| Titel: | Bessemer's Fabrication von Stabeisen und Stahl aus flüssigem Roheisen, ohne Anwendung von Brennmaterial. |
| Fundstelle: | Band 141, Jahrgang 1856, Nr. XCV., S. 423 |
| Download: | XML |
XCV.
Bessemer's Fabrication von
Stabeisen und Stahl aus flüssigem Roheisen, ohne Anwendung von
Brennmaterial.
Mit Abbildungen auf Tab.
VI.
Bessemer's Fabrication von Stabeisen und Stahl aus flüssigem
Roheisen.
Hr. Heinrich Bessemer hielt über seine Erfindung einen
Vortrag in der British Association zu Cheltenham, dessen
wesentlichen Inhalt wir dem Supplement zum Londoner Mining
Journal vom 16. August 1856 entnehmen.
Hr. Bessemer beschäftigte sich seit mehreren Jahren fast
ausschließlich mit Verbesserungen in der Fabrication von Stabeisen und Stahl; bis zu
den letzten Monaten des vorigen Jahres hatte er jedoch keine wesentlichen
Fortschritte gemacht. Wiederholt baute er Oefen auf, behandelte ohne Erfolg große
Massen von Eisen in denselben, und riß sie dann wieder nieder. Er machte aber bei
diesen Versuchen zahlreiche Beobachtungen, welche ihn in einer ganz neuen Ansicht
über diesen Gegenstand mehr und mehr bestärkten, nämlich daß man ohne Ofen oder
Brennmaterial eine weit größere Hitze hervorbringen kann, als durch die bisherigen
Mittel, wodurch man also nicht nur die Kosten des Brennmaterials erspart, sondern
auch dessen nachtheilige Einwirkung auf das Eisen – da es sich hier um
Steinkohlen handelt – vermeidet.
Hr. Bessemer machte anfänglich Versuche mit Eisenmengen
von 10 bis 20 Pfd., die ihm, obgleich der Proceß mit vielen Schwierigkeiten
verbunden war, das Gelingen desselben nachwiesen. Er construirte daher einen
Apparat, womit er 7 Cntr. Roheisen im Verlauf von einer halben Stunde in Stabeisen
oder Stahl umwandeln konnte; bei der Behandlung solcher Quantitäten verschwanden
die Schwierigkeiten gänzlich, welche bei Versuchen mit 10 Pfd. im Laboratorium
stattfanden.
Er ging bei seinem neuen Processe von der Annahme aus, daß das Roheisen 5 Proc.
Kohlenstoff enthält und daß derselbe, wenn er mit dem Sauerstoff der Luft in der
Weißglühhitze in Berührung kommt, sich mit diesem verbinden und eine Verbrennung
veranlassen muß. Letztere muß mit einer Geschwindigkeit vor sich gehen, die durch
das Oberflächenverhältniß des Kohlenstoffes bedingt ist und die Temperatur, welche
das Metall erlangt, muß von der Geschwindigkeit der erfolgenden Vereinigung des
Kohlenstoffes mit dem Sauerstoff abhängen. Man braucht daher nur die beiden Stoffe
so mit einander in Berührung zu bringen, daß sie bei ihrer gegenseitigen Einwirkung
eine möglichst große Oberfläche darbieten, um eine Temperatur zu entwickeln, welche
in unseren jetzigen größten Oefen nicht erreicht werden kann.
Um diese theoretische Ansicht praktisch zu erproben, erbaute Bessemer einen etwa 3 Fuß hohen Ofenschacht, ähnlich dem eines Cupolofens,
dessen Inneres er mit einem Futter von feuerfesten Steinen versah. Etwa 2 Zoll über
der Sohle dieses Ofens wurden von feuerfestem Thon fünf Formen von 3/8 Zoll Weite so
vorgerichtet, daß, wenn abgenutzt, sie in einigen Minuten ausgewechselt werden
konnten. Auf der einen Seite dieses Ofens und in seiner halben Höhe wurde eine
Oeffnung angebracht, durch welche das flüssige Roheisen hineingeleitet werden
konnte, und auf der entgegengesetzten Seite eine zweite, während des Betriebs mit
Lehm verschlossene Oeffnung, durch welche das Eisen am Ende des Processes abgelassen
werden konnte. Der Ofen muß eine solche Größe haben, daß er mindestens 20 und
höchstens 100 Cntr. flüssiges Roheisen aufnehmen kann. Es ist zweckmäßig, denselben
in möglichster Nähe der Abstichöffnung eines Hohofens anzubringen, so daß das aus
letzterm abgestochene Roheisen durch eine Rinne in jenen hineinfließen kann. Dem
Ofen muß mittelst eines Gebläsecylinders Wind von 8 bis 10 Pfd. Pressung auf den
Quadratzoll zugeführt werden können. – Ehe der Ofen eine Charge erhält, muß
er mit Kohks gehörig angewärmt werden, deren Asche und Schlacke man durch die untere
Oeffnung herauszieht und dieselbe dann wieder verschließt.
Bevor nun der Ofen mit flüssigem Roheisen beschickt wird, muß man das Gebläse
anlassen, damit jenes nicht in die nahe an der Sohle befindlichen Düsen eindringen
kann. Ist die Charge gemacht (welche 18 Zoll bis 2 Fuß über die Düsen hinaufreicht),
so erfolgt ein heftiges Aufkochen des Metalles und es erscheinen Flammen mit einigem
Funkensprühen. Dieß dauert 15 bis 20 Minuten, während welcher Zeit der Sauerstoff
der eingetriebenen Gebläseluft sich mit dem Kohlenstoff des Roheisens verbindet, wodurch kohlensaures
Gas und ein sehr hoher Hitzegrad entsteht.
Da sich nun diese Hitze im Innern der ganzen flüssigen Masse entwickelt, so nimmt das
Metall den bei weitem größeren Theil derselben auf, seine Temperatur steigert sich
daher in hohem Grade und der dem Roheisen mechanisch beigemengte Kohlenstoff
(Graphit) wird gänzlich verzehrt. Aber auch der chemisch gebundene Kohlenstoff
beginnt bei dieser hohen Temperatur sich jetzt von dem Metall zu trennen, wobei das
Volum der aus der Gicht des Ofens hervorströmenden Flamme sehr zunimmt. Das Eisen
steigt in dem Ofen um mehrere Zoll über sein anfängliches Niveau und es erscheint
auf demselben eine leichte poröse Schlacke, welche als Schaum ausgeworfen wird.
Diese Schlackeneruption dauert 5 bis 6 Minuten und hört dann auf; sie wird durch
eine sehr starke und anhaltende Flamme ersetzt. Die so stattfindende schnelle
Vereinigung des Sauerstoffs mit dem Kohlenstoff steigert die Temperatur des Eisens
noch, während jetzt der verminderte Kohlenstoffgehalt desselben einem Theil des
Sauerstoffs gestattet sich mit dem Eisen zu Eisenoxyd zu verbinden. Die hohe
Temperatur veranlaßt sofort eine Schmelzung des Oxyds, welches die mit dem Eisen
verbundenen metallischen Grundlagen der Erden oxydirt und verschlackt. Durch das
heftige Aufkochen des Eisens in dieser Periode werden Schlacken und Metall genau
durcheinander gemengt, so daß alle Theilchen in gegenseitige Berührung kommen,
wodurch das Eisen von Silicium und andern Erdbasen gehörig gereinigt wird, während
Schwefel oder andere flüchtige Stoffe, die bei den gewöhnlichen Temperaturen der
Hoh- und Puddelöfen mit dem Metall verbunden bleiben, sich verflüchtigen; der
Schwefel bildet mit dem Sauerstoff schweflige Säure und entweicht.
Der Roheisenverlust während dieses Umwandlungsprocesses zu Stabeisen belief sich im
Durchschnitt bei vier Versuchen auf 12 1/2 Proc., wozu noch der Abgang beim
Ausschweißen und Auswalzen des Eisens kommt, so daß der ganze Abgang zu 18 Proc.
anzunehmen ist, während er bei den gewöhnlichen Methoden der Stabeisenfabrication 28
Proc. beträgt. Es läßt sich jedoch ein bedeutender Theil von dem verlornen Eisen
wieder gewinnen, indem man die während des Aufkochens aus dem Ofen geworfenen
reichen Oxyde mit gekohlten Gasen behandelt. Die Schlacken enthalten sehr viele
kleine Eisenkörner, welche durch ihre ganze Masse zerstreut sind und sich durch
Pochen und Waschen leicht wieder gewinnen lassen.
Es wurde oben erwähnt, daß nach dem Aufkochen des Eisens eine sehr starke und
anhaltende Flamme aus der Ofengicht strömt, die dann plötzlich nachläßt. An dieser
Abnahme der Flamme erkennt der Arbeiter daß der Proceß beendigt und das Roheisen in Stabeisen
umgewandelt ist. Es wird alsdann das Abstichloch des Ofens geöffnet und das reine
Stabeisen in Formen von beliebiger Gestalt und Größe ausgegossen. Die auf diese
Weise erhaltenen Eisenstücke sind gänzlich frei von jeder Beimengung von Schlacken,
Oxyden oder andern fremdartigen Stoffen; sie sind weit reiner und besser als
Rohschienen, oder selbst als vieles packetirte, ausgeschweißte und ausgewalzte
Eisen. Es ist daher möglich, mittelst dieses einfachen Processes, der weder
anstrengende Arbeit noch besondere Geschicklichkeit erfordert, in 30 bis 35 Minuten,
60 bis 100 Cntr. Roheisen in Stabeisen umzuwandeln. Dazu ist nur ein Drittel von der
Gebläseluft erforderlich, welche ein Fein- oder Reineisenfeuer verbraucht und
kein anderes Heizmaterial, als die in dem Roheisen selbst enthaltene Wärme.
Jeder Eisenhüttenmann wird sich darüber wundern, daß ein Strom kalter Gebläseluft,
welcher in flüssiges Roheisen eingetrieben wird, dessen Temperatur so sehr erhöhen
kann, daß es noch in vollkommen flüssigem Zustande bleibt, nachdem es allen seinen
Kohlenstoff verloren hat und sich im Zustande des Stabeisens befindet, welches
bekanntlich in den höchsten Hitzegraden unserer Schmiedefeuer nur in einen teigigen
Zustand kommt. Hr. Bessemer erzielt aber in seinem Ofen
mittelst zweckmäßiger Vertheilung des Gebläsewindes wirklich eine so hohe
Temperatur, daß er nicht allein das Stabeisen flüssig erhält, sondern auch das beim
Gießen der Eisenstäbe nach seinem Verfahren erlangte und anderes Brucheisen wieder
einschmelzen kann, indem er es der Roheisencharge zusetzt, nachdem das Rochen
derselben begonnen hat; es wird dazu mittelst der aus der Ofengicht entweichenden
Flamme in zu diesem Zweck über derselben angebrachten Räumen bis zur Weißglühhitze
vorgewärmt.
Es ist einleuchtend, daß das nach dem beschriebenen Verfahren durch Eingießen in
Formen dargestellte Stabeisen keine harten oder stahlartigen Stellen haben kann, wie
dieß sowohl bei dem Puddel- als Herdfrischeisen der Fall ist; eben so wenig
bedarf ein solcher gegossener Stab des Auswalzens um die Schlacke auszuquetschen, da
er solche gar nicht enthält, sondern das Metall durchaus rein und gleichartig ist.
Das Auswalzen hat also nur den Zweck, in den Stäben den Nerv oder Faden zu
entwickeln. Daraus folgt, daß es, statt gewöhnliches Stabeisen oder
Eisenbahnschienen aus mehreren Stäben zusammenzuschweißen, weit einfacher und
wohlfeiler ist, mehrere Stäbe oder Schienen aus einem Guß zu machen. Man würde dieß
ohne Zweifel schon längst gethan haben, wenn man beim Puddelproceß nicht an die
kleinen Luppen oder Deule gebunden wäre. Die Leichtigkeit, welche das neue Verfahren
zur Erlangung großer Massen darbietet, gestattet die Anfertigung so großer Stäbe, wie es bei dem ältern
Verfahren nicht möglich war.
Der Gußstahl besitzt bekanntlich Eigenthümlichkeiten, wodurch er sich von allen
anderen Formen des Eisens unterscheidet, nämlich einen vollkommen gleichartigen
Charakter, er ist ganz frei von Einmengungen und sonstigen Unreinigkeiten und hat
eine größere Festigkeit und Elasticität als der Blasen-, d.h. der
unverarbeitete Brennstahl; diese Eigenschaften erlangt er nur dadurch, daß er
geschmolzen wurde und seine erste Form durch Gießen erhielt. Alle diese
Eigenschaften erlangt aber auch bei dem neuen Verfahren das Stabeisen durch
Schmelzen und Gießen. – Das durch den neuen Proceß dargestellte Stabeisen hat
ganz die Eigenschaften des bei Holzkohlen erzeugten Herdfrischeisens. Auch kann man
mittelst dieses Verfahrens leicht große Wellen, Kurbeln und andere schwere Stücke
darstellen. Eben so wie man jetzt aus Roheisen eine Menge von Gegenständen jeder
Größe in Formen gießt, können in der Folge aus dem neuen Stabeisen Gegenstände aller
Art durch Gießen in Formen dargestellt werden.
Schließlich macht Hr. Bessemer noch auf folgende
Thatsachen aufmerksam, welche die Darstellung des Gußstahls sehr erleichtern. In dem
Stadium seines Processes, der unmittelbar auf das Kochen folgt, ist das gesammte
Roheisen in Gußstahl von gewöhnlicher Beschaffenheit übergegangen. Durch Fortsetzung
des Processes verliert der so erzeugte Stahl nach und nach seinen geringen
Kohlegehalt und geht vom harten in den weichen Stahl, von diesem in stahlartiges und
dann in weiches Eisen über. Man kann daher durch Unterbrechung des Processes in der
geeigneten Periode jede beliebige Qualität von Stahl oder Eisen darstellen.
––––––––––
Bessemer's Erfindung ist – wenn sie wirklich
durchgeführt werden kann – offenbar für das gesammte Eisenhüttengewerbe sowie
für das Maschinenwesen und die Technik überhaupt von der größten Wichtigkeit. Da
durch sie bei der Stabeisenfabrication alle Zwischenprocesse (das Abstechen des
Roheisens in Gänze, das Feinen, Puddeln und das Zängen oder Ausquetschen der
Schlacken aus den Luppen), welche so viele Arbeit und so großen Brennmaterialaufwand
verursachen, wegfallen würden, so könnte in der Folge die Tonne Stabeisen um 2 Pfd.
Sterl. oder der Centner um 20 1/2 Sgr. billiger dargestellt werden.
Die Nrn. 1097 und 1098 des Mining Journal enthalten
Briefe namhafter englischer Metallurgen an deren Redaction, welche sich über Bessemer's Erfindung in der Mehrzahl befriedigend
aussprechen; ob es
gelingen wird, die sich ohne Zweifel herausstellenden praktischen Schwierigkeiten
der neuen Stahl- und Stabeisenfabrication vollständig zu besiegen, kann
natürlich nur die nächste. Zukunft lehren; vom theoretischen Standpunkte aus ist
dieses kaum zu bezweifeln.
In Nr. 1098 des Mining Journal wird über einen Versuch
berichtet, welcher nach Bessemer's Vorschrift in der
ersten Woche dieses Monats auf dem großen Dowlais-Eisenwerke ausgeführt
wurde; man ließ das flüssige Roheisen mittelst einer Rinne in eine Art von Cupolofen
einfließen, in welchen unten Gebläsewind einströmte; die Erscheinungen waren ganz
die oben angegebenen, und nach einer halben Stunde erhielt man ein Stabeisen oder
einen Stahl der sich in der Schmiede bearbeiten ließ.
Beschreibung der Abbildungen des Bessemer'schen ApparatesWir verdanken dieselben dem Ingenieur Hrn. Heinrich Gruner. – Das Patent, welches sich Heinrich Bessemer (am
Queen-street-place, New Cannon-street, City von
London) ertheilen ließ, lautet auf die Entkohlung des aus dem Hohofen
abgestochenen flüssigen Roheisens oder des vorher geschmolzenen
Roheisens mittelst kalten Gebläsewindes; er beansprucht auch die
Anwendung von erhitzter atmosphärischer Luft oder von Wasserdampf zu
diesem Zweck.A. d. Red., nach der Specification des Patentsd. d. 11. Februar
1856.
Der cylindrische Behälter (Ofen), welcher beiläufig zur Hälfte mit dem aus dem
Hohofen abgestochenen Roheisen gefüllt wird, besteht aus starkem Eisenblech und ist
innen mit einem Beschlag von gut gebranntem feuerfestem Thon überzogen. – Die
verdichtete kalte atmosphärische Luft wird an einer Seite des Eisenbehälters, ein
Paar Zoll über seiner Sohle, durch radiale enge Oeffnungen (Düsen) eingeführt, die
sich in Stücken des Thonbeschlags befinden; der Essenbehälter kann mittelst der
unten beschriebenen Vorrichtung so gedreht werden, daß sich die Mündungen dieser
Düsen nach Erforderniß unter oder über der Oberfläche des Metalles befinden.
– Die Luft muß natürlich mit einer Kraft eingepreßt werden, welche einer
Säule flüssigen Eisens das Gleichgewicht hält, deren Höhe der Entfernung der
Düsenöffnungen von der Oberfläche des Metalles entspricht (bei Bessemer's Versuchen betrug die Höhe dieser Eisensäule 1 1/2 Fuß).
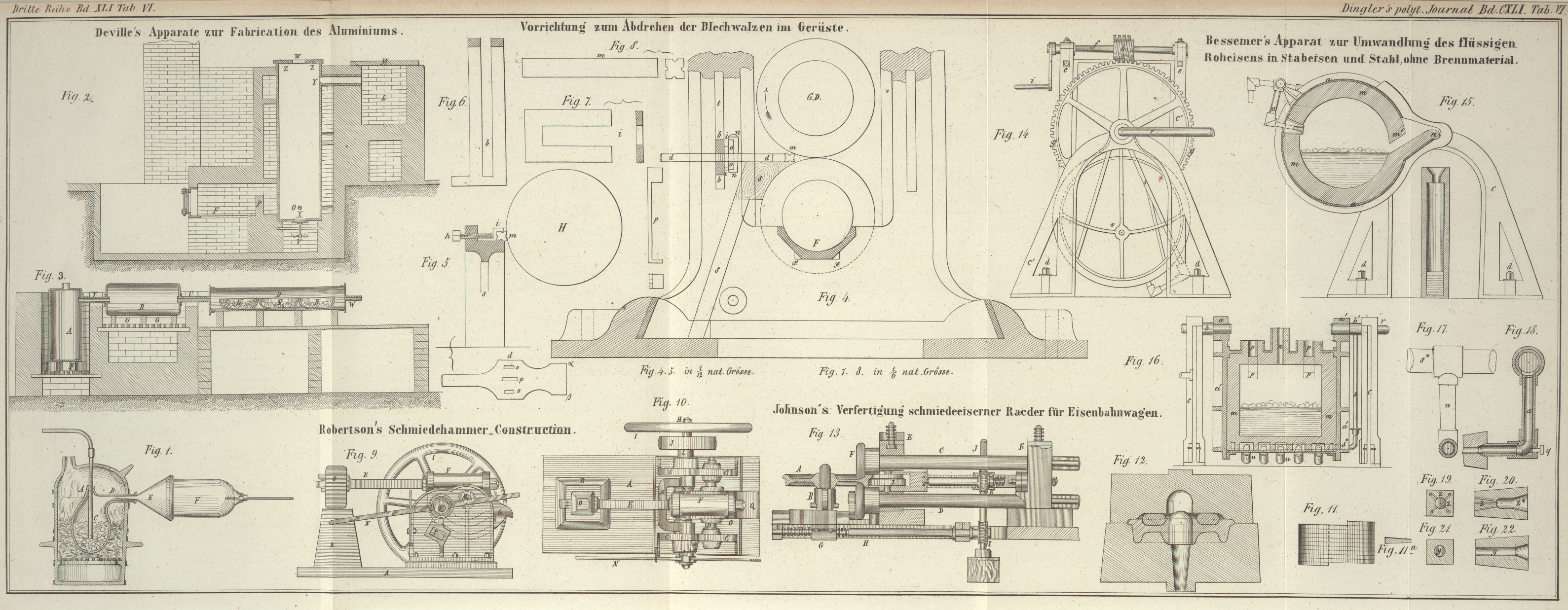
Fig. 14 ist
eine Seitenansicht, Fig. 15 ein Querschnitt und Fig. 16 ein senkrechter
Längendurchschnitt des Eisenbehälters. In Fig. 14 und 15 befindet
sich derselbe in seiner tiefsten Stellung; in Fig. 16 ist er halb
umgedreht.
Fig. 17 und
18 zeigen
im Detail die Windleitungsröhren, Fig. 19 bis 22 die
Düsen.
An den oberen Eisenplatten a', a des Behälters (Fig. 16) sind
Zapfenlager für die Achsen b, b' angebracht, an denen
sich der Behälter drehen kann.
Die beiden eisernen Seitengerüste c, c (Fig. 16) und c', c' (Fig. 14) sind mittelst
der Schrauben d, d mit dem gemauerten Fundament, auf
welchem der ganze Apparat steht, fest verbunden. Die Gerüste c', c' sind höher als die beiden anderen und haben die Lager e, e (Fig. 14) angebolzt, in
denen sich die Welle f dreht. Das Zahnrad g ist auf die Achse b' (Fig. 16) fest
aufgekeilt und erhält seine Bewegung durch die endlose Schraube h, welche mittelst der Kurbel i und der Welle f in Umdrehung gesetzt wird.
– An der Vereinigungsstelle zweier Rippen der Seitenplatten a des Behälters ist ein Zapfen v (Fig.
14) mit einem Haken angebracht, um daran eine Kette befestigen zu können,
welche über eine an der Decke der Hütte befindliche Leitrolle geführt und mit einem
Gegengewicht versehen wird, damit man den Behälter mittelst der beschriebenen
Vorrichtung leichter um seine horizontale Achse drehen kann.
Um den Thonbeschlag m, m (Fig. 16) des Behälters
stellenweise erneuern oder ausbessern zu können, schraubt man entweder eine der
Platten a los, oder bringt an einer der Seiten des
Behälters ein Mannloch an.
Bei m' (Fig. 15) ist der
Thonbeschlag so gestaltet, daß die Schlacken zurückgehalten werden, während das
erzeugte Stabeisen mittelst der vorspringenden Lippe n
in die Form abfließt.
Zu beiden Seiten der Ausgießöffnung n (Fig. 16) des Behälters
befindet sich eine Röhre p für den Austritt der Flammen
und gasförmigen Producte, welche sich während des Processes bilden; damit die
Metalltheile, welche durch die eingepreßte Luft emporgeschleudert wurden, nicht
entweichen können, sind die Röhren p, p an dem innerhalb
des Behälters befindlichen Ende schlangenförmig gewunden.
Die Röhre r (Fig. 14) setzt den
Eisenbehälter mit der Gebläsemaschine in Verbindung; sie wird mit einem Abschlußhahn
versehen, um diese Verbindung unterbrechen zu können. Wie Fig. 16 zeigt, ist die
Windleitungsröhre r an die hohle Achse b' angesteckt, und zwar an die mit derselben verbundene
Stopfbüchse, damit sich jene Achse drehen kann, ohne die Windleitung zu stören. Die
verticale Windleitungsröhre s ist ebenfalls mittelst
einer Stopfbüchse mit der hohlen Achse b' verbunden, sie
biegt sich am untern Ende bei s* rechtwinkelig und lauft
dann horizontal an der Außenseite des Eisenbehälters hin, an welchem Theile von ihr fünf Zweigröhren u ausgehen, um den Wind in den Eisenbehälter zu leiten.
Letzterer ist nämlich an seiner Sohle längs der einen Seite mit fünf quadratischen
Oeffnungen versehen, in welche Thonblöcke gesteckt werden, deren Fugen man dann mit
Lehm verstreicht. In diese Thonblöcke münden die Zweigröhren u mittelst eines conischen Verbindungsstückes Z*, Fig.
20, aus, welches den Wind in eine Oeffnung des Thonblocks führt, von der
aus er mittelst radialer enger Canäle (Düsen) z, z in
das Metall des Behälters gelangt. Fig. 19 ist die
Seitenansicht, Fig.
20 der Durchschnitt eines solchen Thonblocks. – Uebrigens genügt es
auch, für jedes Zweigrohr u in dem Thonblock eine
einzige Düse y (Fig. 21 und 22)
anzubringen.
Wenn es erforderlich ist, einen dieser Thonblöcke wegen eingetretener Beschädigung
auszuwechseln, so dreht man das mit ihm verbundene Zweigrohr u auf der Röhre s* (Fig. 16 und 17), wodurch
sich, wie Fig.
18 zeigt, die über u befindliche
Austrittöffnung des Windes schließt. – Am Winkel jedes Zweigrohrs u kann man einen Schraubenpfropf q (Fig.
18) anbringen, um einer allenfallsigen Verstopfung desselben
abzuhelfen.
Tafeln