| Titel: | Ueber eine neue Luppen-Zängemaschine, erfunden von Jeremias Brown. |
| Fundstelle: | Band 121, Jahrgang 1851, Nr. LXXXIII., S. 345 |
| Download: | XML |
LXXXIII.
Ueber eine neue Luppen-Zängemaschine,
erfunden von Jeremias
Brown.
Aus dem London Journal of arts, Juli 1851, S.
76.
Mit Abbildungen auf Tab.
V.
Ueber Brown's Luppen-Zängemaschine.
Früher, als man bei der Erzeugung des Stabeisens nur den Herdfrischproceß anwendete,
gebrauchte man zum ersten Formen der Luppen und zum Ausdrücken der Schlacken aus
denselben Aufwerfhämmer, und hin und wieder, wie z. B. in Steiermark, Kärnthen etc.|
Schwanzhämmer, welchen Proceß bekanntlich der Hüttenmann das Zängen der Luppen nennt.
Als nun in England das Puddelfrischen erfunden worden war und in allgemeine Anwendung
kam, wendete man zum Zängen der Luppen sehr schwere, gänzlich aus Gußeisen
bestehende Hämmer an, welche vorn an der Stirn gehoben wurden und in jeder Beziehung
schwerfällige Maschinen sind. Sie veranlassen, da sie ein festes Fundament
erfordern, bedeutende
Anlage- und Unterhaltungskosten, erschüttern das Hüttengebäude sehr stark,
und die Zängearbeit erfordert geschickte und kräftige Arbeiter.
Man hat daher sowohl in England als auch auf dem europäischen Festlande gesucht, die
Stirnhämmer durch andere Maschinen zu ersetzen. Zuvörderst waren dieß Quetschen oder
Pressen, zweiarmige Hebel, der eine kürzere, über einem Amboß, mit einer Hammerbahn
versehen, der andere längere mit der Treibmaschine in Verbindung stehend. Die zu
zängende Luppe wird auf den Amboß gelegt, gedehnt und gewendet, und die Presse
drückt darauf. Man hat diese Pressen neuerlich dadurch vervollkommnet, daß man von
dem langen Hebelarm unmittelbar eine Stange mit dem Kolben eines Dampfcylinders
verband.
Eine andere Art von Zängemaschinen besteht im wesentlichen darin, daß sich ein der
Länge nach geriffelter Cylinder in einem excentrischen, an einer Seite offenen
Gehäuse dreht, dessen Wände ebenfalls geriffelt sind. Man steckt die Luppe auf der
weiten Seite ein, der Cylinder führt sie herum, und an der schmalen Seite kommt sie
gezängt heraus. Man macht dieser sogenannten Luppenmühle den Vorwurf, daß sie die
Luppen nicht stauche.
Auch die Dampf- oder Verticalhämmer werden hin und wieder zum Zängen
angewendet, jedoch weniger bei den gewöhnlichen Processen der Stabeisenfabrication,
denn sie wirken, sowie die Stirnhämmer, langsamer als die Pressen und Mühlen, die
Hitze der Luppen nimmt zu sehr ab, und es hält dann schwer sie noch in der gehörigen
Temperatur zwischen den Luppenwalzen zu Rohschienen auszustrecken.
Wir bemerken noch, daß das Zängen zwischen Walzen, welches in einigen Hütten in Wales
angewendet wurde, ein sehr schlechtes Stabeisen gibt, und daher kaum noch
gebräuchlich ist.
Nach durchschnittlichen Erfahrungen dauert das Zängen unter dem Stirnhammer 1½
Minuten, unter dem Dampfhammer 1–1¼ Min., in der Presse und Mühle
¾–1 Min.; allein es wird bei den letztern Processen nicht so rein, wie
bei dem erstern, und will man daher gute Eisensorten darstellen, so muß man stets
den Stirnhammer anwenden.
Die von Jeremias Brown auf der Ousi Farm-Hütte
erfundene Zängemaschine (blooming machine)Wir geben ihre Abbildung nach dem Juniheft des Civil
Engineer's Journal., soll die Hämmer ersetzen.
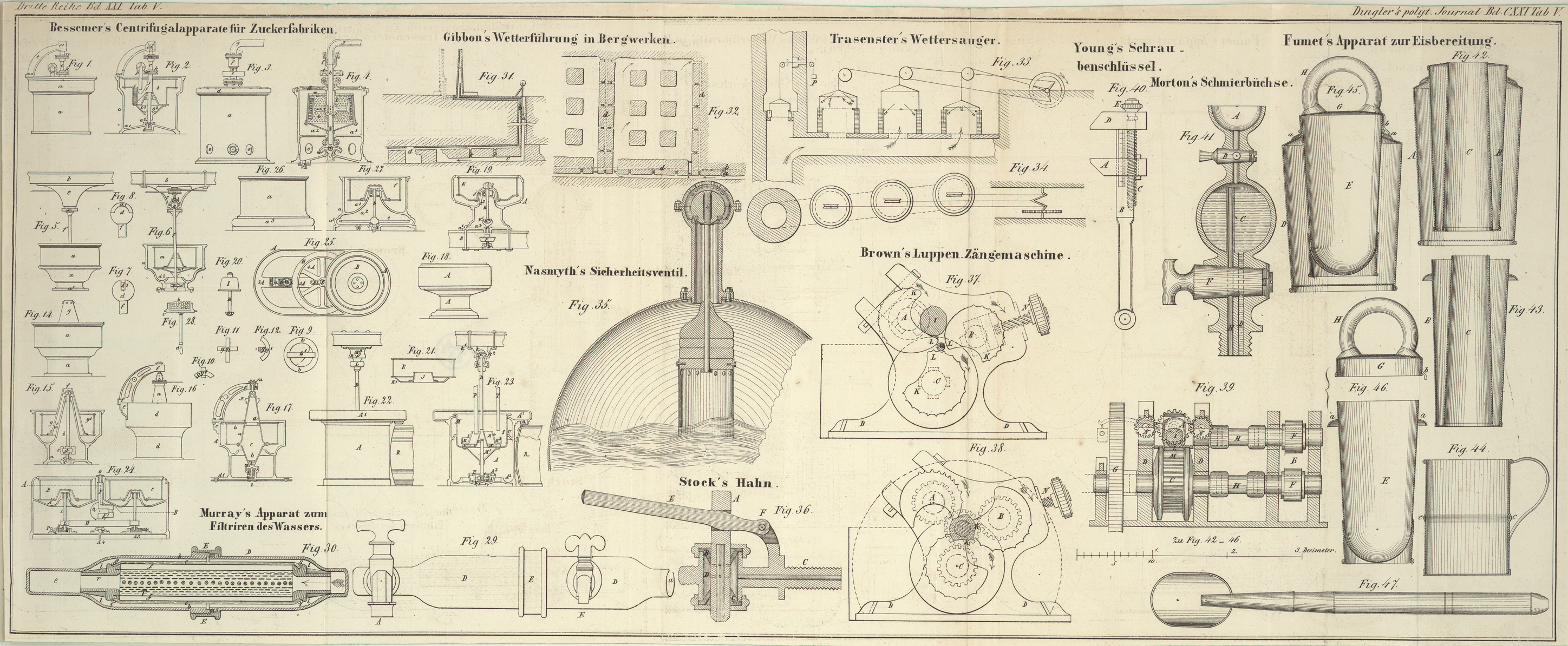
Fig. 37 und
38 sind
zwei Endansichten,
Fig. 39 ist
eine Längenansicht derselben.
Die Maschine besteht aus drei großen excentrischen Walzen A,
B, C, welche horizontal in dem starken Gerüst D,
D liegen. Die Mittelpunkte der Walzen haben die Stellung eines Dreiecks zu
einander, und die untere Walze C liegt fast central
zwischen den beiden obern A, B. Alle drei Walzen drehen
sich nach einer Richtung, wie auch die Pfeile zeigen, und werden durch ein
Centralgetriebe E gedreht, welches in drei Getriebe von
gleicher Größe F, F, F, die an den Walzenzapfen sitzen,
greift. Bei der vorliegenden Maschine steht die Triebkraft durch das große Rad G unmittelbar mit der unteren Walze in Verbindung, indem
es dadurch möglich wird, die Treibwelle unter die Hüttensohle zu legen; sie kann
aber eben so gut mit dem mittlern Getriebe in Verbindung stehen. Die Walzen werden
auf die gewöhnliche Weise mit ihren Zapfen massiv gegossen, und sind mit den
Getrieben durch Kuppelungsrollen H, H und Muffe
verbunden.
Die Walzenkörper sind 16 Zoll lang und die untere Walze hat starke Ränder oder
Scheiben, 8 Zoll hoch, zwischen welchen die beiden obern Walzen laufen. Der Zweck
dieser Ränder ist das Stauchen der Luppenenden, indem die Luppe in der Maschine der
Länge nach ausgedehnt wird, welches aber die Ränder hindern und daher eine Arbeit
verrichten, die beim Zängen nöthig ist, wenn das Eisen rein und gut werden soll.
— Die obere Walze A hat eine große Vertiefung, in
welche die aus dem Puddelofen kommende Luppe J gelegt
wird; die Walze führt die Luppe herum und läßt sie in den Raum zwischen den drei
Walzen fallen, wie Fig. 38 zeigt, indem in diesem Augenblick der Raum am größten ist. Die
drei vorstehenden Spitzen K, K, K der Walzen drücken
unmittelbar auf die Luppe und pressen sie auf drei Seiten zusammen, während sie ihr
zu gleicher Zeit eine drehende Bewegung geben; die Einwirkung auf das Eisen ist
daher ein Kneten, wodurch die in der Luppe befindliche Schlacke sehr kräftig und
wirksam ausgequetscht wird und zu beiden Seiten über die untere Walze abläuft. Der
Raum zwischen den Walzen wird nach und nach enger, da sie eine ercentrische oder
spiralförmige Gestalt haben, und es erfolgt daher eine steigende Zusammendrückung
des Eisens von allen Seiten und an den Enden, bis die gezängte Luppe M an den Spitzen L, L, L
befreit wird, indem dieselben an ihr gleichzeitig vorüber gehen und sie alsdann in
der Richtung des Pfeiles niederfällt. In diesem Augenblick nimmt die Maschine
wiederum eine andere Luppe auf. Die vorspringenden Zähne der Walzenoberfläche
befördern diese Wirkung, indem sie das Eisen ergreifen und es während der Drehung
kneten. Da aber diese Zähne nach und nach niedriger werden und der letzte Theil des
Walzenkörpers eben ist,
so kommen die Luppen in einer dichten Masse mit ebenen Oberflächen zwischen den
Walzen hervor. Der Raum zwischen den Rändern der untern Walzen erweitert sich bei
L etwas, so daß die gezängte Luppe leicht
herausfallen kann.
Es ist auch eine Vorrichtung angebracht, welche das mögliche Zerbrechen der Walzen
verhindert, sobald eine Luppe von ungewöhnlicher Größe zwischen dieselben eingelegt
würde. Es drücken nämlich zwei starke Schrauben N, N auf
die Zapfenlager von einer der obern Walzen B; ein
kleines Getriebe an dem Kopfe einer jeden von diesen Schrauben greift in ein
größeres Getriebe zwischen ihnen, und an demselben ist ein horizontaler Hebel
befestigt, an dessen Ende ein Gegengewicht hängt. Dieses Gewicht veranlaßt einen
stets gleichen Druck auf die Walze, und wenn daher eine zu große Luppe in die
Maschine eingelegt wird, so gehen die Schrauben zurück und heben das Gewicht bis zu
der erforderlichen Ausdehnung. Es wird daher eine große Luppe mit demselben Druck
und mit derselben Wirkung gezängt, als kleinere. Auf die Zapfen fließt
ununterbrochen Wasser, so daß sich dieselben nicht erhitzen können.
Diese Zängemaschine gewährt nachstehende Vortheile:
1) Es wird an Zeit gewonnen; denn die Maschine macht fünf Umdrehungen in der Minute
und zängt in derselben Zeit fünf Luppen. Es braucht folglich jede Luppe nur 12
Secunden Zeit, während zum Zängen unter dem Hammer wenigstens 60 bis 80 Secunden
erforderlich sind. Die gezängte Luppe gelangt daher auch auf einer höhern Temperatur
zu den Luppen- oder Puddelwalzen, als wenn sie vorher unter dem Hammer war,
und dieß ist — wie schon oben bemerkt — ein großer Vortheil, indem die
Rohschienen viel ebener und besser ausfallen, als wenn sie auf einer zu niedrigen
Temperatur ausgewalzt werden.
2) Es wird durch die Maschine an Löhnen erspart, denn da dieselbe selbstwirkend ist,
so bedarf sie keines geschickten Arbeiters, wie der Zängehammer, der, wenn er viele
Puddelöfen bedient und lange im Betriebe ist, sogar zwei Schmiede erfordert.
— Mit der Maschine ist auch eine endlose Kette verbunden, welche in geneigter
Richtung von der untern Seite der untern Walze aufwärts wirkt, die gezängten Luppen
aufnimmt und sie ohne Beihülfe eines Arbeiters zu den Luppen-Streckwalzen
führt. Da nun die Maschine in derselben Zeit in welcher ein Hammer eine Luppe zängt,
deren vier bis fünf zängt, so kann sie auch eine viel größere Anzahl von Puddelöfen
bedienen, so viele als sich nur in zweckmäßiger Entfernung von der Maschine
anbringen lassen. Ein
anderer hieraus hervorgehender Umstand ist der, daß die Puddler eine sehr
regelmäßige Schichtenfolge halten können, was bei einem Zängehammer, der höchstens 8
bis 10 Oefen zu bedienen vermag, selten der Fall ist. Dagegen nimmt die
größtmögliche Anzahl von Oefen, welche um eine Zängemaschine angebracht werden
können, nur etwa ein Viertel der Arbeitszeit in Anspruch. Es werden dadurch die
sonst stets vorkommenden Unregelmäßigkeiten beim Puddelofen-Betriebe sowie
beim Zängen vermieden; ebenso der Abbrand und die Verschlechterung des Eisens,
welche entstehen wenn die Puddler auf den Hammer warten und daher die Luppen länger
im Ofen halten müssen.
3) Man erspart die Unterhaltungskosten, welche bei einem Zängehammer sehr bedeutend
sind, weil das glühende Eisen fünf- bis sechsmal länger mit Hammer und Amboß
in Berührung ist als mit der beschriebenen Maschine, ferner die aus dem Eisen
ausgequetschten glühenden Schlacken auf dem Amboß liegen bleiben, anstatt wie bei
der Maschine beständig wegzufallen; endlich es unmöglich ist, dem Hammer einen
ununterbrochenen Strahl kalten Wassers zuzuführen, wie es bei der Maschine der Fall
ist. Diese Umstände zusammengenommen veranlassen, daß Hammer und Amboß, namentlich
wenn jener in ununterbrochenem Betriebe ist, sich sehr rasch abnutzen, zuweilen nur
eine Woche halten und häufig zerbrechen, sowie auch der Helm. Der Zeitverlust beim
Auswechseln des Hammers oder Amboßes ist stets mit Verlust an Qualität und Quantität
des Eisens verbunden, denn es muß dasselbe so lange im Ofen zurückgehalten werden,
bis der Zängehammer wieder im Gange ist. Der Bruch eines Helms veranlaßt einen noch
längern Aufenthalt. Die Reparaturkosten bei der beschriebenen Maschine lassen sich
jetzt noch nicht bestimmen, weil dieselbe auf dem Werke des Erfinders erst seit vier
Monaten regelmäßig im Gange ist. Die einzige Reparatur welche sie in dieser Zeit
erheischte, bestand in einem Kuppelungsmuff, der wegen schlechten Gusses zerbrach.
Um Brüche an der Maschine selbst möglichst zu vermeiden, muß man die Kuppelung mit
der Treibwelle verhältnißmäßig sehr leicht machen, so daß sie eher zerbricht als
irgend ein anderer schwieriger auszuwechselnder Maschinentheil; denn ein
Kuppelungsmuff ist in fünf Minuten ausgewechselt. Man darf annehmen, daß die
jährlichen Reparatur- und Unterhaltungskosten zweier Hämmer, welche noch
nicht der Leistung einer solchen Maschine gleichkommen, ebensoviel betragen als die
ganze Anlage der letztern.
4) Man erspart bei der Maschine an Kraft, weil die Kraft nur während des fünften
Theils der Zeit erforderlich ist, die der Hammer bedarf; auch ist während des
größern Theiles dieser Zeit die bei der Maschine erforderliche Kraft überdieß geringer, weil die
Luppe sehr weich und locker ist; die volle Kraft wird daher erst entwickelt, wenn
die Umdrehung fast beendigt ist. Beim Hammer ist dagegen die erforderliche
Triebkraft zu allen Zeiten des Zängens stets gleich, weil bei jedem Hube des Hammers
dasselbe Gewicht zu überwinden ist. Das Auswalzen der in der Maschine gezängten
Luppe zu Rohschienen erfordert ebenfalls weniger Kraft, weil es bei höherer
Temperatur und größerer Weichheit des Eisens erfolgt.
5) Die Beschaffenheit des Eisens wird verbessert, weil die Schlacken vollständiger
aus dem Eisen ausgequetscht werden als beim Schmieden. Das Eisen wird nämlich in der
Maschine einem ungeheuren Druck unterworfen, und die Walzen wirken knetend darauf
ein, während es sich in der Schweißhitze befindet; daher wird das Korn des Eisens
wirksamer verbunden als es mittelst des Hammers geschehen kann. Die Einwirkung der
Maschine auf das Eisen findet ununterbrochen statt, während beim Hammer der größere
Theil der Zeit zum Heben und Niederfallen erforderlich ist; diese Zeit ist aber von
großer Wichtigkeit, weil das Ausquetschen der Schlacken aus der Luppe um so
vollständiger erfolgt, je flüssiger sie sind.
Wie bereits (von dem Uebersetzer dieses Aufsatzes) in der Einleitung bemerkt wurde,
hat man schon verschiedene Zängemaschinen, die eine andere Wirkung als der Hammer
haben, in den Stabeisenfabriken angewandt; der vorliegenden Maschine wird aber von
Hrn. Beasley der Vorzug eingeräumt, weil das damit
gezängte Eisen besser als das unter dem Hammer gezängte ist, indem bei der
eigenthümlichen Wirkungsweise der Maschine alle Schlacken ausgepreßt werden müssen
und kein Theil derselben in dem Eisen bleiben kann; die Maschine verrichtet nämlich
von selbst, was beim Zängen mit dem Hammer nur durch Sorgfalt und Geschicklichkeit
des Schmiedes erlangt werden kann. (Der Uebersetzer ist der Meinung, daß ein solches
Urtheil erst dann über die Maschine gefällt werden kann, wenn man jahrelange
Erfahrungen in verschiedenen Hütten und bei verschiedenen Eisensorten mit derselben
gemacht hat; er kennt die vielen Nachtheile, welche das Zängen unter dem Hammer hat,
aus langer Erfahrung, ist aber dessenungeachtet überzeugt, daß zur Bearbeitung eines
festen Eisens der Hammer unvermeidlich sey.)
Obiges wurde in dem Verein der Maschinenbauer zu Birmingham von Hrn. I. Beasley aus Smethwick vorgetragen, und durch ein Modell
der Maschine, sowie durch mehrere Stücke von dem mit ihr gezängten Eisen, auch zum
Vergleich durch mehrere unter dem Hammer gezängte Stücke erläutert, um die bessere
Qualität des ersten Eisens und seine größere Reinheit von Schlacken darzuthun.
Hr. Cowper zeigte den Durchschnitt der Maschine an einem
Modell in natürlicher Größe, womit er die knetende Einwirkung der drei
spiralförmigen Walzen auf das Eisen durch die Veränderung erläuterte, welche während
der Drehung in der Lage der verschiedenen Punkte eines kreisförmigen Reifes
stattfand, der die Luppe vorstellte, welche in dem dreieckigen Raum zwischen den
drei Walzen zusammengepreßt wird. Er verglich die Einwirkung der Maschine auf das
Eisen mit der Wirkung der Hand auf einen mit Wasser vollgesogenen Schwamm, indem bei
jenem die flüssigen Schlacken gleich dem Wasser bei diesem ausgedrückt werden; die
Luppe werde zwischen den drei sich drehenden Oberflächen durch Kneten bearbeitet,
während der Hammer dieselbe Arbeit durch Schläge verrichte, die nacheinander auf
alle Seiten der Luppe geführt werden. Wenn weiches Eisen durch das Zängen zwischen
zwei Oberflächen bearbeitet werde, wie bei den gewöhnlichen Luppenpressen, so bleibe
es unganz; wogegen bei der vorliegenden Maschine das Eisen von den drei Walzen mehr
getragen werde, und durch den ungeheuren Druck, dem es ausgesetzt ist, die Schlacken
aus seinem Inneren mehr herausgepreßt werden müßten.
Hr. Gibbons bemerkte, daß er die Maschine auf dem Werke
des Hrn. Beasley im Betriebe gesehen und beim Zängen
vieler Luppen zugegen gewesen sey, welche alle dem vorgezeigten Exemplar geglichen
hätten; nie habe er besser gezängte Luppen gesehen. Er sey daher der Meinung, daß
die Maschine allen Ansprüchen genüge; auch sey es sehr wichtig, daß sämmtliche
Luppen gleichförmig bearbeitet würden und ebene Oberflächen erhielten.
Hr. Siemens (ein Bruder des bekannten preußischen
Artillerie-Lieutenants und Telegraphen-Constructeurs) erwähnte, daß er
mit einem Schreib-Indicator die Triebkraft zu bestimmen gesucht habe, welche
die Maschine und ein gewöhnlicher Stirnhammer erfordere. Da die bei der Maschine
anfänglich ausgeübte Leistung gering sey, im Laufe der drehenden Bewegung aber
bedeutend zunehme, so habe er durchschnittliche Resultate zu erlangen gesucht; dabei
habei habe sich herausgestellt, daß die Maschine bis 4 Pferdekräfte, ein Hammer aber
beiläufig deren 6 erfordere, jedoch mit dem Unterschiede, daß bei jener die Kraft
nur 12 Secunden, bei
dem letztern aber 60–80 Secunden in Wirksamkeit ist; es verhalte sich daher
die relative Gesammtkraft in den beiden Fällen wie 4 × 12 = 48 zu 6 ×
70 = 420, oder wie 1 : 9, so daß die vom Hammer absorbirte Kraft neunmal so groß als
die von der Maschine benutzte sey. Er müsse jedoch bemerken, daß diese Bestimmung
wegen des Schwungrades der Maschine einer Correction bedürfe, und er werde daher die
vergleichenden Messungen fortsetzen.
Auf die Frage des Vorsitzenden der Versammlung, ob die Maschine nicht mehr Schlacken
in dem Eisen einhüllen dürfte als es bei dem gewöhnlichen Zängen mit dem Hammer der
Fall sey, erwiederte Hr. Beasley, daß dieß nicht zu
befürchten sey, weil eine genaue Betrachtung der Wirkung der Maschine ergebe, daß
ein Einquetschen von Schlacke in das Eisen, nämlich in einen Blasenraum oder eine
sonstige Höhlung desselben, wie es beim Hammer hin und wieder vorkomme, gar nicht
möglich sey.
Hr. Walker bemerkte, daß die mit der Maschine gezängten
Eisenproben Spuren von Schlacke enthalten, welche nach seiner Ansicht bei dem Proceß
in das Eisen eingewalzt worden seyn dürfte; er kenne sich nicht denken, daß die
Maschine so wirksam wie ein Hammer die Schlacken austreibe; auch müsse man
zugestehen, daß das Zängen mit dem Hammer eine gute Probe für die Qualität des
Eisens bilde.
Dagegen äußerte Hr. Cowper, daß er bei aufmerksamer
Beobachtung des Betriebs der Maschine zu der Ueberzeugung gelangt sey, sie arbeite
vollkommen gut; das Eisen werde darin einem ungeheuren Druck ausgesetzt, und er sey
entschieden der Meinung, daß keine Schlacke eingewalzt werde, wolle jedoch nicht
geradezu behaupten, daß die Maschine besseres Eisen als der Hammer liefere, aber sie
gebe wenigstens ein eben so gutes.
Hr. Williams erwähnte, daß wenn das Eisen schlecht
gepuddelt sey, die Luppe unter dem Hammer in Stücke gehe, wogegen die Maschine
schlechtes Eisen gerade so wie gutes zängen würde. Dieß widerlegte aber Hr. Beasley, welcher bemerkte, die Erfahrung habe ergeben,
daß ein schlechtes Eisen in der Maschine ebenfalls zu keinem zusammenhängenden
Luppenstück verarbeitet werden könne.
Tafeln