| Titel: | Ueber die Construction der Endstücke cylindrischer Dampfkessel; von L. G. Treviranus. |
| Autor: | Ludwig Georg Treviranus [GND] |
| Fundstelle: | Band 124, Jahrgang 1852, Nr. XVIII., S. 82 |
| Download: | XML |
XVIII.
Ueber die Construction der Endstücke
cylindrischer Dampfkessel; von L. G.
Treviranus.
Mit einer Abbildung auf Tab. II.
Treviranus, über die Construction der Endstücke cylindrischer
Dampfkessel.
Die Veranlassung zu dem gegenwärtigen Aufsatze ist insbesondere, was Hr. W. Fairbairn
„über die Construction der Dampfkessel“ im Civil Engineer and Architect's Journal, Mai 1851, S. 266
in England veröffentlichte, dessen Abhandlung in diesem Journal Bd. CXXII S. 81
in Uebersetzung mitgetheilt wurde.
Auffallend war mir, daß darin über die Construction der Endstücke cylindrischer
Kessel für hohen Druck gar nichts gesagt ist, als wenn die Wölbung solcher
Endstücke, um gleiche Widerstandsfähigkeit als der cylindrische Theil des
Dampfkessels zu besitzen, eine ganz gleichgültige Sache wäre oder sich etwa von
selbst verstände.
Daß dieser Theil der Dampfkessel ganz mit Stillschweigen umgangen wurde, ist aber
nicht etwa bloß in den Mittheilungen des Hrn. Fairbairn,
sondern auch in denen des Prof. W. R. Johnson am Franklin-Institute (polytechn. Journal, 1833, Bd.
XLVIII S. 81), worauf er sich bezieht, der Fall.
Auch besinne ich mich gar nicht, selbst in dem Werke von Tredgold
„On the Steam-Engine“, oder
in Verdam's
„Dampfmaschinenkunde“, noch in Prechtl's technologischer Encyklopädie, Artikel: „Form der
Dampfkessel“, über die Wölbungsradien der Endstücke der Dampfkessel
je nach der Blechstärke und dem Dampfdruck, etwas gelesen zu haben, welches
Techniker belehren könnte, wie sie sich in dieser Hinsicht zu verhalten haben.
Wo man dieses am meisten vermuthen sollte, dieß sind nach meinem Bedünken die
Dampfkessel-Regulative verschiedener Länder; aber soweit ich damit bekannt
geworden bin, gehen sie wohl in der Vorschrift der Blechstärke des cylindrischen
Theils vom Kessel, der Siede- und Feuerröhren bei dem beabsichtigten
Durchmesser und des Dampf-Ueberdrucks mitunter ins Kleinliche; daß indessen
unter Umständen auch wohl ein Endstück, wenn es unzweckmäßig construirt ist, das
zuerst Nachgebende seyn kann, davon scheinen bis jetzt vielleicht nur Wenige eine
Ahndung gehabt zu haben, indem auch in den Regulativen der Gegenstand, um welchen
sichs hier handelt, gar nicht berührt wird.
Ich hoffe demnach kein unverdienstliches Werk zu stiften, wenn ich die Grundsätze
angebe, nach welchen ich seit etwa 15 Jahren die Endstücke der cylindrischen
Dampfkessel construirte, welche sich in der Praxis stets als gut bewährten und deren
theoretische Richtigkeit ich mich nebstdem noch bemühen werde nachzuweisen.
Vor jener Zeit, nämlich ehe ich die Regel für den Radius der Wölbung der Endstücke
auffand, glaubte ich doch mit Sicherheit urtheilen zu dürfen, daß, weil ein
Hochdruck-Dampfkessel keine flachen Endstücke ohne Verankerung haben darf,
und weil mir die Wölbung des Halbcirkels (nach dem empirischen Gefühl) größer als
nöthig zu seyn schien, wohl nicht viel gefehlt seyn könne, wenn da ein Mittelweg
genommen, demnach die Segmenthöhe etwa ¼ vom Durchmesser des Kessels gemacht
würde. Es fand sich, daß mich in dieser Sache die Empirie nicht irre geleitet hatte;
meine Kessel wurden starken Wasserproben unterworfen und die Endstücke zeigten sich
nicht minder haltbar als der Cylinder des Kessels.
Später kamen wir dann, wie gewöhnlich, mit der Theorie erst hinterher und
verbesserten die empirische Regel, obgleich, wie ich jetzt einsehe, wohl ganz
füglich das Umgekehrte der Fall hätte seyn können, wenn sich die Herren Theoretiker
nur etwas mehr Mühe gegeben, oder die Sache reiflicher in Erwägung gezogen hätten,
indem, was ich specieller darüber zu sagen habe, doch im Ganzen nur auf sehr
einfachen, längst bekannten physikalischen und mathematischen Sätzen beruht.
Diese verschiedenen Sätze bloß in Worten und Zahlen (wie Hr. Fairbairn) auszudrücken, finde ich für meine Art der Beweisführung, in
Bezug auf die Radien der Endstücke, ihre Blechstärke etc., dießmal nicht passend,
sondern die algebraischen Formeln des Professors Johnson
bequemer; auch dessen Bezeichnung der verschiedenen Größen behalte ich, soweit sie
ausreichen, bei.
Einmal wird die Frage seyn, wie die Blechstärke der Endstücke im Verhältniß zu der
des cylindrischen Theils für gleiche Haltbarkeit nur zu seyn braucht, wenn die
Endstücke Halbkugeln sind, also der Radius der Wölbung = dem Radius des Cylinders
ist; das anderemal die
Frage nach dem Radius der Endstücke, wenn deren Blechstärke = der Blechstärke des
cylindrischen Theils angenommen wird. Aus beiden Untersuchungen folgen dann
allgemeine Regeln.
A. Die nöthige
Blechstärke für halbkugelförmige Endstücke.
Die Kraft des in einem cylindrischen Kessel eingeschlossenen Dampfes, welche sich
bemüht den Kessel von innen nach außen in der Längenrichtung zu zerreißen, oder den
Ober- vom Untertheil zu trennen, läßt sich ausdrücken durch die Formel:
K = d
× I × p,
worin d den Durchmesser des
Kessels, l die Länge des cylindrischen Theils in irgend
einem Maaße und p den Ueberdruck des Dampfes, in dem
Gewicht wornach man rechnet, auf eine Fläche = der Quadrat-Einheit des
Längenmaaßes, bedeutet.
Wird, wie das Gewöhnlichere ist, d in Zollen angenommen,
l ebenfalls und = 1 gesetzt, p in Pfunden per Quadratzoll, dann ergibt sich
für jeden Theil oder Ring des Kessels von 1″ Länge die auf den Ring von innen
nach außen wirkende Kraft des Dampfes:
K = d
× p
I.
Weil aber, wenn sichs um das Zerreißen handelt, bei gleichförmiger Stärke des
Blechringes, zwei einander diametral gegenüber liegende Punkte gleichzeitig
zerrissen werden müssen, und diese Punkte nicht etwa bloß in horizontaler oder
verticaler, sondern in jeder anderen Richtung befindlich gedacht werden können, so
vermindert sich die oben gefundene Kraft für jeden Theil des Umfanges und per Zoll Länge auf die Hälfte, weßhalb wird:
K 1 = d
× p/2 II.
Die Kraft, welche sich bemüht, das eine oder das andere der beiden Endstücke von dem
cylindrischen Theil zu trennen, läßt sich durch die verticale Durchschnittsfläche
des Kessels multiplicirt mit dem Druck auf die Quadrat-Einheit ausdrücken,
also durch:
d2
× 0,7854 × p.
Da nun der Umfang von d = d
× 3,1416, so wird diese Kraft für jeden Zoll des Umfanges = Textabbildung Bd. 124, S. 83 und abgekürzt
K 2 = d
× p/4 III
Demnach ist K 1 : K 2 = d × p/2 : d × p/4 = 2 : 1.
D. h.: die Kraft, welche der Dampf anwendet um den Kessel in
der Längenrichtung zu zerreißen, ist doppelt so groß als die Kraft, mit welcher
er sich bestrebt ein Endstück vom cylindrischen Theil abzureißen.
Dieser Satz gilt wieder nicht bloß für einen gewissen Durchmesser des Kessels,
sondern, wie aus den Formeln ersichtlich ist, für jeden Durchmesser, demnach im
Allgemeinen.
Auf den Umstand, daß die Bleche des Kessels durch die Löcher für die Niete geschwächt
werden, ist nicht nothwendig, in Vergleichen wie hier, Rücksicht zu nehmen, weil
gleiche Nietlöcher und gleiche Theilung derselben am cylindrischen Theil und an den
Endstücken vorausgesetzt, beide Theile dadurch gleichmäßig geschwächt werden,
demnach das gegenseitige Verhältniß der Stücke so, wie wenn keine Nietung
stattfände, verbleibt. Doppelte Nietreihen machen jedoch, wie sich aus S. 83 von Fairbairn's Abhandlung ergibt, einen Unterschied; hier
werden nur die gewöhnlichen einfachen Nietreihen angenommen.
In diesem Fall ist also, wie dargethan wurde, die Kraft des Dampfes auf jeden Zoll
Umfang der Verbindung des Endstückes mit dem cylindrischen Theil nur halb so groß,
als auf jeden Zoll in der Längenrichtung des Kessels. Die Form des Endstücks, ob es
nämlich mehr oder weniger gewölbt oder auch ganz flach ist, macht hierin auch keinen
Unterschied, und dieß zugegeben, folgt: für gleiche
Haltbarkeit des Endstücks und des cylindrischen Theils braucht die Blechdicke
des ersteren an den Verbindungspunkten beider, in allen Fällen nur die halbe
Blechdicke des letztern zu seyn.
In theoretischer Hinsicht wird sich gegen diesen Satz wohl nichts einwenden lassen;
in praktischer Hinsicht setze ich dabei voraus, daß der gestülpte Rand des dünnern
Endstücks in dem dickern Blech des Cylinders eingeschlossen wird, weil im
umgekehrten Falle für einen dampfdichten Schluß zwischen den Nieten nicht wohl
einzustehen seyn möchte.
Die Verbindung des Endstücks mit dem Cylinder wird also unter den genannten Umständen
eben so verläßlich als die Verbindung der einzelnen Blechtafeln des Cylinders
untereinander seyn; dieß leidet keinen Zweifel.
Aber die Frage ist noch: ob, wenn das Endstück die Form einer Halbkugel durchgängig
in der halben Dicke der Bleche des Cylinders erhält, es dann in der Halbkugel keine Punkte gibt,
welche sich nachgiebiger als die Verbindungspunkte mit dem Cylinder zeigen
möchten?
Man denke sich statt der Halbkugel eine ganze Kugel von dem gleichen Durchmesser d; auch der Dampfdruck p sey
derselbe, so ist wieder gewiß, daß die Kraft welche auf jede Hälfte der Kugel wirkt,
mögen nun die Hälften liegend oder stehend oder in irgend einer sonstigen Lage
angenommen werden, immer dieselbe bleibt, also die Kugel auf allen Punkten gleich
stark ist; die Hälfte demnach auch nicht weniger als das Ganze und die darauf
wirkende Kraft nach Formel III
K 2 = d
× p/4.
Die Hälfte der Kugel ist aber das angenommene Endstück, und weil gleichzeitig auf den
Umfang des Kessels nach Formel II eine Kraft wirkt: K 1 = d × p/2, nämlich die doppelte, so wird sich auch zuletzt der
Schluß machen lassen, daß proportional den wirkenden Kräften K 2 : K 1 auch nur die Blechstärken δ =
0,5 δ : δ zu seyn brauchen, nämlich: bei dem
halbkugelförmigen Endstück auf allen Punkten desselben die halbe Blechstärke wie
für den cylindrischen Theil genügt.
B. Radius der
Endstücke bei gleicher Blechstärke mit dem cylindrischen Theil.
Für diesen Fall läßt sich nach dem Vorangegangenen jetzt schon leichter beweisen, daß
der Radius R, welcher zu der Wölbung der Endstücke
gehört, doppelt so groß als der Radius des Kessels, also gleich dessen Durchmesser =
d seyn muß.
Denn denkt man sich jetzt statt des Kugelsegmentes des Endstücks wieder die volle
Kugel, also von einem Durchmesser = 2 d, so ist die
Kraft welche wieder in jeder Richtung auf die Trennung der beiden Hälften wirkt = 2
d2 × 07854
× p, und alle einzelnen Theile der Kugel setzen
wie immer der Dampfkraft gleichen Widerstand entgegen; auf 1 Zoll des Umfanges vom
Kugel-Durchmesser reducirt, wird
Textabbildung Bd. 124, S. 85
übereinstimmend mit der Formel II:
K 1 = d
× p/2,
weßhalb in diesem Fall das Kugelsegment des Endstücks auf
allen Punkten seiner
Wölbung, bei gleicher Blechstärke des cylindrischen Theils vom Kessel, auch gleiche
Haltbarkeit als dieser hat.
Am Vereinigungspunkt der Wölbung mit dem Cylinder ist aber, wie schon gesagt, ohne
Rücksicht auf den Radius der Wölbung, die Haltbarkeits doppelt so groß. Man sieht,
daß der Radius der Wölbung bei den Dampfkesseln keine gleichgültige Sache ist,
indem, wenn er im vorliegenden Fall größer als der Kessel-Durchmesser wäre,
das Endstück in der Wölbung schwächer als der cylindrische Theil seyn würde.
Dagegen folgt aus der Untersuchung, daß bei allen Radien der Endstücke, welche
innerhalb 0,5 d und 1 d
fallen, die Blechstärke der Endstücke geringer als δ die des Cylinders seyn
darf, und daß wenn δ als Norm angenommen wird, im Allgemeinen seyn muß: d : R = δ : x und
x = R
× δ /d
IV,
wobei man sich hinsichtlich des wirklichen δ nach dem
bestehenden Dampfkessel-Regulativ wird zu richten haben.
Bei allen den Dampfkesseln, welche ich im Laufe von etwa 15 Jahren zum Theil mit und
zum Theil ohne Feuerrohr im In- und im Auslande anfertigen ließ, sind die
Blechstärken des cylindrischen Theils und der Endstücke gleich, weßhalb die Wölbung
von letzteren correspondirt (wie meine Regel für diesen Fall besagt) zu einem Radius
= dem Durchmesser des Kessels.
Es sind mehrere unter diesen Kesseln, welche mit 15 Atmosphären Ueberdruck probirt
wurden, ohne daß sich an den Hälften der Endstücke, nämlich an der Naht der Wölbung,
je etwas Besorgnißerregendes gezeigt hätte, so daß man meine theoretischen Schlüsse
auch in der Praxis als stichhaltig betrachten kann.
Die Segmenthöhe oder der horizontale Vorsprung der Endstücke, von dem cylindrischen
Theil gerechnet, beträgt bei R = d etwa d/7,5, wobei die Anbringung eines
Feuerrohrs in den Endstücken keine Schwierigkeiten hat, was bei den
halbkugelförmigen im bedeutenden Maaße der Fall ist. Ohne Feuerrohr wird es ziemlich
gleichgültig seyn, welche der beiden Endstücke man wählt.
Zu dem theoretischen Schluß, daß bei gleicher Blechstärke der Radius R = d seyn müsse, kam ich
zwar, wie gesagt, schon vor etwa 15 Jahren, aber erst später, im Anfang des Jahres
1840, fiel mirs ein, doch auch einmal einen Versuch im Kleinen anzustellen, wie sich
solch ein Kessel gestalten würde, wenn man das Blech über seine Elasticitätsgränze
und zuletzt bis zum Zerreißen anstrengt?
Der cylindrische Theil wurde von ¼′″ dickem gewalztem
Kupferblech, 4″ im Durchmesser, gehörig zusammengezinkt und hartgelöthet; das
Endstück von demselben Blech nach einem Radius von 4″ ausgetrieben, dann der
Rand ¼″ lang cylindrisch so weit eingezogen, daß das Endstück in
ersteren Theil paßte; beide Theile an den Vereinigungspunkten zum Behuf der Löthung
vorbereitet; der Rand des Cylinders etwa ¼″ über das Endstück
gebärtelt und zuletzt die Löthung selber mit Zinn verrichtet. Das zweite offene Ende
des Versuchskessels bekam einen auswärtsstehenden Rand, um denselben mit Hülfe eines
über ihn geschobenen eisernen Ringes, einiger Schrauben, nebst etwas
Dichtungsmaterial, wasserdicht an der Flansche des Druckrohrs einer
Kesselprobirpumpe befestigen zu können. Durch ein Löchelchen im Kessel wurde die
Luft ausgeblasen und dasselbe dann wieder mit einem Stift verschlossen.
Zur leichteren Beobachtung der Veränderungen, welche sich entweder am cylindrischen
Theil oder am Endstück zuerst einstellen möchten, wurde auf ersteren der Länge nach
ein kurzes Lineal gelegt und vor letzteres eine Blech-Schablone gehalten, wo
sich dann, als der Druck auf den Hebel der Pumpe ein gewisses Maaß erreicht hatte,
fand: daß ganz gleichzeitig am cylindrischen Theil eine
Vergrößerung des Durchmessers, sowie am Endstück eine Verkleinerung des Radius
oder eine Erhöhung der Wölbung eintrat, wie es auch, wenn beide Theile
ursprünglich gleichen Widerstand leisteten, nicht anders zu erwarten war.
Bei vermehrtem Druck bekam indessen der cylindrische Theil zuerst einen Riß neben der
harten Löthung, wo das Blech durch das Feuer wohl etwas mochte gelitten haben.
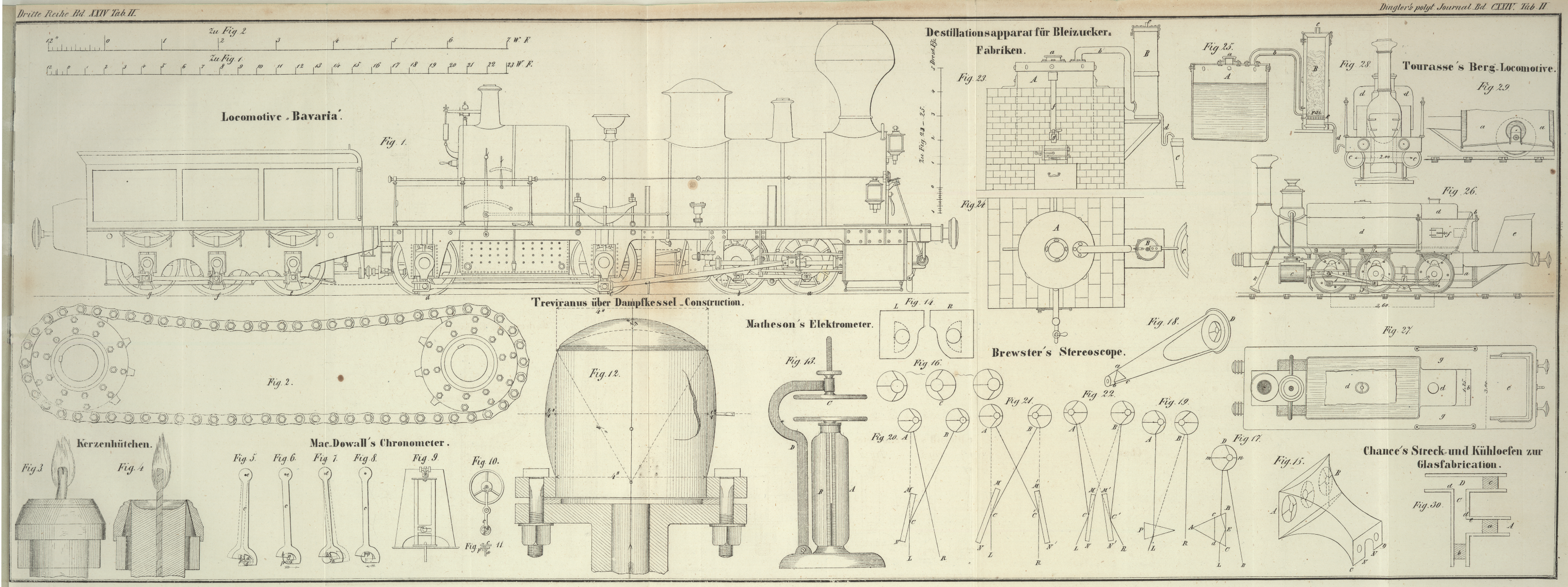
Mir selber hat das Resultat des Versuches merkwürdig genug geschienen, um mir das
Kesselchen aufzuheben, weßhalb ich noch im Stande bin, dessen letzte Form und Maaße
in Figur 12
darzustellen, welche in halber Naturgröße gezeichnet ist und wo die punktirten
Linien die anfängliche Form angeben.
Die gewählte Vereinigung des Endstücks mit dem cylindrischen Theil zeigte sich in dem
Versuch als ganz vorzüglich dauerhaft, indem auf diesem Punkt der anfängliche
Durchmesser nicht nur gar nicht zunahm, sondern auch in der Zinnlöthung nicht einmal
eine Undichtheit stattfand.
Auf die gleiche Art als den Versuchskessel habe ich seitdem die Windkessel für
Feuerspritzen und Druckpumpen stets mit gutem Erfolg anfertigen lassen, und dabei im
Vergleich mit der gewöhnlichen Art das Kopfstück in der Form einer Halbkugel zu treiben und mit
hartem Loth an den Cylinder zu löthen, viel an Zeit und Arbeitslohn gespart.
Man gibt da, wie dargethan wurde, dem Kopfstück mehr Stärke als noththut; dagegen
habe ich bei den Cylindern der Wasserpressen öfter gefunden, daß die Bodenstücke, im
Vergleich mit den Seitenwänden, schwächer waren als sie seyn sollten. Die Formel IV lehrt wie dick das Bodenstück seyn muß, wenn es die
Form eines Kugelsegmentes bekommt, und daß es sich, wenn man auch beim flachen
Endstück sicher gehen will, in diesem sollte beschreiben lassen.
Die Formel IV ist jedenfalls auch auf die Fälle
anwendbar, wo der Dampf, statt von innen nach außen, umgekehrt auf die Oberfläche
einer Kugel oder eines Kugelsegments wirkt. Nur wird man in diesem Falle (wie bei
den Feuerröhren der Dampfkessel im Vergleich mit den Siederöhren) eine größere
Zugabe in der Blechstärke machen müssen, weil, wenn bei dem Kugelsegment und dem
Cylinder die Dampfkraft von innen nach außen wirkt, sie ein Bestreben hat, die Form
der Hülle zu verbessern, im umgekehrten Fall sie aber zu verschlechtern, d. h.
etwaige flache Stellen des Segmentes und des Cylinders noch flächer zu machen,
zuletzt sie förmlich einzudrücken, somit die Zerstörung der Hülle zu veranlassen,
wie dieses in Runkelrüben-Zuckerfabriken, bei den Defecations-Kesseln,
den Vacuum-Pfannen, und den Nachwärmern häufig genug vorkommt.
Alles was ich hier über den Gegenstand der Endstücke cylindrischer Dampfkessel etc.
mittheilte, erscheint in der That mir selber so einfach und ungelehrt, daß ich mich
nicht leicht zu einer Veröffentlichung würde entschlossen haben, wenn, wie gleich
Anfangs gesagt, die Abhandlung des Hrn. W. Fairbairn über
die Construction der Dampfkessel, mit gänzlicher Umgehung der Endstücke, mich nicht
gewissermaßen zu dem Glauben berechtiget hätte, daß selbst auch in England, von
welchen insbesondere in technischen Sachen uns belehren zu lassen wir doch halb und
halb angewiesen sind, der von mir besprochene Gegenstand auch noch im Dunkeln liegen
muß.
Sollte ich mich darin irren, so wird doch hoffentlich mir nicht zur Last gelegt
werden können, an dem Irrthum Schuld zu seyn.
Zusatz.
Nachdem Obiges geschrieben war, kam mir noch das 2te Novemberheft v. J. des
polytechn. Journals (Bd. CXXII) zu Händen, wo S. 245 Hr. W. Fairbairn
„Verbesserungen in der Construction der Dampfkessel“ in
Vorschlag bringt, welche indessen nur darauf hinauslaufen, flache Endstücke der
Kessel statt durch Anker mittelst Winkeleisen zu verstärken, worauf ich demnach hier
keine weitere Rücksicht zu nehmen habe.
Dagegen machte mich ein Freund darauf aufmerksam, daß doch, schon früher, eine
Abhandlung von Lamé
„über die Stärke und die Krümmung der Dampfkessel“ im
polytechn. Journal, 1850, Bd. CXVI S. 1 erschienen und
mir vermuthlich unbekannt geblieben sey. Dieß ist nun allerdings der Fall, weil ich
gerade in jener Zeit oft verhindert war die Hefte dieses Journals regelmäßig lesen
zu können, gegenwärtig bin ich indessen mit dem Inhalt der Abhandlung bekannt.
Ich hätte nun wirklich geglaubt es sey gar nicht möglich zu andern Schlüssen als
welche ich machte zu kommen, bemerke aber dennoch eine wiewohl nur kleine und
unschädliche Differenz. Hr. Lamé findet nämlich, wenn das
Endstück halbkugelförmig ist und desselben Blechdicke = 1 gesetzt wird, so muß die
des cylindrischen Theils für gleiche Haltbarkeit beider Theile = 2⅓ seyn;
wogegen nach meinen Schlüssen sich das Verhältniß nur als 1 : 2 stellt.
Hr. Lamé findet ferner: wenn die Blechdicke beider Theile
gleich seyn soll, dann muß der Radius der Wölbung des Endstückes um 2⅓mal
größer als der Radius des Kessels oder um 1 1/6mal größer als der Durchmesser seyn;
bei mir = 1 : 1.
Wie im ersten Falle das ⅓ und im zweiten das 1/6 hinzukommt, weiß ich nicht,
indem Hr. Lamé nur sagt, daß die von ihm gegebenen Regeln
aus der mathematischen Theorie der elastischen Körper abgeleitet seyen und man ihm
deren Richtigkeit aufs Wort glauben muß. Bei mir dagegen finden sich auch die leicht
verständlichen Gründe, weßhalb ich hoffe, daß was ich über die Construction der
Endstücke mittheilte, mindestens für Praktiker annehmlicher als jenes seyn möchte,
und zwar noch um deßwillen, weil wenn man die Blechstärke des cylindrischen Theils
vom Kessel als Norm für die der Endstücke annimmt, man sich bei meinen Regeln in
beiden Fällen auf der sichereren Seite befindet.
Brünn, Mitte Januar 1852.
Tafeln