| Titel: | Fabrication von Gläsern zum Messen der Flüssigkeiten; von Hrn. H. Hudson zu South Shields. |
| Fundstelle: | Band 138, Jahrgang 1855, Nr. XXIV., S. 89 |
| Download: | XML |
XXIV.
Fabrication von Gläsern zum Messen der
Flüssigkeiten; von Hrn. H.
Hudson zu South Shields.
Aus dem Practical Mechanic's Journal, August 1855, S.
107.
Mit Abbildungen auf Tab.
II.
Hudson's Fabrication von Gläsern zum Messen der
Flüssigkeiten.
Es ist sehr umständlich Gläser zum Messen von Flüssigkeiten (für den allgemeinen
Gebrauch) zu graduiren, da jedes auf gewöhnliche Art, durch bloßes Blasen
verfertigte Glas einen etwas abweichenden räumlichen Inhalt hat. Hr. Hudson hat aber alle Schwierigkeiten dadurch gehoben, daß
er die Gläser in einer Form macht, wo alsdann dieselbe Graduirung für alle in der
nämlichen Form verfertigten Gläser paßt. Man erlangt dieses Resultat dadurch, daß
man die Meßgläser unter Anwendung von Druck verfertigt. Wenn man ein glockenförmiges
oder ähnlich gestaltetes Glas dieser Art, wie sie gewöhnlich in Apotheken, in
Droguerie-, Material- und in Branntweinläden angewendet werden,
fabriciren will, so muß man eine getheilte Form haben, deren Inneres, wenn sie
geschlossen ist, genau die äußere Gestalt des Meßglases hat. In diese Form wird die
erforderliche Menge flüssiges Glas gegossen und dann der Kern eingeführt, welcher
genau die Form und Größe der inneren Räumlichkeit des Meßglases hat. Auf den Kern
wirkt hernach der Druck einer Presse ein und drückt ihn auf einmal nieder, so daß
das Glas durch eine einzige Bewegung dargestellt wird. Der Kern wird darauf
herausgezogen, die beiden Hälften der Form werden auseinander genommen und das Glas
herausgenommen und abgekühlt. Um die Luft aus der Form zu entfernen, wendet man am
zweckmäßigsten eine Luftpumpe an, indem dann die Gläser weit dichter und blasenfrei
werden. Wenn die Gläser eine einfache cylindrische, oder die Form eines
abgestumpften Kegels und keine hervorstehenden Theile haben, so kann man aus einem
Stück bestehende, ungetheilte Formen anwenden, weil sich alsdann die geformten
Gläser nach Wegnahme des Kerns leicht herausnehmen lassen. Bei getheilten Formen
können die Gläser breite Füße und sonstige Ausladungen haben. Auch die Graduirung
kann sogleich beim Formen dargestellt werden, so daß die Gläser ganz fertig aus der
Form hervorgehen. Dem Fuß gibt man in der Form am besten die Gestalt eines
umgekehrten Bechers, weil er sich als solcher schärfer formen läßt; darauf macht man
ihn warm und streckt ihn zu der flachen Gestalt aus. Jede Größe oder Sorte von
Maaßgläsern hat natürlich
ihre besondere Form, welche für das gegebene Normalmaaß mit größter Sorgfalt
angefertigt worden ist; es ist daher jedes Glas genau so gestaltet und so groß wie
die Form, und alle bei der Handarbeit unvermeidlichen Unregelmäßigkeiten werden ganz
vermieden.
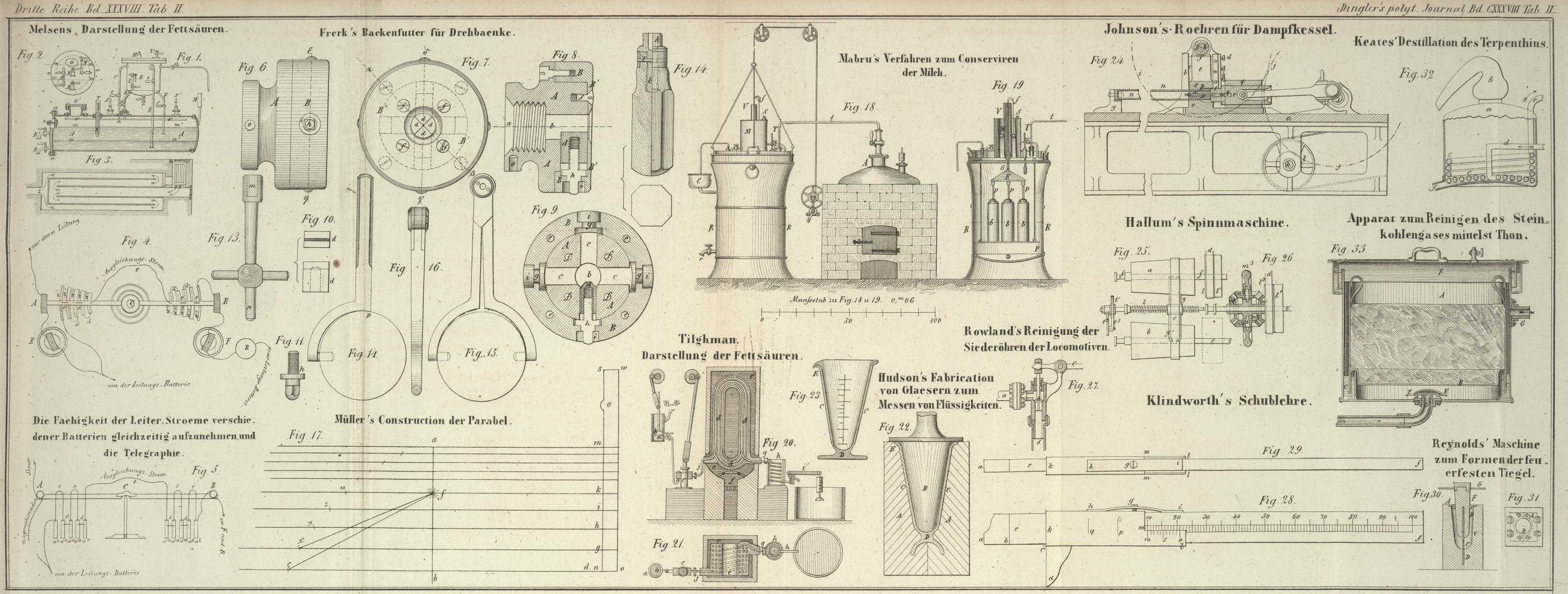
Fig. 22 ist
der senkrechte Durchschnitt der vollständigen Form, Mantel und Kern, im Augenblick
der Fabrication eines Glases; Fig. 23 ist der
senkrechte Durchschnitt eines fertigen Meßglases. A ist
die getheilte Form des Mantels, die aus Gußeisen besteht und deren Inneres die
genaue Form des äußeren Glases hat. In diesem Mantel befindet sich das flüssige
Glas, welches durch den Kern oder Dorn B gestaltet wird,
indem dieser die Glasmasse mittelst Druck so auseinander treibt, daß das Innere des
Glases C dadurch gebildet wird. Die Mantelform A, A ist genau in der Mitte getheilt, und es ist diese
Theilung wegen des Fußes D erforderlich, der aus schon
erwähnten Gründen anfänglich eine becherförmige Gestalt hat und dann erst
ausgebreitet wird, wie die Figuren 22 und 23 zeigen. Der
Ausguß E des Glases wird entweder sogleich durch die
Form oder später mit der Hand gebildet, jedoch während die Glasmasse noch weich ist.
Die Graduirung kann schon während des Pressens durch flache Einschnitte in der
Mantelform, oder nach Vollendung des Glases mittelst eines Demants, nach einer
Chablone hergestellt werden; letzteres Verfahren verdient den Vorzug.
Tafeln