| Titel: | Maschine zum Canneliren und Calibriren der bei den Spinnmaschinen angewendeten Riffelwalzen; von den Mechanikern Pinel und Lethuillier zu Rouen. |
| Fundstelle: | Band 121, Jahrgang 1851, Nr. XX., S. 89 |
| Download: | XML |
XX.
Maschine zum Canneliren und Calibriren der bei
den Spinnmaschinen angewendeten Riffelwalzen; von den Mechanikern Pinel und Lethuillier zu
Rouen.
Aus Armengaud's Publication industrielle T. VII, p.
289.
Mit Abbildungen auf Tab.
II.
Pinel's Maschine zum Canneliren der Riffelwalzen.
Die bisher angewandten Maschinen zum Canneliren eiserner oder hölzerner Walzen
unserer Spinnmaschinen arbeiten entweder mit einem Spitzstahl oder mit einer Fräse,
und können immer nur eine Riffel oder Längenkerbe auf einmal machen; dennoch findet
man diese Maschinen sehr häufig sowohl in den Maschinenbauwerkstätten, als auch in
den Reparaturwerkstätten der Spinnereien.
Die Pinel'sche Maschine unterscheidet sich von den
bisherigen dadurch, daß sie die Riffeln auf der ganzen Peripherie der Walze auf
einmal verfertigt, und überdieß die äußere Oberfläche der Zähne vollkommen
cylindrisch macht. Schon aus letzterem Grunde ist die Maschine sehr nützlich, denn
geschickte Spinner haben es seit langer Zeit erkannt, daß auf die Ausführung der
Riffelwalzen nicht genug Sorgfalt verwandt werden kann, hauptsächlich bei denen,
welche bei den Spinnmaschinen für feine Garnnummern angewendet werden. Wenn nämlich
die Riffelwalzen nicht auf ihrer ganzen Länge von genau gleichem Durchmesser sind,
so werden die Fäden verschieden stark, und dieß gehört natürlich zu den größten
Mängeln einer guten Fabrication, die vollkommene Regelmäßigkeit und Gleichmäßigkeit
bei den Garnnummern voraussetzt.
Wenn man einen Ring von gehärtetem Stahl, der inwendig aufs beste polirt ist, über
eine Riffelwalze steckt, und dieselbe ihrer Länge nach hindurchzieht, so nimmt die
schneidende Kante des Ringes alle Theile von der Oberfläche weg, welche den
Durchmesser übersteigen, so daß nach einigen, ja selbst nach einem einzigen
Durchzuge, die Riffelwalze ihrer ganzen Länge nach einen gleichen Durchmesser
erhält.
Man begreift, daß diese Calibrirung besonders bei solchen Riffelwalzen nothwendig
ist, welche auf die gewöhnliche Weise geriffelt oder cannelirt worden sind;
geschieht aber das Riffeln mittelst Ringen, die im Innern verzahnt sind, und auf
dieselbe Weise wirken wie glatte Ziehringe, so braucht man diese letztern nur dazu
anzuwenden, um die Bärte von den äußern Kanten wegzunehmen. Mit mehreren
verschiedenen Ringen kann man leicht alle Längenkerben bilden, indem die ersteren
sie beginnen, und
die letzteren sie vollenden; es folgt daraus, daß die Riffeln ganz regelmäßig und
überall von gleichem Durchmesser sind.
Die Ringe, welche zum Canneliren und Calibriren dienen, sind in einem festen Support,
mit sich horizontal bewegendem Wagen unterstützt; dieser Support wird zwischen zwei
parallelen Stäben, und durch eine lange Schraube geführt. Die zu riffelnden Walzen
werden nicht bloß an ihren Enden befestigt, sondern, wenn sie eine gewisse Länge
haben, auch durch Lünetten an gewissen Punkten unterstützt.
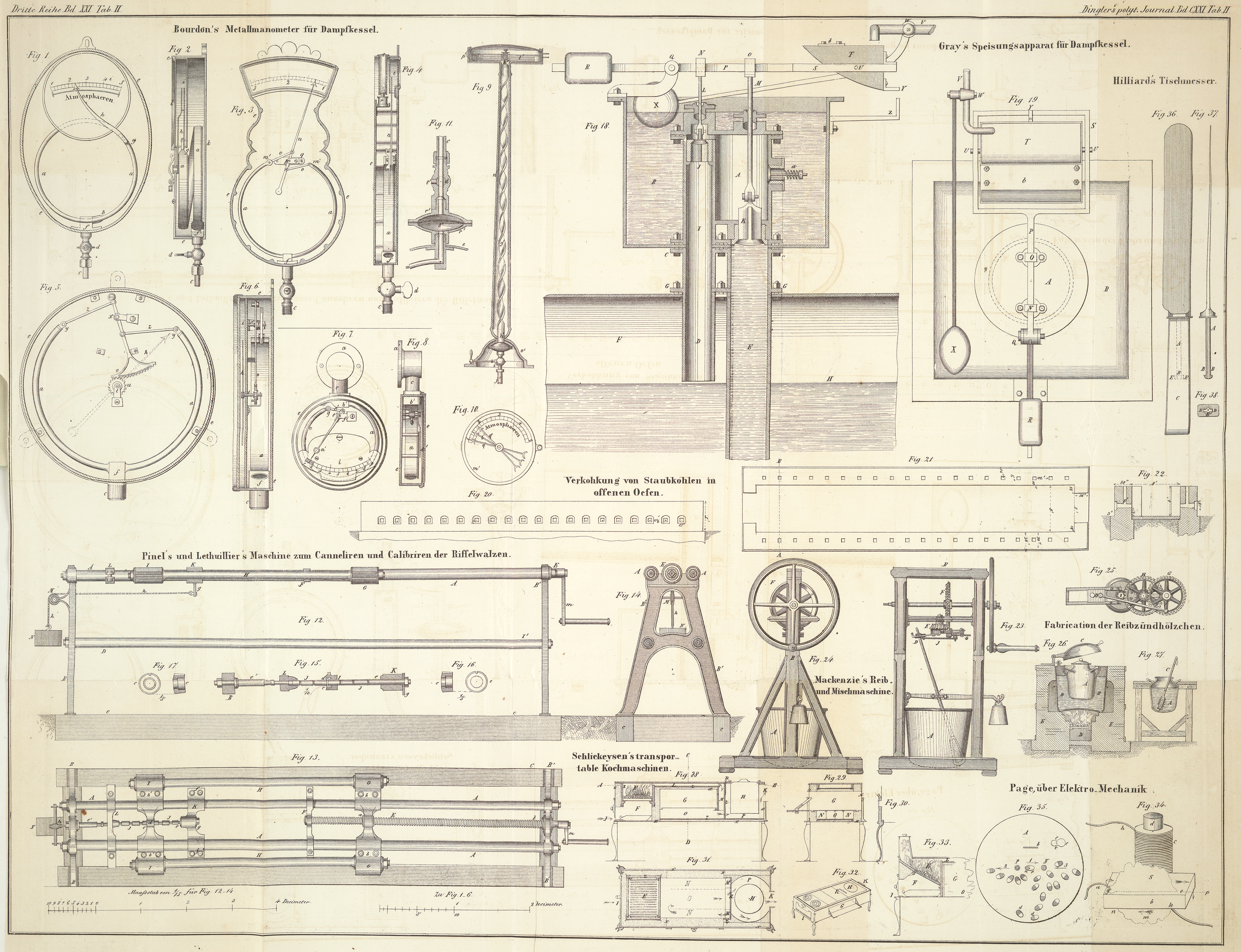
Wir wenden uns nun zu der Beschreibung der Cannelirmaschine.
Fig. 12 ist
ein Längenaufriß der ganzen Maschine; Fig. 13 ein allgemeiner
Grundriß, oder eine Ansicht von oben, und Fig. 14 eine
Endansicht.
Das Gestell der Maschine besteht aus zwei langen eisernen Stäben A, welche mit einander parallel und in gleicher
horizontaler Ebene durch den obern Theil der beiden Füße B,
B′ gehen, und durch starke Schraubenmuttern in dieser Lage fest
gehalten werden. Weiter nach unten zu sind dieselben Füße durch die starken Stäbe
D, D verbunden; und unten sind sie auf ein hölzernes
Schwellwerk oder auf große Steine geschraubt.
Zwischen den breiten obern Stäben A, A liegt die
Führungs- oder Stellschraube E mit doppeltem
Gewinde, und dieselbe wird einestheils in einem Halse des Fußes oder Gestelles B′, und anderntheils in dem eisernen Bügel oder
Querstück F festgehalten. Dieser Bügel besteht aus zwei
Theilen, welche über die Stäbe A, A übergreifen, und mit
einander verbunden sind.
Diese Stell- oder Führungsschraube wird an ihrem Ende mit einer Kurbel m versehen, wenn man die Maschine, wie es wohl am
häufigsten der Fall ist, mit der Hand bewegen will. Soll der Betrieb aber durch
einen ununterbrochen wirkenden Motor geschehen, so muß ein Räderwerk vorgelegt
werden, und zwar so, daß man die Schraube so gut links wie rechts gehen lassen kann,
um den Ring vor- und rückwärts zu ziehen, je nachdem die eine oder die andere
Bewegung erforderlich ist.
Eine aus zwei Stücken bestehende Docke G′, welche
in ihrer Mitte eine bronzene Mutter a, Fig. 13, umfaßt, durch
welche die Stellschraube geht, erhält von derselben eine geradlinige Bewegung, und
zwar in einer Länge, welche derjenigen der zu riffelnden und zu calibrirenden Walzen
entspricht. Diese Docke ist an ihren Enden möglichst breit, um die Stäbe A auf eine bedeutende Länge zu umfassen, so daß sie von
der zu befolgenden Richtung gar nicht abweichen kann; die beiden durch vier Schraubenbolzen b verbundenen Theile umfassen auch die beiden starken
und einander parallelen eisernen Stäbe H, welche auch
durch die zweite Docke I gehen, und dieselbe mit der
ersten verbinden.
Diese zweite Docke ist ganz so wie die erstere gestaltet, indem sie aus zwei
ähnlichen, durch die Schraubenbolzen b′
verbundenen Theilen besteht, während sie im Innern statt der Schraubenmutter einen
Stahlring c enthält. Derselbe ist in Fig. 15 nach einem
größern Maaßstabe, in einem senkrechten Längendurchschnitte durch die Achse der
Docke dargestellt.
Will man nun eine Walze riffeln, so hat der Ring die in Fig. 16 angegebene Form,
d. h. er ist im Innern fast auf die Hälfte seiner Stärke gezahnt; seine Kerben oder
Riffeln, welche mit einem besondern Instrument gemacht worden sind, sind genau denen
ähnlich, welche man auf der Walze selbst hervorbringen will; da es aber nicht
möglich ist, die Walzen mittelst eines einzigen Durchganges zu riffeln, d. h. mit
einem einzigen Ring, so bringt man mehrere ähnliche Ringe an, die in einer gewissen
Reihenfolge zu einander stehen, wie die verschiedenen Schraubenbohrer oder
Schneideisen, womit man große Muttern oder Schrauben schneidet. Mit dem ersten Ringe
beginnt man die Längenkerben zu bilden, der zweite und der dritte machen sie
stärker, während sie durch die letzten Ringe gänzlich vollendet werden. Die
Einrichtung, daß die Docke aus zwei Stücken besteht, gestattet eine sehr rasche
Auswechselung dieser Ringe; daher kann man auch, unerachtet der zur Auswechselung
erforderlichen Zeit, mit der hier beschriebenen Maschine weit eher eine Riffelwalze
herstellen als mit einer Hebelmaschine, womit nur eine Längenkerbe auf einmal
angefertigt werden kann.
Um die nun geriffelten Walzen zu calibriren, ist es hinreichend, statt des gezahnten
Ringes in die Docke I einen glatten Ring einzulegen,
welcher die in Fig.
17 dargestellte Form hat; er ist ebenfalls etwas conisch auf der äußern
Seite, um ihn in der Docke in eine feste Lage zu bringen; er wird darin noch durch
eine Druckschraube d, Fig. 15, festgehalten,
deren Mutter in der Dicke der Docke eingeschnitten ist, und in eine kleine Rinne in
der Längenrichtung des Ringes tritt, damit sich derselbe nicht drehen kann, wenn man
arbeitet.
Diese Ringe sind auf einen Theil ihrer Dicke innerlich weiter ausgehöhlt, damit die
Metallspäne, welche sie wegnehmen, Platz finden; die Ringe haben auf diese Weise die
nothwendige Festigkeit, ohne eine zu starke Reibung zu veranlassen; auch hat ihre
Oeffnung einen geringen conischen Ablauf, um hauptsächlich mit dem Winkel der
vordern Fläche schneiden zu können.
Die zu riffelnde oder zu calibrirende Walze J wird
einestheils durch eine Centralspindel e getragen, welche
in der Mitte des aus zwei Stücken bestehenden Halses K
angebracht ist, den die beiden horizontalen Stäbe oder Spindeln A in der gehörigen Lage mittelst der Schraubenbolzen f feflhalten; andererseits wird die Walze I durch eine zweite Spindel e′ getragen, welche in der Mitte des Kopfes von dem senkrechten
Gestell B befestigt und durch einen aus zwei Stücken
bestehenden Bügel L. festgehalten wird. Diese zweite
Spindel hat eine Verstärkung, und bleibt daher unverrückt, während dieß bei der
erstern e nicht der Fall ist; letztere ist aber durch
ihre Schraubenmutter mit einer eisernen Platte g
verbunden, an deren untern Theil die Kette h festgehängt
ist, welche über die Rolle m läuft, und das Gegengewicht
N trägt, um den Hals K
und die Spindel e gegen die Walze gedrückt zu
erhalten.
Diese Einrichtung gewährt den Vortheil, daß die Walze sehr schnell weggenommen und
durch eine andere ersetzt werden kann; denn es genügt, das Gegengewicht zu heben, um
den Hals frei zu machen und ihn zurückzuschieben. Man ist auch in den Stand gesetzt,
auf der Maschine nach Belieben längere oder kürzere Walzen einzuspannen, und selbst
Walzen deren Bahnen sehr verschieden sind.
Nach dem Obigen ist es leicht, das Spiel und die Arbeit einer solchen Maschine zu
begreifen:
Wenn die Walze eingespannt worden ist, sowie auf der Zeichnung angenommen ist, und
man gibt der Druckschraube eine drehende Bewegung, so nöthigt sie, da sie in ihren
Hälsen liegt, die Schraubenmutter a und mit derselben
die Docke g, in geradliniger Bewegung vorzugehen;
dieselbe Bewegung macht die zweite Docke I und deren
Ring c. Da letzterer die Walze umgibt, so greift er ihre
Oberfläche an und nimmt alles Material weg, welches über seinem innern Durchmesser
hervorsteht; er polirt und calibrirt die Walze, wenn sein Inneres glatt ist, wie bei
dem in Fig.
17 dargestellten Ring; dagegen bildet er Riffeln oder Kerben, wenn er
gezahnt ist, wie Fig. 16 zeigt.
Tafeln