nicht abschneiden, doch
jedenfalls schwächen. Bei dem plötzlichen Eintritt dieses
gewaltsamen Drucks ferner haben die Fäden keine Gelegenheit ihre
Lage zu verändern, sie bleiben daher in der oft ziemlich
ungleichen Entfernung, welche ihnen auf dem Webestuhl ertheilt
wurde. Der Stampfkalander vermeidet diese Nachtheile. Bei der
langsamen, allmählichen Wirkung durch unzählich viele aber
schwache Stöße ist den Fäden Freiheit gegeben, sich in etwas zu
verschieben und gleichmäßig zu vertheilen, wodurch die
Gleichartigkeit und das schöne Ansehen des Gewebes nur gewinnen
kann. Da ferner das Gewebe in einer großen Anzahl von Lagen eine
Schicht von reichlich einem Zoll Dicke bildet, und noch dazu
durch die Unterlage und das Deckstück vor der Berührung mit dem
Holz des Baumes und den Stampfen geschützt ist, so erleiden die
Fäden keinen sehr gewaltsamen Druck, sie bleiben mehr in ihrer
natürlichen runden Gestalt, drücken sich nicht einander, und die
Glätte ist mehr eine Folge der langdauernden Reibung als eines
momentanen Drucks.
Enthält das Gewebe einzelne dickere und dünnere Stellen, so
werden bei Anwendung eines Walzkalanders die ersteren durch die
harte, wenig elastische Oberfläche der Walzen vorzugsweise
angegriffen, fast der ganze Druck concentrirt sich auf diese
Stellen, welche daher unverhältnißmäßig stark in Anspruch
genommen und geschwächt werden. Auch von diesem Uebelstand kann
bei der Stampfmethode keine Rede seyn.
Durch die Rundung der Fäden und einen eigenthümlichen
moireartigen Schiller läßt sich die mittelst der Stoßkalander
gegebene Glättung von der durch die Walzenkalander erzeugten
leicht unterscheiden. Nur bei den sehr stark geglätteten, doch
glänzenden Leinensorten möchte diese Unterscheidung schwieriger
seyn.
Die Zeit welche zur vollständigen
Beendigung der Bleich- und Appreturarbeiten erforderlich
ist, kann durchschnittlich zu sechs Wochen angenommen werden.
Eine Bleiche von mittlerer Größe, welche im Jahr vielleicht 8
bis 10,000 Stück fertig macht, erfordert eine Triebkraft von
etwa 30 Pferdekräften und ein Personal von 20 bis 25 Arbeitern,
deren Mittelverdienst auf 7 bis 8 Shill. per Woche anzuschlagen ist. Als Durchschnittspreis für
das Bleichen eines mittelfeinen Stücks von 26 Yards können 4
Shill. angenommen werden.
Die Güte und Beliebtheit der irländischen
Leinwand beruht übrigens nicht allein auf der
vollkommnen Bleichung und schönen Appretur, sondern ebensowohl
auf der Gleichartigkeit des Gewebes und seiner anerkannten
Dauerhaftigkeit, welche letztere ihren Grund wohl nur in der
Güte des Gespinnstes, so wie in der Anwendung der dem Gewebe
wenig nachtheiligen Stampfkalander finden kann. Allerdings ist
diese große Dauerhaftigkeit seit Einführung der
Maschinenspinnerei von mehreren Seiten in Zweifel gezogen
worden; aber die große Nachfrage nach irländischer Leinwand auf
den überseeischen Handelsplätzen, welche sich in der von Jahr zu
Jahr zunehmenden Entwickelung dieser Industrie unverkennbar
ausspricht, würde schon allein diese Zweifel niederschlagen,
wenn nicht außerdem durch vielfältige Versuche und Beobachtungen
erwiesen wäre, daß ein gutes Maschinengarn dem Handgespinnst an
Festigkeit wenig oder nicht nachsteht.
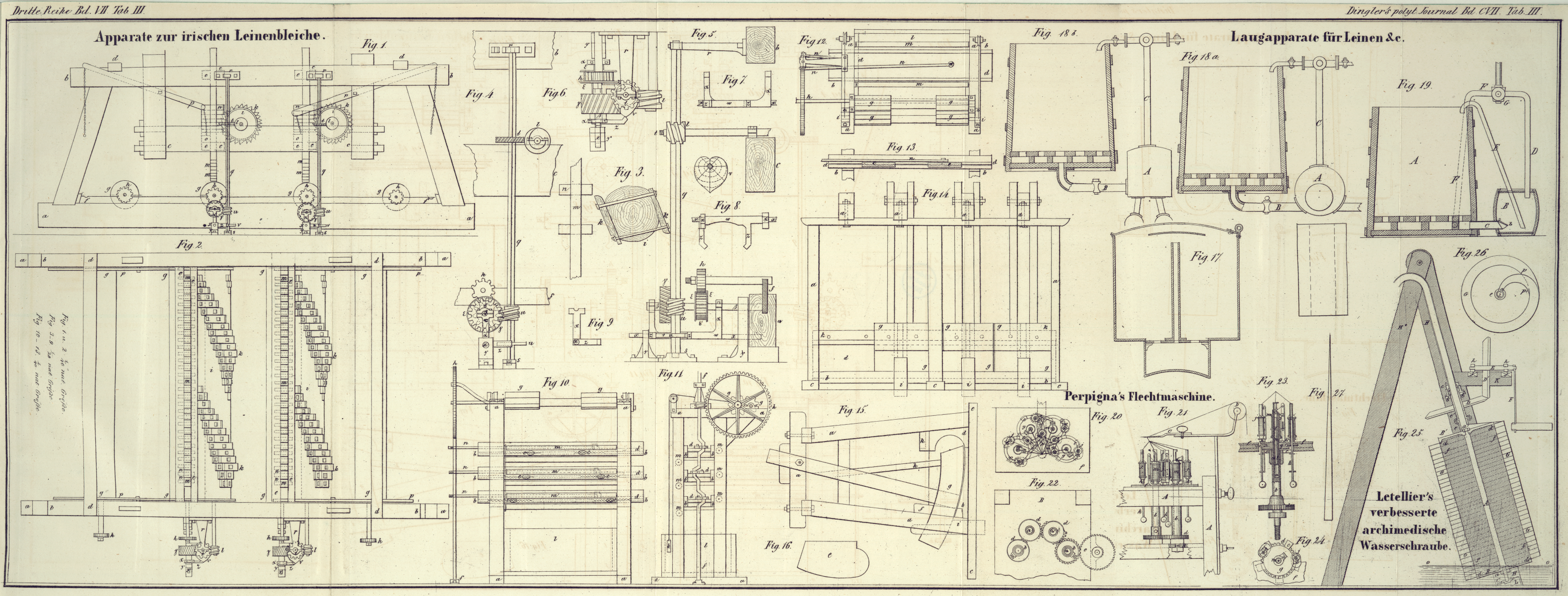
Beschreibung der
Stampfkalander.
Die Maschine, deren nähere Beschreibung wir im Folgenden geben,
ist eine doppelte, wie man sie in den irischen Bleichen häufig
antrifft. Fig. 1
zeigt dieselbe im Aufriß; Fig. 2
im Grundriß; beide in 1/40 der natürlichen Größe. Fig. 3 bis 9
stellen verschiedene einzelne Theile in 1/20 der natürlichen
Größe, also doppelt so groß dar, als sie den ersten beiden
Figuren entsprechen würde. Gleiche Buchstaben bezeichnen überall
gleiche Theile.
Das Gerüst. Das sehr stark
gearbeitete hölzerne Gerüst besteht zuvörderst aus zwei
parallelen, auf gemauerten Unterlagen horizontal liegenden
Balken a, a, welche wieder mittelst
der schrägen Ständer die oberen Balken b,
b tragen. An der Vorderseite der Maschine Fig. 1 ist nach Art eines Hängwerks der starke Balken
c, c angebracht, während an der
Hinterseite ein ebenso starker Balken in gleicher Höhe zwischen
den schrägen Ständern eingezapft ist, also nicht wie jener der
Vorderseite, an dem obern Balken hängt. Die feste Verbindung
zwischen der vordern und der hintern Gerüsthälfte wird theils
durch zwei Querriegel d, d, theils
durch acht Schienen e bewirkt,
welche letztere vorzugsweise dazu bestimmt sind, die Reihe der
Stampfer zu beiden Seiten einzuschließen. Die mittleren Balken
c, c dienen den Daumenwalzen zur
Unterlage, während die unteren a, a
die Walzen tragen, auf welche die zu stampfende Leinwand
aufgebäumt wird. Als unmittelbare Lager für diese Walzen sind in
die unteren Balken eiserne Schienen f,
f eingelassen, in deren oberer Seite an den geeigneten
Stellen die unteren Hälften der Lager, nämlich halbkreisförmige
Ausschnitte sich befinden. Die oberen Hälften (Deckel) dieser
Lager bleiben ganz weg, weil die Walzen bei der Arbeit häufig
aus- und eingelegt werden müssen.
Die Leinenwalzen
g, g sind von Buchenholz gearbeitet,
an beiden Enden mit eisernen Zapfen versehen, welche in die
vorhin erwähnten Lager eingelegt werden und sich in denselben
sowohl drehen, als auch zugleich in eine rück- und
vorgehende Bewegung versetzen lassen. Auf den vorderen Zapfen
sitzen die Räder h, h von 13
Zähnen.
Die Daumenwelleni, i sind mit zwei Reihen hölzerner
Daumen k, k versehen, deren jede in
einer langgezogenen Schraubenlinie gerade eine Windung um die
Welle beschreibt, so daß allemal zwei Daumen einander
gegenüberstehen, und jeder Stampfer während eines Umgangs der
Welle zweimal gehoben wird. Eigenthümlich und gewiß recht
zweckmäßig ist die Art wie die Daumen mittelst Schraubenbolzen
an der Welle befestigt sind: man sehe Fig.
3. Bei dieser Befestigungsart nämlich ist es ein Leichtes
in jedem Augenblick einen etwa lose gewordenen Daumen durch
Anziehen der Schraubenmuttern wieder fest zu machen, oder einen
abgenutzten durch einen neuen zu ersetzen. Die langen Zapfen an
der Vorderseite der Daumenwellen tragen die Schrauben ohne Ende
I, mit einfachem Gewinde; die
Zapfen an der Hinterseite dagegen sind mit conischen Rädern
ausgestattet, welche durch ein einfaches Vorgelege von dem
Wasserrad ihre Drehung erhalten.
Die Stampferm, m stehen ihrer 30 in einer Reihe
unmittelbar neben einander zwischen den Schienen e, e; sie sind von Buchenholz,
halten 4 Zoll im Quadrat und etwa 5 1/2 Fuß in der Länge, wiegen
also etwa 24 Pfd. Die untere Bahn ist flach und wohl geglättet,
nur die Kanten sind ein wenig abgerundet. Die Heblatten n, n gehen quer durch die Stampfer
und stehen auch an der von der Daumenwelle ab gekehrten
Seite vor. Auf dieser Seite liegen, unter den Heblatten der
ganzen Stampferreihen her, die Balken o, welche mit Ketten an den Enden der Hebel p, p befestigt sind und dazu dienen
die sämmtlichen Stampfer, wie dieses bei dem jedesmaligen
Umlegen der Leinenwalzen erforderlich ist, mit einemmal zu heben
und außer WirksamkeitWirsamkeit zu sehen. Fig.
4, 5 u.
6
zeigen den Mechanismus zur Drehung, so wie zum Rück- und
Vorschieben der Leinenwalzen. Die verticale Welle q läuft zwischen dem obern, an dem
Balken b befestigten Lager r und dem untern, auf dem Fußboden
des Arbeitslocals angeschraubten Lager 8. Diese Welle enthält
das Rad t von 12 Zähnen, welches mit
der Schraube ohne Ende l in Eingriff
steht und dadurch gedreht wird. Weiter unten sitzt auf derselben
Welle die Schraube ohne Ende u von
doppeltem Gewinde und noch weiter
unten eine excentrische Scheibe v.
Diese letztere ist dazu bestimmt, die rück- und
vorschiebende Bewegung der Leinenwalze zu bewerkstelligen, indem
sie einen Schlitten w, der in Fig. 7 und 8 im
Auf- und Grundriß, in Fig. 9
von der Seite des Zapfens aus gesehen, abgebildet ist, in
Bewegung setzt. Dieser Schlitten besteht aus einer horizontalen
Stange, welche sich an beiden Enden in runde Zapfen x, x endigt, die in den Stützen y, y sich hin- und herbewegen
lassen und enthält die Arme z, z,
zwischen denen das Excentricum sich dreht, so wie die verticalen
Lager α, α. Eine in
diesen Lagern liegende Welle β,
β enthält zwei Räder, deren eins γ von 23 Zähnen und
verhältnißmäßig sehr bedeutender Breite, mit der Schraube ohne
Ende u in Eingriff steht, wodurch
also die Welle β langsam
umgetrieben wird. Das zweite Rad dieser Welle δ (nur in Fig. 4
und 5
deutlich sichtbar) von 13 Zähnen ist zu beiden Seiten mit
Scheiben ε belegt, welche
vorspringende Ränder bilden. Wenn nun, wie aus Fig. 5
ersichtlich, die Räder h der
Leinenwalzen auf die Räder δ
gelegt sind, so befinden auch sie sich zwischen den Rändern und
müssen die hin- und herschiebende Bewegung des ganzen
Schlittens mitmachen und der Leinenwalze mittheilen. Man sieht
also daß die verticale Welle q der
Leinenwalze eine hin- und herschiebende Bewegung mittelst
des Excentricums und eine drehende mittelst der Schraube ohne
Ende ertheilt. Daß die Weite des Hin- und Herschubs der
Breite der Stampfer gerade gleich ist, wurde bereits
erwähnt.
Berechnet man nun, nach der Anzahl der Zähne der verschiedenen
Räder, das Drehungsverhältniß der Walzen, so ergibt sich
Folgendes: Einem jeden Umgang der Leinenwalze entsprechen 149
1/2 Umgänge der Daumenwelle, also 299 Stöße eines jeden
Stampfers, so daß den Umfang der mit Leinen bewundenen Walze zu
etwa 67 Zoll angenommen, dieselbe bei jedem Stoß der Stampfer
um beinahe 1/1 Zoll in drehender
Bewegung fortrückt. Da ferner die Walzen sich während eines
Umgangs sehr nahe 12 1/4mal hin- und herschieben, so
beträgt für jeden Stoß der Stampfer die seitliche Bewegung der Walze etwa 1/3 Linie.
Die ganze Maschine ruht mit den unteren Balken auf gemauerten
Unterlagen über einer etwa 2 Fuß tiefen Grube oder Vertiefung,
damit die Arbeiter beim Auf- und Abbäumen der Leinwand
bequem auf den als Bänken angebrachten Brettern neben den Walzen
sitzen können.
Beschreibung der Seif- oder
Hobelmaschine.
Fig. 10 und 11
zeigen diese Maschine im Aufriß, Fig.
12 im Grundriß. In dem hölzernen Gestell a, a liegen auf Querriegeln drei,
aus eichenen Bohlen gebildete Rinnen oder Tröge b, b, deren beide Seitenwände
unmittelbar über dem untern Boden ovale Löcher c, c enthalten, durch welche bei der
Arbeit das Leinen quer hindurchgezogen wird. Innerhalb einer
jeden der Rinnen liegt eine Bohle d,
d, welche mittelst des gleich zu beschreibenden
Mechanismus hin- und hergezogen wird und dabei das
langsam unter ihr fortgezogene Leinen gewaltsam reibt, zu
welchem Zweck noch sowohl in die Böden der Tröge, als auch in
die untere Seite der Reibebretter gezahnte oder gefurchte
Bretter e, e von Weißbuchenholz
eingelassen sind, wie sich am deutlichsten aus dem Durchschnitt
Fig.
13 ergibt.
Eine mit drei Krummzapfen versehene verticale Welle f, f, welche wieder durch irgend ein
angemessenes Vorgelege mit dem Wasserrad in Verbindung steht,
bewirkt mittelst der Verbindungsstangen n die hin- und hergehende Bewegung der
Reibbretter.
Da nun die Leinwand während der Bearbeitung zwischen den
gefurchten Brettern langsam fortgezogen werden muß, so geht sie
nach dem Austritt aus den Löchern der Tröge zwischen zwei in
einander greifende gefurchte hölzerne Walzen g, g, deren eine mit einem großen
Rad h von 144 Zähnen versehen ist,
welches in eine Schraube ohne Ende an der verticalen Welle
eingreift, deren andere dagegen mit ihren Zapfen in
verschiebbaren Lagern i, i liegt,
und durch Gewichte k, k gegen die
erstere Walze angedrückt wird, um das Leinen festzuhalten und
fortzuziehen. Die zu beiden Seiten der Tröge angebrachten Rollen
m, welche an der einen Seite
unter, an der andern Seite dagegen über den Löchern c, c liegen, sind dazu bestimmt, die
Fortbewegung der Leinwand durch die Löcher der Tröge zu
erleichtern; l ist der unter der
Maschine stehende Kasten zur Aufnahme des Seifenwassers.
Beschreibung der Waschhämmer.
Fig. 15 zeigt die Maschine von der Seite, Fig. 14 von hinten angesehen. Es ist eine Maschine zu
vier Hämmern, von welchen in Fig.
14 der eine zur Linken weggelassen ist. Die
Einrichtung des Gerüstes a bedarf
keiner Erläuterung; der untere Raum, in welchem die Hämmer
arbeiten, wird durch einen vielfach durchlöcherten Boden b, b gebildet, dessen innere
Krümmung der äußern Krümmung der Hämmer entspricht, und der auf
den unteren Schwellen c, c des
Gerüstes befestigt ist; die Vorderseite dagegen durch einen
starken, an der Innenseite cylindrisch ausgehöhlten Baum d. Die seitliche Begränzung wird
durch Bretter e, Fig.
16, gebildet, welche zwischen dem Boden und der
Vorderwand eingesetzt und durch Keile f befestigt werden, so daß sie durch das Wegnehmen
dieser Keile sich leicht entfernen lassen. Eine solche
Seitenwand ist auch in der Mitte der Maschine zwischen dem
ersten und zweiten Hammerpaar angebracht, so daß solchergestalt
Abtheilungen entstehen, in deren jeder allemal zwei Hämmer
arbeiten.
Die Form der Hämmer geht aus der Zeichnung hervor; der größern
Stabilität wegen ist zwischen dem Helm oder Stiel und dem
vordern, der Bahn nahe gelegenen Theil des Kopfs eine Stütze h angebracht. An dem hintern Ende
dagegen ist eine starke, nach unten gekehrte Heblatte i in den Hammer eingelassen. Eine in
der Abbildung weggelassene starke Daumenwelle, welche durch eine
einfache Radverbindung von dem Wasserrad umgetrieben wird, liegt
unterhalb der ganzen Reihe der Waschhämmer, natürlich mehr der
hintern Seite nahe und setzt vermittelst starker Daumen die
Hämmer mit der Geschwindigkeit in Bewegung, daß jeder in der
Minute 30 Stöße gibt. k, k ist ein
langer Trog, aus welchem während der Arbeit durch kleine Löcher
beständig reines Quellwasser auf die Leinwand fließt.
Tafeln