| Titel: | Walzwerk zum Schweißen der schmiedeisernen Röhren; von Hrn. Bayliß in Birmingham. |
| Fundstelle: | Band 130, Jahrgang 1853, Nr. IV., S. 26 |
| Download: | XML |
IV.
Walzwerk zum Schweißen der schmiedeisernen
Röhren; von Hrn. Bayliß in Birmingham.
Aus Armengaud's Génie industriel, Juni 1853, S.
320.
Mit Abbildungen auf Tab.
I.
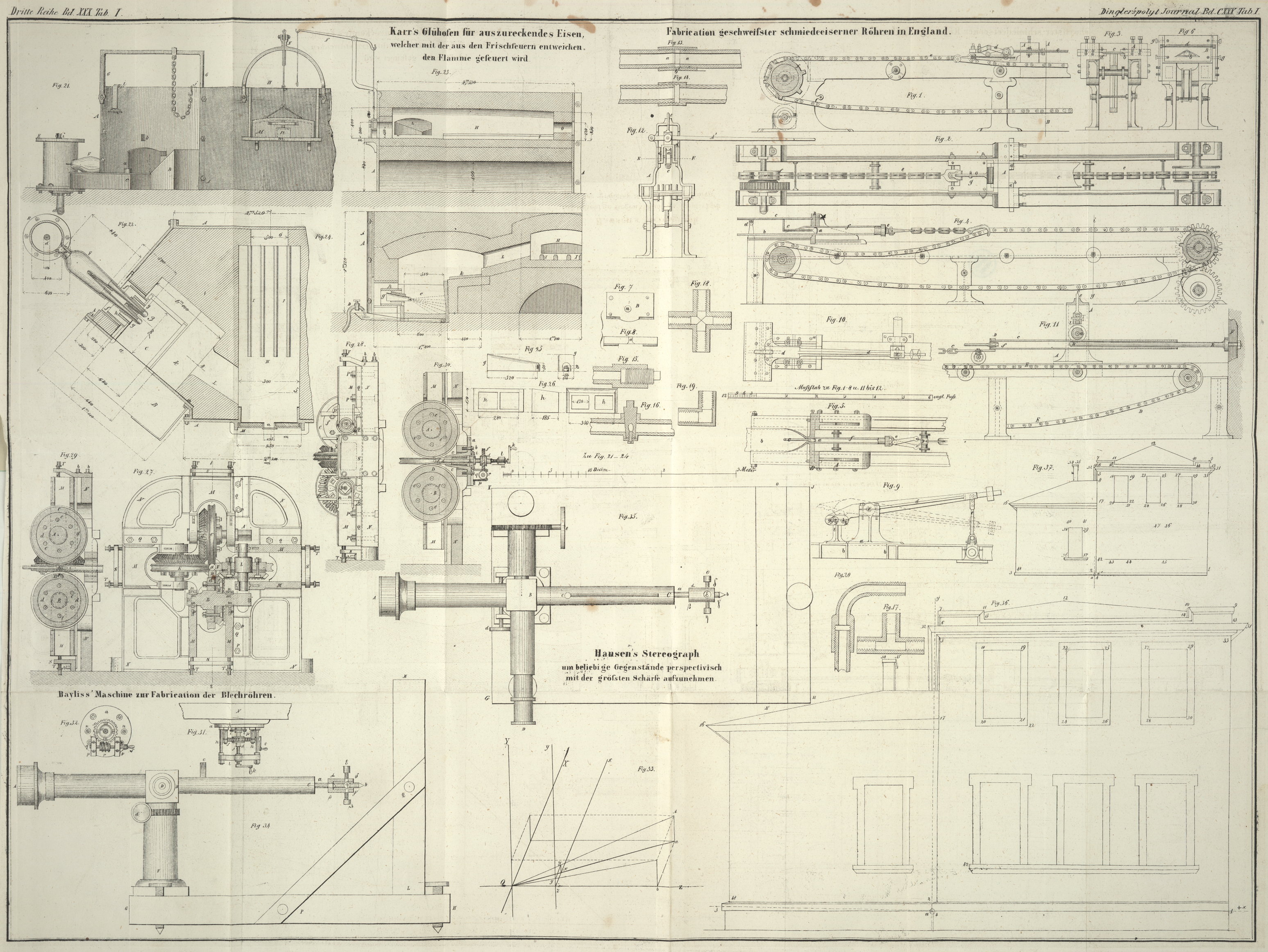
Bayliß Walzwerk zum Schweißen schmiedeisernen Röhren.
Die Erfindung des Hrn. Bayliß besteht in mehreren
Verbesserungen an der Maschine zur Verfertigung blecherner Röhren des Hrn. Raylon. Bekanntlich besteht diese Maschine aus vier, an
ihrem Umfange mit halbkreisförmigen Cannelirungen versehenen Walzen oder Scheiben,
welche unter lauter rechten Winkeln so gegen einander gestellt sind, daß sämmtliche
Cannelirungen zusammen an ihrem Berührungspunkte eine kreisförmige Oeffnung bilden.
In das Innere dieses Kreises und concentrisch mit demselben tritt ein Dorn, um dem
Innern der Röhren eine regelmäßige runde Form zu ertheilen.
Fig. 27 ist
ein vorderer Aufriß des verbesserten Röhrenwalzenwerks; Fig. 28 ein Seitenaufriß,
und Fig. 29
ein Durchschnitt desselben nach der Linie 1–2, Fig. 27. Die Achsen, die
Winkelräder und die cannelirten Walzen, welche mit den Buchstaben BL, HI und DF bezeichnet sind, sieht man in Fig. 27 im Durchschnitt
und im Aufriß.
A und B sind zwei
horizontale über einander liegende Achsen, welche die am Umfange cannelirten Walzen
A und B tragen. Diese
Achsen sind an ihrem Ende quadratisch und erhalten eine rotirende Bewegung von
gleicher Geschwindigkeit, jedoch in umgekehrter Richtung, durch zwei mittelst Muffen
mit ihnen vereinigte Wellen, die von einer Dampfmaschine oder einer andern
Triebkraft in Bewegung gesetzt werden.
E und F sind zwei, den
vorhergehenden, C und D,
ähnliche Walzen. Die Ränder der cannelirten Walzen C, D,
E und F sind so abgedreht, daß ihre Peripherien
mit einander in Berührung kommen. Jede der concaven Cannelirungen dieser Walzen
bildet den vierten Theil eines Kreises, von dem Durchmesser welchen man den Röhren
geben will; in den kreisförmigen Raum a, welchen die
Cannelirungen zwischen sich lassen, wird der Dorn und das glühende Eisen
eingeführt.
Die Winkelräder G und H,
welche an den Walzen C und B
befestigt sind, bewegen die gleich großen Räder I und
J, und folglich die Walzen E und F Da alle diese Räder gleichen
Durchmesser haben, so ist
die der Peripherie der vier cannelirten Walzen mitgetheilte Bewegung offenbar
dieselbe; in Folge ihrer gleichförmigen Bewegung und ihres Drucks wird das vorher
glühend gemachte Blech gleichzeitig und auf allen Seiten gleich stark
zusammengedrückt.
Die erwähnten vier Achsen sind auf Zapfenlagern M
angebracht, welche in schwalbenschwanzförmigen Ruthen in dem Gerüst N der Maschine verschiebbar sind, so daß die cannelirten
Walzen einander genähert oder von einander entfernt werden können, je nachdem dieß
erforderlich ist. Die Zapfenlager M werden in den Ruthen
des Gerüstes N durch Schrauben P festgehalten, welche durch die Eisenplatten Q gehen.
Um zu verhindern, daß die Walzen in Folge des außerordentlichen Drucks welchen sie
auszuhalten haben, sich während der Arbeit von einander entfernen, wie dieß meistens
bei diesen Maschinen der Fall ist, wodurch alsdann vier Nähte auf der Peripherie der
Röhren entstehen, hat Hr. Bayliß an dem Gerüst N seiner Maschine mittelst der Schrauben b die Winkelstücke S
angebracht. Durch jedes Winkelstück gehen zwei Schrauben T, welche gegen die Zapfenlager oder Docken M
drücken und die Walzen dergestalt in ihrer Lage erhalten, daß sie nicht
auseinandergehen können.
Die Achsen B, L u.s.w., auf denen die vier Walzen
befestigt sind, bestehen aus Gußeisen; sie drehen sich in Pfannen m, welche in den Zapfenlagern M angebracht sind, und werden in ihrer Lage mittelst der Bügel n und der Keile p erhalten,
auf dieselbe Weise, wie dieß bei Kurbelstangen und ähnlichen Maschinentheilen
gebräuchlich ist.
Die Winkelräder sind, wie gewöhnlich, auf ihren Wellen festgekeilt. Sie sind mit
Löchern zur Aufnahme von sechs Schrauben mit quadratischen Köpfen c versehen, welche durch die Adjustirungsstücke e gehen, an denen die Walzen befestigt sind.
Ein kreisförmiger Keil oder ein Kegel d, mit dem jede
Walze versehen ist, hat ebenfalls sechs Löcher, die denen des Winkelrades
entsprechen und durch welche die Schraubenbolzen c
gehen. Ein solcher Kegel ist auf der Achse eines jeden Winkelrades angebracht und
hat den Zweck, die entsprechende cannelirte Walze aufzunehmen und fest in ihrer Lage
zu erhalten, was der Fall ist, wenn seine conische Oberfläche mit derjenigen des
innern Kegels dieser Walze, mittelst der Bolzen c und
der Schraubenmuttern f in Berührung gebracht wird.
Die Stärke des Adjustirungsstücks e ist nach derjenigen
der zu benutzenden Walzen verschieden, und die Dimensionen dieser letztem richten
sich natürlich nach dem den Röhren zu gebenden Durchmesser. Will man Röhren von dem
größten Durchmesser fabriciren, wie er bei solchen Maschinen möglich ist, so nimmt
man so starke Walzen, daß das Stück e gänzlich
wegbleiben kann; bedient man sich dagegen schwacher Walzen, so muß die Stärke des
Stücks e so bemessen werden, daß die Mittelebene aller
Walzen durch die Mitte der Oeffnung a geht.
Eine solche Einrichtung ersetzt sehr vortheilhaft die mit ihren Zapfen aus einem
Stück bestehenden Walzen, von denen man für jeden Durchmesserunterschied der zu
fabricirenden Röhren eine andere Reihe haben muß. Die einzigen bei den hier
beschriebenen Maschinen auszuwechselnden Stücke sind die cannelirten Kränze C, D, E und F, welche den
eigentlichen Walzenkörper bilden.
Fig. 29 zeigt
eine Verbesserung in der Construction des Dorns, welche darin besteht, daß man ihn,
wenn er groß genug ist, aus zwei Theilen macht, wogegen er gewöhnlich nur aus einem
besteht.
g zeigt den Schaft des Dorns; sein Ende h läuft etwas conisch zu; i
ist der Kopf, der ein sorgfältig ausgebohrtes Loch hat, damit er genau auf das
conische Ende h des Schaftes paßt. Der Kopf besteht aus
Stahl oder aus Schmiedeisen, dem man die Einsatzhärte ertheilt hat. Statt dieser
Einrichtung kann man auch dem Kopf i eine conische
Verlängerung und dem Schaft des Dorns eine Vertiefung geben.
Der wesentliche Vortheil dieser Einrichtung des Dorns besteht in der Leichtigkeit,
womit ein abgenutzter Kopf mit einem andern ausgewechselt werden kann; auch läßt
sich der Kopf leichter und besser repariren, als der ganze Dorn mit seinem Schaft.
Der stärkste Theil des Kopfs kann auch cylindrisch seyn, während der in Fig. 29
dargestellte abgerundet ist.
Der Erfinder stellt diese Maschine mit ihrem hintern Theil oder dem Gerüst N zur Seite des Ofens, damit, wenn die Walzen oder
andere Maschinentheile adjustirt oder reparirt werden sollen, der Arbeiter mehr
Platz hat, als wenn er auf einen engen Raum zwischen dem Ofen und der Maschine
beschränkt ist.
Hr. Bayliß wendet auch zwei Maschinen zu beiden Enden
eines Ofens an, wodurch man eine Kohlenersparung erlangt.
Das Verfahren bei der Anfertigung der Blechröhren ist folgendes: Man nimmt einen Stab
Flacheisen von zweckmäßiger Länge, Breite und Stärke; das eine Ende des Stabes
bringt man auf eine Länge von etwa 14 bis 16 Zoll in den Ofen. Nachdem das Ende
rothglühend gemacht worden ist, biegt man es so, daß die beiden Ränder einander so
nahe als möglich kommen. Darauf schiebt man den ganzen Stab in einen Flammofen.
Sobald das Eisen gleichförmig Hellroth glühend geworden ist, nimmt man es mit einer
Zange aus dem Ofen und läßt es durch das Zieheisen einer Ziehbank gehen. In dem Maaß, als der
Eisenstab in dem Zieheisen vorrückt, nimmt er die Röhrenform an und seine Ränder
berühren sich. Von der Ziehbank kommt das Arbeitsstück in einen andern Flammofen,
woselbst es schweißwarm gemacht wird, worauf es das beschriebene Walzwerk passirt.
Durch den gleichförmigen Druck, den die Röhre erhält, werden ihre Ränder fest
zusammengeschweißt und sie ist dann fertig.
Die Cannelirungen der vier Walzen müssen sehr sorgfältig hergestellt seyn, damit die
Oeffnung a, Fig. 27, vollkommen rund
wird. Zu dem Ende ist es nothwendig, daß die Walzen, nachdem sie cannelirt worden,
jedoch bevor sie vollständig abgedreht sind, in der Maschine zusammengestellt und
geprüft werden; stellt sich dabei eine Ungenauigkeit heraus, so vollendet man sie
auf ihren Achsen in der Schweißmaschine mittelst der in Fig. 30, 31 und 32 abgebildeten
Vorrichtung.
Fig. 30 ist
ein senkrechter Durchschnitt der Schweißmaschine nach der Linie 1–2, Fig. 27. Sie
zeigt die Walzen und die Anwendung des Schneidinstruments.
a ist eine runde eiserne Platte, welche mittelst der
Schrauben b am Hintertheil der Maschine befestigt ist
und einen hohlkegelförmigen Ansatz c hat. d ist eine Stange, welche an ihrem einen Ende einen
Drehstahl e trägt, am andern Ende aber ein Schraubenrad
f.
g ist ein runder Keil oder ein Kegel, der aus zwei
getrennten Hälften besteht, und durch das Ringstück h
mittelst der Schraube i in die Bohrung des Kegels c hineingepreßt wird. Der Kegel b verhindert alle seitlichen Schwankungen der Stange, wenn diese gedreht
wird.
Die Stange d wird mittelst der Druckschraube j, welche durch den Quersteg l geht und durch die Kurbel k bewegt wird, so
weit als möglich nach den Walzen hingedrückt. Mittelst einer andern Kurbel s an der Welle der endlosen Schraube r, welche das Rad f bewegt,
erhält die Stange d und ihr Schneidstahl e eine langsame drehende Bewegung.
Die Wirkung dieses Instrumentes ist einfach: wenn es sich in der, m
Fig. 30
angegebenen Lage befindet, so dreht der Arbeiter die Kurbel s und dadurch den Schneidstahl e, um die
concaven Cannelirungen auf den Peripherien der vier Walzen nach der erforderlichen
Dimension und Form nachzuarbeiten. Die Walzen werden mittelst der Schrauben T dem Schneidstahl mehr und mehr genähert, bis jeder
Theil der Peripherie nachgedreht ist.
Tafeln