| Titel: | Reise-Notizen; von Karl Karmarsch. |
| Fundstelle: | Band 123, Jahrgang 1852, Nr. LIX., S. 345 |
| Download: | XML |
LIX.
Reise-Notizen; von Karl Karmarsch.
Aus den Mittheilungen des hannoverschen
Gewerbevereins, 1851, Lief. 63.
Mit Abbildungen auf Tab.
IV und V.
(Fortsetzung von S. 281 des vorhergehenden
Heftes.)
Karmarsch's Reise-Notizen.
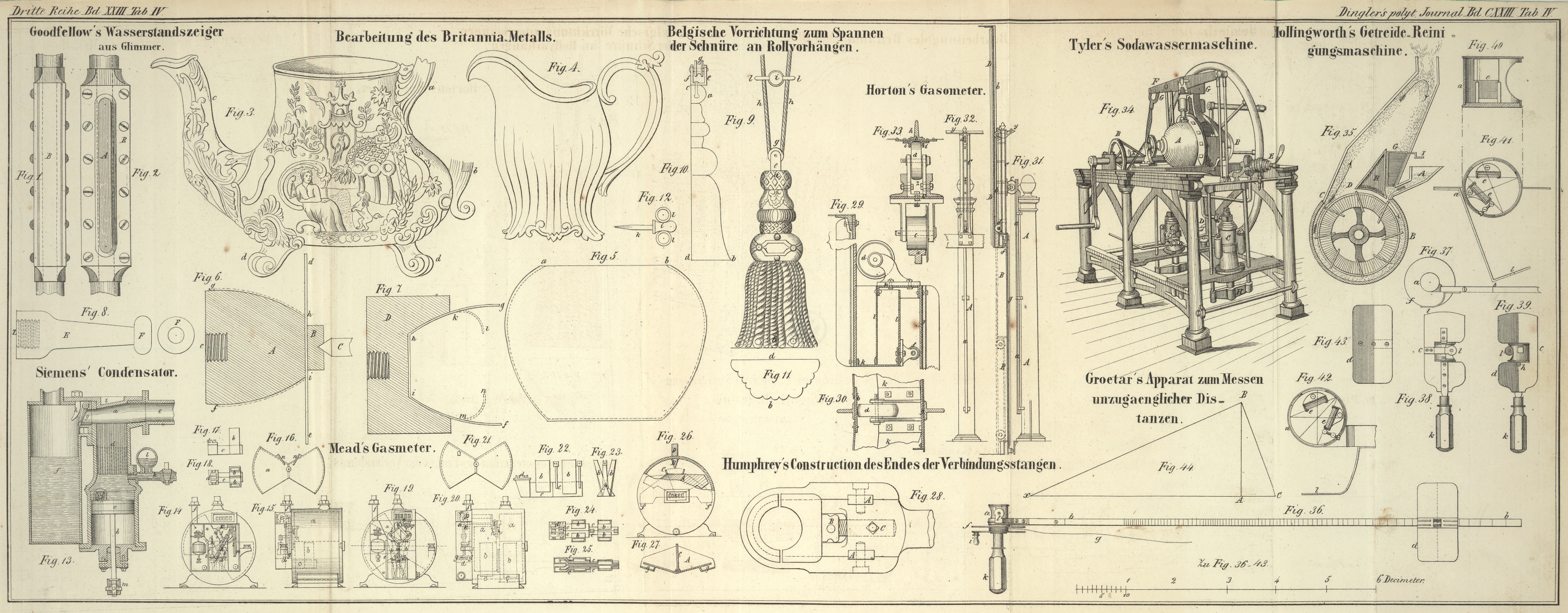
3. Belgische Vorrichtung zum Spannen der
Schnüre an Rollvorhängen.
(Hierzu Fig. 9–12 auf Tafel
IV; Maaßstab ein Drittel des wirklichen.)
Die bei uns üblichen Vorrichtungen zum Spannen der Schnur ohne Ende, vermittelst
welcher das Aufziehen und Niederlassen der Rollvorhänge an den Fenstern geschieht,
leiden unter mehreren Unvollkommenheiten, die Jedermann kennt, weil sie sich fast
täglich in unangenehmster Weise aufdrängen. Sey es daß die kleine Stellrolle, welche
als der untere Leitungspunkt der Schnur dient, durch einen Schieber mit der zwischen
schräge Zähne eingreifenden Feder, oder mittelst einer Schraube und Mutter adjustirt
wird: regelmäßig sind diese in Fabriken für niedrigen Preis verfertigten Apparate so
schlecht gemacht, daß sie oftmals brechen oder in Folge der Abnutzung unerwartet
ihren Dienst versagen. Die durch die natürliche Dehnbarkeit der Schnüre sowohl als
vermöge Einwirkung der Atmosphäre (bei warmer trockener Luft) eintretende
Verlängerung der Schnur macht häufig ein Nachspannen erforderlich, welchem periodisch wieder eine
zu straffe Spannung folgt, wenn nämlich die Luft kühl und feucht wird. So hat man
fast beständig für diesen kleinen Apparat Sorge zu tragen, will man anders denselben
in stetigem guten Zustande erhalten; nicht zu gedenken des sehr oft vorkommenden
Falles, daß aus Unvorsichtigkeit oder Ungeduld die Schnur überspannt wird, wodurch
deren Bewegung erschwert, ihr Zugrundegehen beschleunigt, und manchmal das
Herausspringen der Vorhangwalze aus ihrem Lager oder ein Schiefwickeln des Vorhangs
veranlaßt wird.
Es machte mir daher Vergnügen, in Belgien eine ganz andere, höchst einfache, dabei
sich stets selbst regulirende und nie ihren Dienst versagende Spannvorrichtung
anzutreffen, welche alle eben berührten Unannehmlichkeiten beseitigt. Ich sah
dieselbe zuerst in einem Gasthofe zu Gent und eben so
später zu Brüssel, fand auch in den Eisenwaarenläden der
letztem Stadt die derartigen Apparate in solcher Menge zum Verkauf ausgelegt, daß
sich hierdurch die allgemeine Anerkennung ihrer Nützlichkeit entschieden genug
aussprach, hätte ich auch nicht dieselbe durch Erfahrung bereits gekannt.
Die Grundlage der Erfindung beruht in der Anwendung eines an der kleinen Spannrolle
hängenden Gewichtes, durch welches die Schnur stets in
einerlei Grad von Straffheit erhalten wird, ohne daß man jemals etwas nachzuhelfen
oder zu berichtigen hat. Dieses Gewicht ist von Eisen gegossen, bronzirt, und von
beliebiger zierlicher Gestalt; das von mir angekaufte Exemplar wiegt sehr nahe 3
Pfund (2 Pfd. 30 Loth) kölnisch. Fig. 9 gibt die vordere
Ansicht desselben, Fig. 10 die Seitenansicht (mit Weglassung der Verzierungen), Fig. 11 die
Ansicht der untern Endfläche. Die hier gewählte Form einer halben (der Länge nach
durchschnittenen) Quaste scheint für den Zweck die angemessenste, doch hat man auch
solche von Gestalt einer halben Weintraube, einer Hand, eines Blumenstraußes etc.
Immer ist aber der Gegenstand halbrund, d.h. nur auf der Vorderseite a, b im Relief gearbeitet, auf der Rückseite c, d flach, weil letztere an der Fensterwand zu hängen
bestimmt ist, und hierdurch jede Drehung des Gewichtes um sich selbst verhindert
werden muß. In dem Knopfe a, c ist beim Gusse ein
eiserner (Fig.
10 punktirt angedeuteter) Stift befestigt, mittelst dessen ein aus Messing
gegossener gabelförmiger Kloben e, f aufgenietet wird,
und in diesem dreht sich eine messingene Rolle g auf
eiserner Achse. Die endlose Schnur h, h, welche oben wie
gewöhnlich in der Rolle der über dem Fenster angebrachten Vorhangstange liegt, ist
unter dem Röllchen
g durchgezogen (wie man in Fig. 9 sieht), und
empfängt somit ihre Spannung durch das völlig frei daran hängende Gewicht. Um
Schwankungen zu verhindern, gehen die beiden Zweige der Schnur – 3 bis 4 Zoll
oberhalb des Gewichtes – durch zwei kleine messingene Ringe l, l, welche entweder mit kurzen Zäpfchen in den
ebenfalls messingenen Kopf i eingeschraubt, oder mit
diesem aus Einem Ganzen gegossen sind: das zugespitzte Eisen k (s. Fig
12), auf welches der Kopf aufgegossen ist, wird in die Fensterwand
eingeschlagen.
Die Herren Fabrikanten Bernstorff und Eichwede hier in Hannover haben bereits nach dem
belgischen Muster solche Apparate verfertigt, und es ist zu hoffen daß deren
Anwendung sich bei uns schnell Bahn brechen wird.
Ich bemerke schließlich, daß ich in Brüssel auch Exemplare sah, an welchen die Rolle
g mit ihrem Kloben e, f
durch ein einfaches Oehr zum Durchziehen der Schnur ersetzt war: auf diese Weise
wird die Herstellung für einen etwas geringern Preis möglich, aber es ist alsdann
eine schnellere Abnutzung der Schnur unvermeidlich. Wollte man das Gewicht
zierlicher und kleiner machen, so wäre die Gestalt desselben aus Messingblech hohl
zu prägen, die Rückseite mit Blei auszugießen, die Vorderseite zu firnissen oder zu
vergolden; der dadurch herbeigeführte höhere Preis würde bei der Einrichtung von
Prunkzimmern von keinem Belange seyn. – Das in den Abbildungen dargestellte
Exemplar hat in einem Brüsseler Kaufladen 90 Centimes (5 gG. 9 Pf.) gekostet.
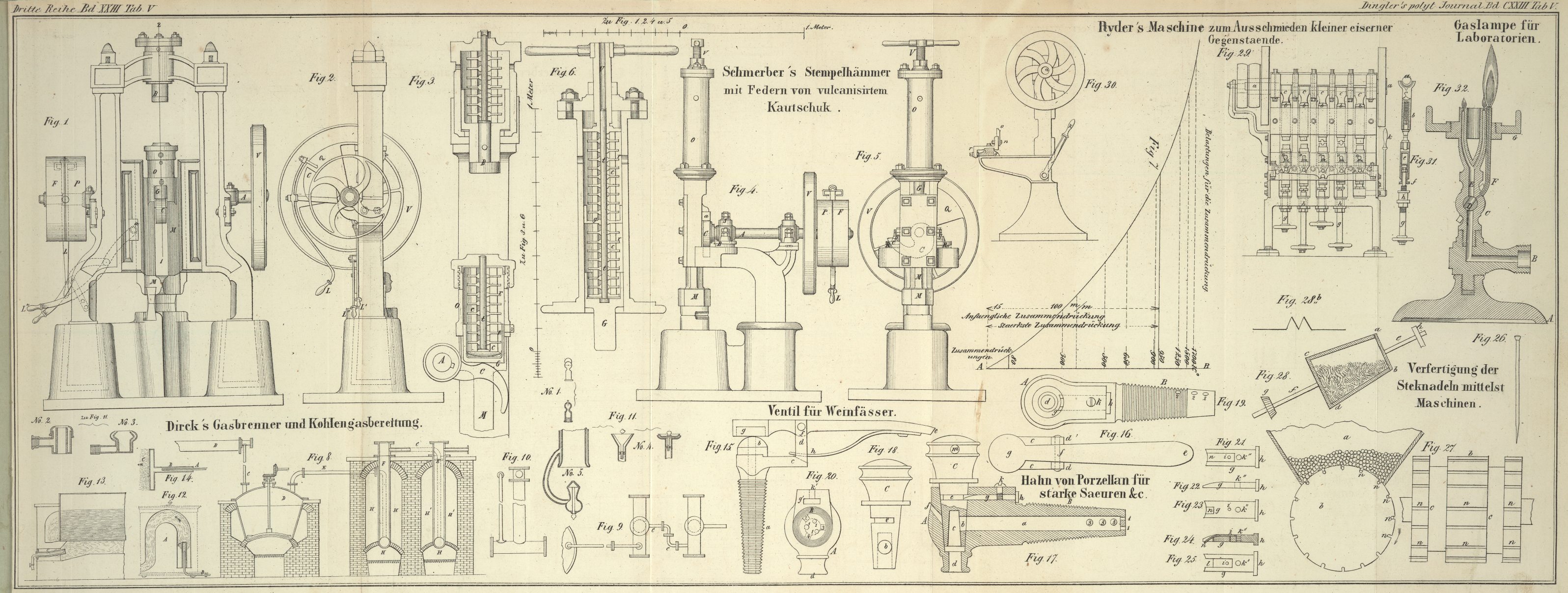
4. Ventil für Weinfässer.
(Hierzu Fig. 15 und 16 auf Tafel
V; in der wirklichen Größe gezeichnet.)
Beim Abziehen des Weines auf Flaschen muß, nach dem Einstecken des dazu dienlichen
Hahnes, entweder der Spund des Fasses ausgenommen oder oben in das Faß ein Loch
gebohrt werden, um der Luft Eintritt zu gestatten. In England bedient man sich
hierbei eines Ventils, welches den Vortheil gewährt, daß es jeden Augenblick
geschlossen und wieder geöffnet werden kann. Die auf der Steintafel befindlichen
Zeichnungen sind nach einem von mir aus London mitgebrachten und an die
Proben-Sammlung der Direction des Gewerbevereins abgegebenen Exemplare
angefertigt. Fig.
15 stellt den Aufriß desselben, Fig. 16 den Grundriß
(Ansicht von oben) dar. Der von Messing gegossene conische Zapfen a ist mit einem Schraubengewinde versehen, um in ein vorgebohrtes
Loch fest eingeschraubt zu werden; er endigt oben halbkugelförmig bei b, und ist seiner ganzen Länge nach hohl, wie die
punktirten Linien andeuten. Der Arm c, d, dessen
aufrechter Theil d eine Gabel bildet, macht vom Gusse
her ein Ganzes mit dem Zapfen aus; in der Gabel dreht sich um einen vernieteten
eisernen Stift f der messingene zweiarmige Hebel e, f, g, dessen stählerne Feder h mit ihrem freien Ende auf den auswärts schräg abfallenden Grund des
Gabeleinschnittes in d sich stützt, was aus der
Punktirung erkannt werden kann. Die Scheibe g am Ende
des kürzern Hebelarmes bildet das Ventil zur Verschließung der Zapfenöffnung bei b, ist zu dem Zwecke unterwärts ausgehöhlt und mit einer
dicken Scheibe von Leder (besser wohl Kautschuk) gefüllt. Ein Fingerdruck auf den
Hebel bei e hebt das Ventil und öffnet der Luft den
Zugang in das Faß; beim Loslassen des Hebels erfolgt die Verschließung von selbst
augenblicklich und sehr vollkommen.
5. Hahn von Porzellan, für starke Säuren
und dergl.
(Hierzu Fig. 17 bis 25 auf Tab. V;
Maaßstab die Hälfte des wirklichen.)
Der auf der Steintafel abgebildete, jetzt in der Fabricaten-Sammlung der
polytechnischen Schule befindliche Hahn aus unglasirtem Porzellan ist in einem
Kaufmannsladen zu Manchester mit 5 Shilling bezahlt worden; die (mir nicht
namentlich bekannte) Porzellanfabrik, aus welcher er stammt, liefert ihn ohne
Zweifel viel billiger. Er trägt die Aufschrift: Ridgway's
Patent Anti-Corrosive Safety Tap. und empfiehlt
sich zu dem oben genannten Gebrauche durch sehr zweckmäßige Construction und
ungemein sorgfältige Ausführung.
Er besteht aus zwei Stücken von Porzellan, nämlich dem Gehäuse und dem Zapfen;
außerdem ist daran noch ein kleiner Bestandtheil von Messing, durch welchen der
Zapfen fest schließend, jedoch seiner Drehung unbeschadet, in dem Gehäuse gehalten
wird. Fig. 17
ist ein Längendurchschnitt des Gehäuses mit dem darin sitzenden, nur in seiner
untern Hälfte durchschnitten dargestellten Zapfen; Fig. 18 eine Ansicht des
Zapfens allein, um 90 Grad gegen die Stellung in Fig. 17 herumgedreht;
Fig. 19
der Grundriß des Gehäuses ohne den Zapfen; Fig. 20 eine Endansicht,
in welcher der Zapfen ebenfalls weggelassen ist. Die Figuren 21 bis 25 erläutern
die Beschaffenheit des schon erwähnten messingenen Verbindungsstückes.
An dem Gehäuse sind hauptsächlich der zur Aufnahme des Zapfens bestimmte Kopf A und das Rohr B zu
unterscheiden. Letzteres ist am Ende geschlossen und mit zwölf runden Löchern zum
Eintritt der Flüssigkeit versehen. Von diesen Löchern (siehe Fig. 17, 19, 20) befinden sich drei
mit 1 bezeichnete auf der Endfläche selbst; die übrigen neun, in drei Reihen 2, 3, 4
vertheilt, in der Rundung herum. Vermöge dieser Anordnung ist eine genügende
Gesammtöffnung vorhanden, und es kann doch keine grobe Unreinigkeit ins Innere a des Hahns gelangen. Die conische Höhlung des Kopfes
A, welche den Zapfen aufnimmt, endigt in d mit einer cylindrischen Ausflußöffnung, die am besten
aus Fig. 17
zu erkennen ist.
Der Zapfen C (Fig. 17, 18) ist in seinem dicken
Knopfe von einem Loche m durchbohrt, in welches ein
etwas dicker Eisendraht als Hebel gesteckt werden kann, um nöthigenfalls die
Umdrehung zu erleichtern. Unten ist der Zapfen mit einem offenen hohlen Raume c ausgestattet, in welchen eine runde, mit der Bohrung
a des Gehäuses correspondirende Oeffnung b mündet. Der Zapfen wird mit ein wenig Oel geschmiert,
welches man durch das schräge Loch f des Gehäuses (siehe
Fig. 17)
so oft als nöthig erneuert, ohne den Hahn zu zerlegen. – Unter dem Knopfe ist
auf dem conischen Körper des Zapfens eine rechtwinkelige Rinne oder Nuth e ausgearbeitet, welche sehr nahe drei Viertel des
Umkreises einnimmt; dieser gegenüber geht durch das Gehäuse ein niedriger aber etwas
breiter Canal, von welchem man die äußere Ausmündung in Fig. 20 bei g' angegeben findet. In diesen Canal wird das platte
Messingstück g (Fig. 17) eingeschoben, so
daß dessen in Länge und Breite etwas größerer Kopf h die
Außenfläche des Gehäuses berührt, während der bogig ausgeschweifte Rand des
entgegengesetzten Endes in die Nuth e des Zapfens
eingreift, daher in die Zapfenhöhlung des Gehäuses hineinragt (siehe Fig. 19). Um den Theil
g an seinem Platze zu halten, geht eine kleine
messingene Schraube k (Fig. 17, 19) von oben durch ein
glattes rundes Loch k' des Gehäuses (siehe Fig. 20) in
ein mit Gewindgängen versehenes Loch des Messings k'',
Fig. 21
bis 25.
Letzteres kommt, wie man sieht, durchaus nicht in Berührung mit der durch den Hahn
laufenden Flüssigkeit.
Der nun schon etwas näher bekannte messingene Bestandtheil g muß nicht nur dem Herausgehen des Zapfens C
aus dem Hahngehäuse vorbeugen, sondern zugleich den Zapfen mit einer gewissen Kraft
im Gehäuse abwärts pressen, um stetig einen dichten Schluß zu unterhalten. Hierzu
ist die einfache und schöne Anordnung getroffen, welche Fig. 21 bis 25 darstellen.
Von diesen zeigt Fig. 21 die obere Ansicht (übereinstimmend mit Fig. 19); Fig. 22 die Seitenansicht
(gleich Fig.
17); Fig.
23 die Ansicht der untern Fläche; Fig. 24 ein
Längendurchschnitt; Fig. 25 wieder die obere Ansicht, jedoch mit Beseitigung der in Fig. 21 mit
n bezeichneten, sogleich näher zu besprechenden
Feder. – Das Plättchen g, welches an einem Ende
den Kopf h trägt, ist an der entgegengesetzten schmalen
Seite mit einem rechtwinkeligen Ausschnitte l (Fig. 25)
versehen, der sich mit einer seichten Vertiefung auf der obern Fläche weiter hinein
und bis nahe an das Loch k'' hin fortsetzt. In dieser
Vertiefung liegt, durch ein kleines Niet bei i
befestigt, ein Streifchen hartgehämmerten Messingblechs n, welches als Feder wirkt, indem sein freies, durch den Ausschnitt l nach unten tretendes Ende ein wenig niederwärts
gebogen ist (Fig.
24). Schiebt man das Plättchen g von außen
durch die Oeffnung g', Fig. 20, in das
Hahn-Gehäuse, so muß die Feder n nachgebend sich
heben; sie lehnt sich aber nachher auf den untern Rand der Nuth e am Hahnzapfen C (Fig. 17, 18) und drückt
diesen selbst gehörig in den conischen Raum des Gehäuses hinein, ohne doch die
Bewegung in einem über das nöthige Maaß hinausgehenden Grade zu erschweren. Vermöge
des Eingreifens des Plättchens g in die Nuth am
Hahnzapfen kann letzterer nicht mehr als gerade eine halbe Umdrehung machen, da von
ungefähr drei Vierteln des Kreises, über welche jene Nuth sich erstreckt, etwa ein
Viertel durch das Plättchen ausgefüllt wird.
6. Löthen mittelst Gas.
Die Wohlfeilheit des aus Steinkohlen gewonnenen brennbaren Gases in England hat
daselbst eine höchst ausgedehnte Anwendung hervorgerufen. Nicht nur daß es als
Erleuchtungsmittel mit einer den Fremden überraschenden Verschwendung benutzt wird;
auch zum Kochen und Braten kommt es von Jahr zu Jahr mehr in Gebrauch, wie schon die
vielen auf der Ausstellung vorhanden gewesenen Gaskochapparate beweisen. Nebenher
findet es vortheilhafte Verwendung zu unmittelbar gewerblichen Zwecken, so
namentlich zum Löthen. Ich habe drei Methoden des Löthens
mit Gas beobachtet:
1) Für kleine Löthungen wendet man eine einfache schmale Gasflamme (aus einem Brenner
mit einem einzigen kleinen Loche) an, welche mittelst des Löth- oder
Blaserohrs auf die Löthstelle getrieben wird, wie sonst mit einer Kerzen-
oder Oellampen-Flamme geschieht. Dieses Verfahrens bedient man sich auch zu
Zinnlöthungen, wie bereits (in der Mittheilung über Britannia-Metall) von mir
erwähnt worden ist.
2) Zu größeren harten Löthungen, beispielweise auf Silber, Neusilber etc., dient ein
Apparat, der dem Principe seiner Wirkung nach mit vorstehendem Verfahren
übereinstimmt, aber weit mehr Bequemlichkeit gewährt und zugleich die Möglichkeit
darbietet, sehr ausgedehnte Fugen ungemein schnell zu löthen. Am Ende eines
biegsamen (Kautschuk-) Schlauches, welcher das Gas zuführt, befindet sich ein
aus Messing- oder Kupferblech gefertigtes Mundstück, welches die Gestalt
eines Gießkannenkopfes hat und wie dieser auf feiner (2 Zoll im Durchmesser
haltenden) Kreisfläche mit einer Menge kleiner Löcher versehen ist. Ein Hahn am
Gasrohre gestattet die Regulirung des Gaszuflusses; wenn derselbe ganz geöffnet ist,
erzeugt sich eine sehr voluminöse Flamme. Dazu gehört ein zum Treten eingerichteter
Blasbalg mit biegsamem Schlauche und messingenem Mundstücke, in welchem letztern die
Oeffnung höchstens Eine Linie weit ist. Der aus diesem Mundstücke hervortretende
Luftstrom wird gleich dem eines Löthrohrs in die Gasflamme geleitet, lenkt dieselbe
auf das in unmittelbarer Nähe liegende oder stehende Arbeitsstück und breitet sie
nöthigenfalls über einen großen Raum aus. Legt der Arbeiter den Gasschlauch aus der
Hand, so dreht er den Hahn desselben nicht völlig zu, sondern nur so weit, daß noch
äußerst kleine Flämmchen am Mundstück fortbrennen; auf diese Weise erspart man bei
Wiederaufnahme der Lötharbeit das Anzünden des Gases, indem man nur nöthig hat,
durch Oeffnung des Hahns die Flamme im erforderlichen Maaße zu vergrößern. –
Der außerordentliche Vorzug dieser Löthmethode, gegen das bei uns gebräuchliche
Löthen im Kohlenfeuer, springt in die Augen: es wird sehr viel Zeit erspart; man
bedarf der kostspieligen Kohlen nicht, von denen ein großer Theil nutzlos verbrennt;
die Arbeit ist reinlich und leicht, da man nicht mit Asche zu kämpfen und das Feuer
nicht anzufachen hat, kann demnach auch in jedem Arbeitszimmer vorgenommen werden;
und man kann den Fortgang der Operation auf das Bequemste, Vollkommenste beobachten,
also auch den Zeitpunkt, wo mit Erhitzen aufzuhören ist, ganz sicher erkennen.
Gleichwohl führt der eben beschriebene Apparat die Unvollkommenheit mit sich, daß
zwei Hände mit dem Halten und Regieren der beiden Schläuche (des Gas- und des
Luftschlauches) beschäftigt sind, wodurch in manchen Fällen ein Gehülfe erforderlich
wird, oder wenigstens der Arbeiter nicht aller wünschenswerthen Bequemlichkeit
genießt, da er ohnedieß auch den Blasbalg treten muß.
3) Man hat deßhalb die Vorrichtung noch weiter verbessert wie folgt: der Gasschlauch
und der Luftschlauch des Blasbalges vereinigen sich in einem eisernen oder
messingenen Mundrohre von einem halben Zoll Oeffnung. An diesem Rohre wird das ausströmende
Gemenge von Gas und Luft entzündet, während man ersteres in Einer Hand hält und
damit nach und nach über die Löthstelle fortführt. Das mit Draht gebundene
Arbeitsstück wird auf einige todte Kohlen gestellt oder gelegt, welche sich auf
einem runden, etwas vertieften, ungefähr 2 Fuß im Durchmesser haltenden Tische von
Schwarzblech befinden. Dieser Tisch oder diese Schale wird von einem hölzernen Bocke
in etwa 4 Fuß Höhe über dem Fußboden getragen, und läßt sich auf diesem um ihren
Mittelpunkt drehen, wie z.B. die Platte eines Bossirstuhls oder der Sitz eines
Schreibstuhls.
Bei Fabrication der Waaren aus Argentan (Neusilber) sucht man dieses kostspielige
Metall im Innern dicker massiver Gegenstände so viel möglich zu sparen. Statt also
z.B. Glockenzugringe und dergl. massiv aus Argentan zu gießen, prägt man sie aus
Argentanblech in zwei Hälften, füllt die hohle Rückseite eines jeden dieser Theile
mit Messing aus, feilt dieselbe flach ab, und löthet die Hälften mittelst
Argentan-Schlagloth an einander. Zu dem erwähnten Einschmelzen des Messings
wird ebenfalls der Gaslöthapparat gebraucht. Nachdem man nämlich die Blechtheile auf
todte Kohlen in dem beschriebenen Löthtische gelegt hat, bringt man
Messingabschnitzel hinein, bestreut dieselben mit Boraxpulver und richtet die
Gasstamme darauf, bis die Schmelzung erfolgt ist.
7. Verfertigung der Stecknadeln mittelst
Maschinen.
(Hierzu Fig. 26 bis 28 auf Tafel
V.)
In der neuesten Zeit, wo Maschinenarbeit zur Herstellung vieler kleinerer
Metallfabricate (man denke nur an Nägel, Drahtstifte, Haken und Oehsen etc.) mit
mehr oder weniger Vortheil zur Anwendung gekommen ist, hat man ein Gleiches auch
rücksichtlich der Stecknadeln zu erreichen gesucht; und scheinbar bietet die
Einfachheit dieser Waare hierzu die Hand. Um das Nachfolgende gründlich einsehen zu
können, muß man sich eine Uebersicht von dem althergebrachten Gange der
Stecknadelfabrication gegenwärtig halten, welche wir deßhalb hier aufstellen
wollen:
1) Die Bearbeitung des Messingdrahtes, woraus die Schäfte der Nadeln gemacht werden,
beginnt mit dem Geraderichten, wobei derselbe zwischen mehreren auf der Fläche eines
Brettes eingeschlagenen Eisendrahtstiften durchgezogen wird, um alle Krümmungen zu
verlieren. Zugleich zertheilt man ihn in Längen von 18 bis 24 Fuß. Ein Arbeiter kann in 1 Stunde 3600
Fuß Draht richten, woraus 28,800 Nadeln mittlerer Größe hervorgehen.
2) Die so erhaltenen langen Drahtstücke werden in Theile von etwas mehr als der
doppelten (zuweilen auch drei- oder vierfachen) Nadellänge mittelst einer
Stockschere zerschnitten. Dieß geschieht mit 100 bis 200 Drähten auf einmal, und der
Arbeiter macht durch dieses Büschel etwa 300 Schnitte in 1 Stunde, und liefert (wenn
jedes Stück die zweifache Nadellänge hat) das Material zu 60,000 bis 120,000
Nadeln.
3) Die Drähte bekommen nun durch Anhalten an eine schnell um ihre Achse laufende
scheibenförmige Feile (den sogenannten Spitzring) an beiden Enden eine Spitze. Der
Arbeiter hält hierbei 20 bis 40 Drähte zugleich zwischen den Fingern, deren
Zuspitzung so rasch von Statten geht, daß in 1 Stunde 3500 bis 4000 solche
Doppelspitzen fertig werden, d.h. die Spitzen eben so vieler Nadeln.
4) Man schneidet nun von jedem Ende ein der Nadellänge genau gleichkommendes Stück
ab, wodurch ein kleiner Theil aus der Mitte in Abfall kommt. Da auch hierbei wieder
eine ziemliche Anzahl Drähte auf einmal unter die Schere gebracht werden, so kann
man auf eine Stunde Arbeit wenigstens 12,000 fertig zugeschnittene Nadeln
rechnen.
5) Zur Bildung der Köpfe wird ein Messingdraht, welcher ein wenig dünner ist als
jener der Nadelschäfte, mittelst des Knopfrades in dicht an einander liegenden
Schraubenwindungen um einen geraden Draht zu Röhrchen gewunden, von welchem je zwei
Windungen nachher einen Nadelkopf geben. Bei diesem sogenannten Spinnen kann Eine
Person in 1 Stunde den Draht zu 36,000 Köpfen winden.
6) Die eben erwähnten Röhrchen werden – 4 bis 12 zugleich – mittelst
einer besondern Schere in lauter gleiche Theile von je zwei Schraubenumgängen
zerschnitten. In 1 Stunde schneidet ein fertiger Arbeiter auf diese Weise 20,000 bis
40,000 Köpfe.
7) Endlich wird auf jeden Nadelschaft ein Kopf aufgeschoben, und unter einem kleinen
Fall- oder Schlagwerke (der Wippe) zwischen zwei stählernen Stempeln dieser
Kopf sowohl kugelrund geschlagen als gleichzeitig auf der Nadel befestigt. Jeder
Kopf erfordert 4 bis 7 Schläge, und in 1 Stunde versieht Eine geübte Person 1000 bis
1200 Nadeln mit Köpfen.
Die große Anzahl der während dieses ganzen Arbeitsganges erforderlichen
Handanlegungen ließ einen Vortheil erwarten, wenn man eine Maschine baute, welche
den in Ringen ihr vorgelegten Draht selbsthätig mittelst einer Verbindung von
Mechanismen in Stücke schneiden, jedes Stück sogleich zuspitzen und am andern Ende
den Kopf bilden konnte. Aufsetzung eines besonders verfertigten und aus
Drahtwindungen bestehenden Kopfes war hierbei nicht zulässig. Indem man also an die
Construction solcher Maschinen ging, wählte man eine ganz andere Methode der
Kopfbildung, nämlich durch Aufstauchung des stumpfen Nadel-Endes mittelst
Stempeldruck, wie man auf ganz ähnliche Weise die Köpfe der Nägel und der
Drahtstifte erzeugt. Ein so verfertigter Kopf hat unbedingt den Vorzug, daß er nie
losgehen kann; aber die bis dahin übliche Kugelgestalt mußte in eine
gedrückt-birnförmige umgewandelt werden, wie an Fig. 26 zu ersehen
ist.
Im Jahre 1824 wurde in England zuerst ein Patent auf eine (wenn ich nicht irre, aus
Nordamerika dahin gekommene) Stecknadelmaschine genommen, welche nach dem
angegebenen Princip arbeitete und in einer Minute 40 Nadeln liefern sollte; von
einer neuern, 1844 patentirten, wird die Leistung zu 60 Stück für die Minute
angegeben. Nimmt man die Mittelzahl 50 an, so gehen in 1 Stunde ungestörter Arbeit
3000 fertige Nadeln hervor, und es sind zur Darstellung von einer Million Nadeln 333 1/3 Arbeitsstunden erforderlich, welche man aber
gewiß auf 500 erhöhen muß, um den unvermeidlichen Störungen und Stockungen in dem
Gange eines so zusammengesetzten Maschinenwerkes gehörig Rechnung zu tragen.
Vergleiche man nun hiermit den Zeitaufwand zur Herstellung einer Million Stecknadeln
nach alter Art, wie er sich aus den oben mitgetheilten Grundlagen, nach
Durchschnittszahlen für die quantitative Leistung der Handarbeit ableiten läßt:
Arbeitsstunden.
1) Richten des Drahtes, stündlich zu 28,800
Nadeln
35
2) Schneiden der Drähte, zu 90,000 Nadeln
in 1 Stunde
11
3) Spitzen, stündlich 3800
263
4) Zerschneiden in einzelne Nadellangen,
stündlich 12,000
83
5) Spinnen des Kopfdrahtes, 36,000 in 1
Stunde
28
6) Schneiden der Köpfe, stündlich
30,000
33
7) Anköpfen, 1100 Stück in der
Stunde
909
––––––––––––––
Summa
1362 Stund.Diese Berechnung stimmt, wie ich nachträglich ersehe, auf das
Vollkommenste mit einer Angabe in Armengaud's Publication industrielle, Bd. VI S. 439,
wornach das tägliche Erzeugniß einer mit 14 Personen besetzten
Nadler-Werkstätte auf 100,000 Stück geschätzt wird; denn,
eine wirkliche Arbeitszeit von 10 Stunden vorausgesetzt, gibt dieß
140 Arbeitsstunden, oder für eine Million Nadeln 1400 Stunden.
Die sämmtliche Handarbeit verlangt also an Zeit fast das Dreifache von dem, was die
Arbeit der Maschine in Anspruch nimmt. Zugleich aber geht hervor, daß gerade zwei
Drittel des ganzen Zeitbedarfs allein zum Aufsetzen der Köpfe erforderlich ist. Sofern nun aber die
Maschine auch das Spinnen und Zerschneiden des Knopfdrahtes erspart, muß man zu
jenen 909 Stunden, welche das Aufsetzen erfordert, noch 28 und 33 hinzuzählen, und
erhält 970 Stunden als die gestimmte Zeit, welche bei Handarbeit mit Bildung und
Befestigung der Köpfe verfließt. Dieser Antheil ist gegenüber den vorausgehenden
Arbeiten so überwiegend beträchtlich, dabei kann das Anstauchen der Köpfe
verhältnißmäßig so schnell und leicht von einer Maschine verrichtet werden; endlich
ist eine Maschine, welche nur dieses zu verrichten hätte, so ohne allen Vergleich
einfacher herzustellen, als eine die Nadeln von Grund aus fertigende, daß man später
wohl einsehen mochte, es sey weit besser, die Handarbeit für das Anfertigen der
Nadel-Schäfte beizubehalten, und nur die Köpfe
durch Stauchung auf einer Maschine zu bilden.
Zu diesem Entschlüsse ist man denn auch in England wirklich gelangt. Nach der mir in
Birmingham gegebenen Versicherung, und nach dem, was ich dort selbst beobachtete,
hat man die höchst complicirten Maschinen zur vollständigen Anfertigung der
Stecknadeln verlassen, und bedient sich jetzt nur zum Anköpfen selbstthätiger
Maschinen, während das Nichten, Schneiden und Zuspitzen der Drähte nach alter Art
auf dem Wege der Handarbeit und mit den auch bei uns längst bekannten Gerätschaften
verrichtet wird. Ich kann über diese Fabrication folgendes Nähere mittheilen.
In der von mir besichtigten Fabrik des Hrn. Palmer befanden sich 13 durch eine Dampfmaschine
zu betreibende Kopfmaschinen (heading machines) zu eben
so vielen Sorten oder Nummern der Nadeln. Ich bemerkte zwei etwas verschiedene
Constructionen: die eine wie es schien für große, die andere für kleine Nadeln. Die
großen machten 112, die kleinen 160 Köpfe in 1 Minute. Hiernach würden für die 10
Arbeitsstunden eines Tages beziehungsweise 67,200 und 96,000 Stück zu erwarten seyn;
ich erfuhr aber, daß man nur auf 40,000 bis 48,000 rechnete, wegen der
unvermeidlichen Störungen in der Thätigkeit der Maschinen. Macht die Maschine an
großen und mittleren Nadeln 40,000
Köpfe in 10 Stunden, so erfordert sie zu
einer Million
Nadeln
250 Stund.
Rechnet man hierzu (laut obig.) für
Richten, Schneiden, Spitzenund abermaliges Zerschneiden der Drähte (35
+ 11 + 263 + 83)
392 „
–––––––––
so ergibt die Summe
642 Stund.,
d.h. nicht eben viel mehr als die Zeit, welche eine der
complicirten und theuren Maschinen zur gänzlichen Anfertigung der Nadeln bedürfen
würde; immer aber noch unter der Hälfte jenes Zeitaufwandes, den die reine
Handarbeit nach der bei uns üblichen Art verlangt. Dazu kommt eine erhebliche
Ersparung an Arbeiterpersonal; denn da die Anfertigung und Befestigung von 1,000,000
gewöhnlicher Köpfe 970 Arbeitsstunden in Anspruch nimmt, so müßte man, um diese
Arbeit in Einem Tage zu vollbringen, 97 Personen anstellen, während 25 Maschinen von
25 Personen bedient und beaufsichtigt das Gleiche leisten würden, in der That aber
Ein Mädchen recht wohl 3 Maschinen überwacht.
Das Wesentliche und Gemeinschaftliche beider Arten Kopfmaschinen läßt sich mit
Nachstehendem kurz angeben: Die Nabeln werden regelmäßig – parallel und die
Spitzen alle nach Einer Seite hin gerichtet – in einen kleinen eisernen,
mühlrumpfartigen Trichter a, Fig. 27, gelegt, dessen
innere Breite gleich der Nadellänge ist. Darunter befindet sich eine eiserne Walze
b von etwa 1 1/2 Zoll Durchmesser mit vielen
Längenfurchen n, deren jede Eine Nadel aufzunehmen
vermag. Eine schrittweise Drehung dieser Walze führt Nadel nach Nadel heraus; eine
Zange ergreift die Nadel und führt sie, parallel mit ihrer ursprünglichen Lage
bleibend, vor eine größere Zange, in welche sie von einem auf die Spitze drückenden
horizontalen Stempel hineingeschoben wird. Sogleich schließt sich diese große Zange
und packt die Nadel fest, worauf der Kopfstempel drei
rasch nach einander folgende kleine Stöße gibt, und hierdurch den birnartigen Kopf
aufstaucht. Die zwei Stahlbacken, zwischen welchen die Nadel während dieser
Operation festgehalten wird, haben eine Versenkung, worin sich die conisch nach dem
Schafte zu verjüngte Unterseite des Kopfes bildet; auf dieser conischen Fläche
bemerkt man stets zwei feine einander gegenüberstehende Nähte, welche durch das
nicht völlig scharfe Zusammenschließen der Backen entstehen. Oeffnet sich nun ferner
die große Zange, so überläßt sie die fertige Nadel an eine zweite kleine Zange,
welche dieselbe wegführt und mit Hülfe einer besondern Vorrichtung fallen läßt.
Während dem aber ist eine folgende Nadel bereits auf dem Wege zur Kopfbildung, so
daß alle Theile des Mechanismus fortwährend ihre ineinandergreifenden Verrichtungen
ausüben.
Die Walze b unter dem Rumpfe a enthält zwei ringartig herumgehende tiefe Rinnen c, c, über welchen die in die Furchen n
gelangenden Nadeln hohl liegen, so daß sie hier von der Zange ergriffen werden
können. Die Bewegung des Kopfstempels und anderer Theile geschieht mittelst mehrerer
Excentrica auf einer horizontalen Welle, welche an einem Ende der Maschine quer
über dieselbe liegt, zum Theil unter Mitwirkung von Federn. Der Gedanke, das
Aufstauchen des Kopfes in drei Abschnitten durch eben so viele Stempelstöße zu
bewirken, scheint mir ein höchst glücklicher, denn die Regelmäßigkeit und Schönheit
des Kopfes hängt gewiß wesentlich davon ab. – Die Palmer'sche Fabrik verfertigt 13 Sorten Stecknadeln mit angestauchten
Köpfen; die größte Sorte ist 1 5/8 Zoll, die kleinste 9/16 Zoll lang. Ganz kleine
Nadeln von 3/8 Zoll Länge werden mit ebenfalls birnförmigen, aber aus Drahtwindungen
gemachten und aufgesetzten Köpfen versehen, weil hier die sehr geringe Dicke des
Nadelschaftes nicht genug Material zur Bildung eines gehörig großen Kopfes
darbietet.
Das Weißsieben der Nadeln (mit Weinstein und fein granulirtem Zinn in einem kupfernen
Kessel) wird genau so wie bei uns vorgenommen. Nachher werden sie mit Wasser gespült
und mit Kleie in einem schräg liegenden, durch die Dampfkraft der Fabrik um seine
Achse gedrehten hölzernen Kübel abgetrocknet. Dieser Kübel a,
b, c, d,
Fig. 28, hat
im obern Boden etwa 1 Fuß, im untern ungefähr 1 1/2 Fuß Durchmesser, und eine Länge
von 2 Fuß. Das von dem Lager h getragene Stück e seiner eisernen Achse sitzt an dem abzunehmenden
Oberboden a, b fest; das andere Stück f der Achse ist mit dem Unterboden c, d verbunden und trägt ein conisches Zahnrad g, durch welches der Kübel seine drehende Bewegung
empfängt.
Zum Verkauf werden die Nadeln, wie auch in Deutschland mit den besseren Gattungen
üblich ist, reihenweise in Papierblätter (sogenannte Briefe) eingestochen. Die dabei
zum Einklemmen des vorläufig gefalteten Papiers dienenden Klammern sind von Eisen
(bei uns gewöhnlich von Holz), vor der Kante des Arbeitstisches angebracht und
werden durch einen federnden Haken fest geschlossen; auf ihrer obern Fläche
enthalten sie bekanntlich die regelmäßig angeordneten parallelen Querkerben, welche
zur Richtschnur bei Einstechung der Nadeln dienen. Diese geschieht durch kleine
Mädchen mit den Händen, in welchen ein ziemlicher Vorrath Nadeln auf einmal geordnet
gehalten wird. Um die geordnete Lage herbeizuführen, nimmt das Kind aus der
verwirrten Nadelmasse, die ihm im Schöße liegt, ein Paar tüchtige Prisen, und
schlägt sie in einen kleinen Hornkamm ein, so daß zwischen dessen Zähnen die Nadeln
vermöge ihrer Köpfe hängen bleiben. Aus diesem Kamme streift dann das Kind die
Nadeln mit den Fingern heraus, zwischen welchen es sie sogleich festhält. Der Kamm
ist 3 1/2 bis 4 Zoll lang, und gleicht einem gewöhnlichen mittelfeinen geraden
Frisirkamme. Es soll Ein Mädchen des Tages (10 wirkliche Arbeitsstunden) ungefähr 40,000
bis 48,000 Nadeln stecken – soviel als Eine Kopfmaschine liefert, siehe
oben.
Das Falten des Papiers wird von einer besondern Arbeiterin verrichtet, welche die
Blätter aber nicht sogleich zusammenbiegt, sondern nur die Knick- oder
Bruch-Linien darauf hervorbringt, indem sie drei Blätter über einander auf
ein mit eisernen dreikantigen Rippen versehenes Brett legt und mit einem,
entsprechende Furchen enthaltenden, eisernen Stempel darüber fährt. Zwei Rippen auf
dem Brette und zwei Furchen in dem Stempel erzeugen ein Zickzack im Papier wie Fig. 28 b, wornach das Papier weitergerückt und in der
gehörigen Entfernung ebenso ein zweites Zickzack verfertigt wird. Zu leichter
Einhaltung des richtigen Abstandes und der parallelen Lage aller dieser kleinen
Zickzackfalten werden jedesmal die eben angefertigten auf ein darneben auf dem
Brette befindliches anderes (aber gleiches) Paar Rippen gelegt.
(Der Schluß folgt im nächsten Heft.)