| Titel: | Verfahren zum Verfertigen schmiedeiserner Räder für Eisenbahnwagen, von Petin und Gaudet zu Paris. |
| Fundstelle: | Band 141, Jahrgang 1856, Nr. XCII., S. 417 |
| Download: | XML |
XCII.
Verfahren zum Verfertigen schmiedeiserner Räder
für Eisenbahnwagen, von Petin und Gaudet zu Paris.
Aus dem Practical Mechanic's Journal, April 1856, S.
9.
Mit Abbildungen auf Tab.
VI.
Petin's Verfahren zum Verfertigen schmiedeiserner Räder für
Eisenbahnwagen.
Petin und Gaudet zu Paris
verfertigen Eisenbahnwagenräder gänzlich aus Schmiedeisen und vollenden dieselben
mittelst eines eigenthümlich construirten Walzwerkes. Das Verfahren dabei (welches
sich J. H. Johnson zu London und Glasgow, am 21. December
1854 in England patentiren ließ) ist folgendes:
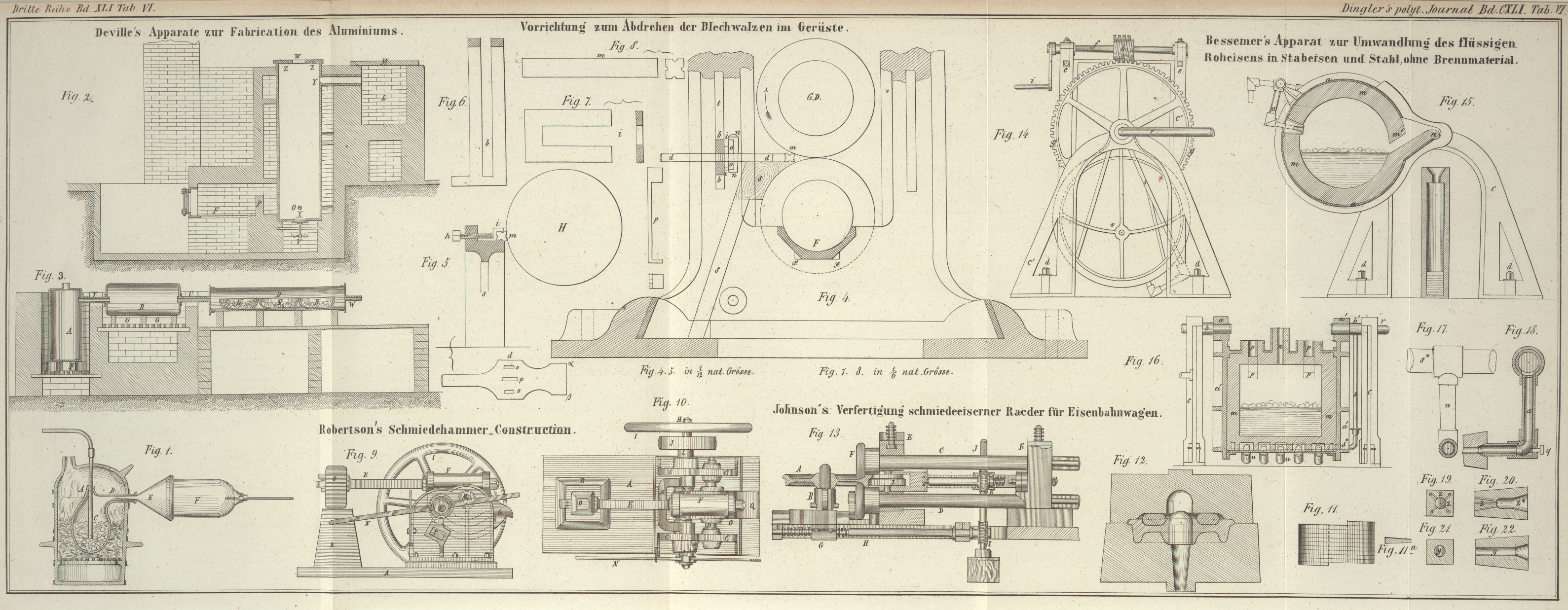
Zuvörderst wird ein im Querschnitt wie Fig. 11a geformter Eisenstab über einen Dorn
spiralförmig aufgewunden, so daß man einen breiten Reif erhält, wie Fig. 11 zeigt. –
Dieser Reif wird schweißwarm gemacht und auf den in Fig. 12 abgebildeten
Amboß gebracht, dessen Gesenk genau der Umfangsform der einen Seite des Rades
entspricht. Auf die andere Seite wird ein metallener Ring gelegt und darauf treffen
die Schläge der Hammerbahn. Das auszuschmiedende Rad muß wiederholt warm gemacht
werden, ehe es die gehörige Form erlangt. Die abgebildete Hammerbahn ist mit irgend
einem Hammer zu verbinden, durch dessen wiederholte Schläge der Reif, Fig. 11, in
das roh geformte Rad Fig. 12 verwandelt
wird.
Das ausgeschmiedete Rad wird alsdann wieder weißglühend gemacht und gelangt nun zum
Walzwerk. Die Erfinder haben verschiedene Einrichtungen desselben angegeben, von
denen die in Fig.
13 abgebildete die einfachste und zweckmäßigste ist. In dieser Figur sind
die Theile, welche sich auf den Betrieb und das Gerüst der Maschine beziehen,
weggelassen, und nur die eigentlich wirkenden Theile der Maschine dargestellt.
Das Rad A wird auf einen stehenden Dorn B gesteckt, welcher vor dem Walzenpaar C, D angebracht ist; diese Walzen sind mit ihren Wellen
horizontal und einander parallel angebracht. Die untere Walze D dreht sich in festliegenden Zapfenlagern, die obere C dagegen in beweglichen Lagern E, die durch senkrechte Schraubenspindeln höher oder niedriger gestellt
werden können. Die arbeitenden Enden F der Walzen haben
eine solche Form, daß sie dem Querschnitte des Spurkranzes der Eisenräder
entsprechen. Wenn das aus dem Groben geschmiedete Rad zuerst zwischen die Walzen
kommen soll, so wird die obere Walze C hoch gestellt,
dann aber immer tiefer
geschraubt, um das Material des Rades zusammen zu drücken und auszurecken. Dabei
wird der Durchmesser des Rades langsam ausgedehnt; um diesen Zweck zu erreichen, ist
der Support B des Dorns so eingerichtet, daß er sich in
dem Gerüst verschieben kann, daher unten mit einer Mutterschraube G versehen, durch welche die Schraubenspindel H geht und auf diese Weise die erforderliche Bewegung
hervorbringt. Die Spindel H ist am innern Ende mit einem
Schraubenrade I versehen, das mit einer Schraube ohne
Ende J, an einer senkrechten Spindel, im Eingriffe
steht; letztere ist mit dem Getriebe der Maschine verbunden. Dieselbe senkrechte
Spindel J dient auch dazu, in ein Schraubenrad K einzugreifen; dadurch wird eine Schraube ohne Ende an
einer Schraubenspindel bewegt, die mit der Walze L in
Verbindung steht, welche den äußern Umfang des Spurkranzes des Rades formt. Bei der
Walzarbeit wird die Walze L nach und nach zwischen die
Walzen C und D und daher
auch gegen das auszuwalzende Rad gedrückt, um seinem Spurkranz die Form zu geben.
Die Walzen C und D werden
auf gewöhnliche Weise umgetrieben und veranlassen auch die Drehung des Rades, auf
welches sie einwirken. Die Vorrichtungen, durch welche die obere Walze C niedriger gestellt, der Rückgang des Rades A bewirkt und die Walze L
veranlaßt wird gegen den Spurkranz des Rades zu drücken, stehen in solchen
gegenseitigen Verhältnissen, daß die verschiedenen Arbeiten, die das Walzwerk
verrichtet, in Uebereinstimmung mit einander geschehen.
Tafeln