| Titel: | Verfertigung der Formen zum Gießen eiserner Kugeln; von Rob. Jobson auf den Holly Hall-Werken bei Dudley, und John Jobson auf den Litchurch-Werken bei Derby. |
| Fundstelle: | Band 142, Jahrgang 1856, Nr. XCVI., S. 418 |
| Download: | XML |
XCVI.
Verfertigung der Formen zum Gießen eiserner
Kugeln; von Rob. Jobson auf
den Holly Hall-Werken bei Dudley, und John Jobson auf
den Litchurch-Werken bei Derby.
Aus dem Repertory of Patent-Inventions, März 1856,
S. 193.
Mit Abbildungen auf Tab.
VI.
Jobson's Verfertigung der Formen zum Gießen eiserner
Kugeln.
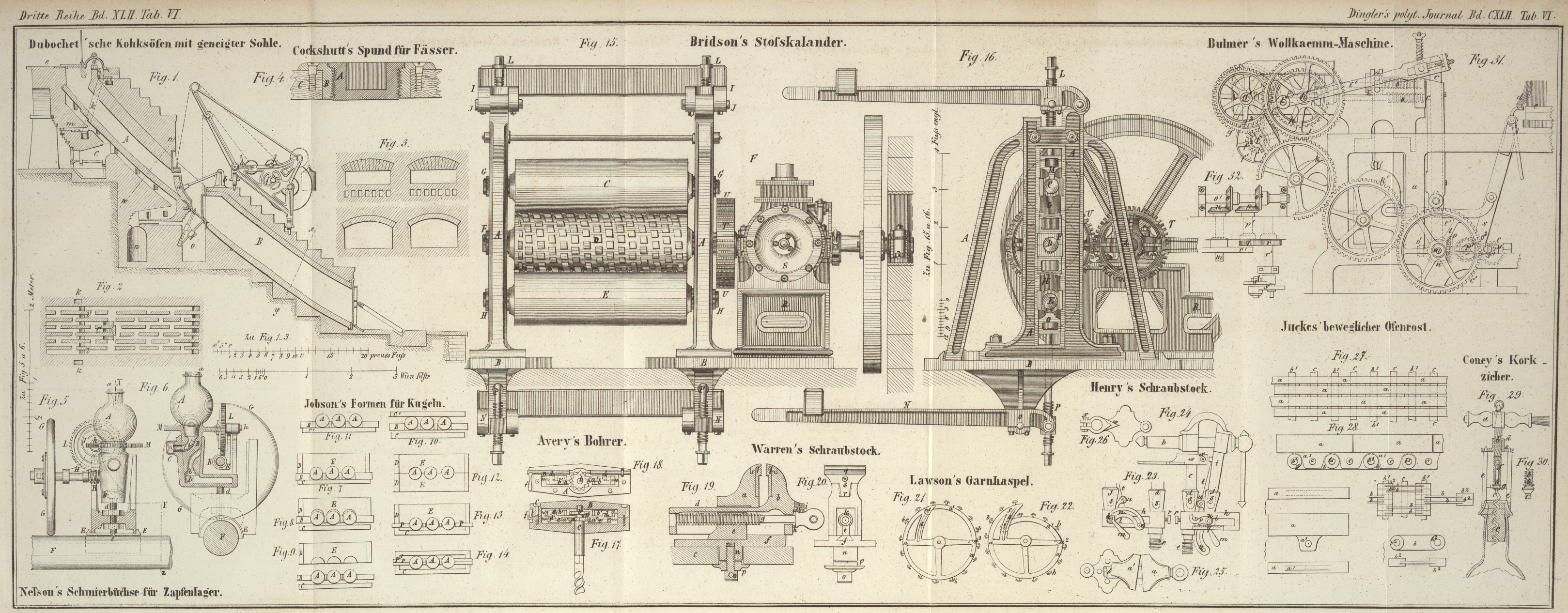
Die Erfinder verfertigen Formen zu Kugeln nach folgendem Verfahren, welches sie sich
am 15. Mai 1855 patentiren ließen: Eine Anzahl von Kugelmodellen wird in Löcher in
einer Platte eingelegt, deren Dicke gleich dem halben Durchmesser der Kugel ist und
die auf eine andere flache Metallplatte gelegt wird, wie Fig. 7 im Durchschnitt
zeigt.
A, A, A ist eine Reihe von losen oder getrennten
Modellen, welche in cylindrische Oeffnungen in der Platte B passen, die auf der Platte C liegt. Es tritt
daher die Hälfte jedes Modelles über die Platte vor. Ein Formkasten D ist auf die Platte B
gesetzt und in denselben wird auf gewöhnliche Weise Sand eingedämmt, so daß die Form
E entsteht. Der Formkasten D,
E und die Platte B werden dann ein wenig
gehoben, wie Fig.
8 zeigt, so daß die Form von den Modellen etwas abgezogen wird, worauf man den
Formkasten gänzlich abhebt, wie Fig. 9 zeigt. Die Modelle
werden durch die durchlöcherte Platte B in ihrer
Stellung erhalten; diese wird dann wieder in ihre frühere Lage niedergedrückt, dann
ein zweiter Formkasten eingedämmt u.s.f. Auf diese Weise wird eine Reihe von
Formhälften oder Unterkasten eingedämmt.
Die zweite Reihe, oder die der Oberkasten, wird auf folgende Weise eingedämmt:
– Die Platte B und die Modelle A werden mit einer andern Platte C' bedeckt, wie Fig. 10 zeigt; dann wird
das Ganze umgedreht und die Platte C abgehoben. Die
Modelle bleiben auf diese Weise auf der Platte C' zurück
und werden durch die Platte B in ihrer Stellung
erhalten; auf diese Weise kommt die untere Seite nach oben, wie Fig. 11 zeigt. Es wird
nun die zweite Reihe der Formhälften in die Oberkasten, ganz auf dieselbe Weise wie
die erste, eingedämmt, und dann werden die Oberkasten auf die Unterkasten gesetzt,
worauf die Formen zum Abguß fertig sind, wie Fig. 12 zeigt. Die
Eingüsse werden während des Eindämmens vorgerichtet. Die Formkastentheile müssen
alle genau zusammenpassen und auch mit der Platte B;
letztere ist auf beiden Seiten mittelst der Hobelmaschine abgerichtet. Die Platten
C und C' sind auf der
oberen Fläche behobelt.
Die gelochte Platte B kann so dick seyn, wie der
Kugelhalbmesser, was bereits bemerkt wurde; oder man kann eine dünnere Platte
anwenden, unter der man jedoch solche Unterlagen anbringt, daß ihre obere Fläche in
einer Ebene mit der Mitte der Kugeln liegt, während dieselben eingedämmt werden, wie
bei P,
Fig. 13,
gezeigt ist. Statt die Platte B oder P auf beiden Seiten zu behobeln und sie zum Eindämmen
beider Formhälften zu gebrauchen, kann man auch zwei solcher Platten anwenden, von
denen jede nur auf einer Seite abgerichtet ist. Diese beiden Platten werden mit
ihren behobelten Oberflächen auf einander befestigt, und die Oeffnungen zur Aufnahme
der Modelle dann durch beide Platten gebohrt, damit sie genau übereinander passen.
Nachdem eine Reihe von Formhälften auf der einen Platte P,
Fig. 13,
eingedämmt worden ist, werden eine zweite Platte P' und
eine Platte C' auf die Platte P und die Modelle A gelegt, wie Fig. 14 zeigt.
Das Ganze wird alsdann gewendet und die Platten C und
P werden weggenommen. Die zweite Reihe von
Formhälften wird nun auf der Platte P' eingeformt und es
bleiben die Modelle auf der Platte C' liegen.
Bei Anwendung der Platten B und P, oder der doppelten Platten P, P' können
mehrere Kugeln zusammen so eingedämmt werden, daß die beiden Formhälften genau
zusammenpassen.
Tafeln