| Titel: | Verbesserungen in der Anfertigung von Kurbelwellen, von Heinrich Bessemer in London. |
| Fundstelle: | Band 156, Jahrgang 1860, Nr. V., S. 9 |
| Download: | XML |
V.
Verbesserungen in der Anfertigung von
Kurbelwellen, von Heinrich
Bessemer in London.
Aus dem London Journal of arts, Januar 1860, S.
15.
Mit einer Abbildung auf Tab. I.
Bessemer's Anfertigung von Kurbelwellen.
Bei der Anfertigung von Kurbelachsen für Locomotiven und andere Maschinen kommt es,
wenn die schmiedeeisernen Stäbe zusammengeschweißt werden, häufig vor, daß die auf
solche Weise zu vereinigenden Theile an den zusammenstoßenden Flächen nicht
vollkommen zusammengeschweißt sind, wodurch dann Risse oder Sprünge entstehen,
welche das Metall an den betreffenden Stellen schwächen, so daß sehr leicht ein
Bruch entstehen kann, wenn die Kurbelwelle starken Erschütterungen ausgesetzt ist.
Diese Uebelstände beim Schweißen sind insbesondere nachtheilig, wenn sie an
denjenigen Theilen der Kurbel vorkommen, welche rechtwinkelig zur Achse stehen, und
wenn die Risse rechtwinkelig zu dieser Richtung, d.h. rechtwinkelig zum Kurbelarm
laufen. Die Richtung, in welcher bei Herstellung einer Kurbel aus einem massiven
Blocke die Faser des Schmiedeeisens durchschnitten wird, strebt gleichfalls diesen
Theil zu schwächen und ihre Widerstandskraft gegen starke Erschütterungen zu
vermindern.
Meine Erfindung (patentirt in England am 16. März 1859) bezieht sich nun auf die
Anfertigung von Kurbelachsen aus einem Stücke ohne Zusammenschweißen, wobei der
homogene Charakter des Metalles jeden Theil, welche Stelle er auch in der Masse
einnehmen mag, fähig macht, dem gleichen Stoße zu widerstehen. Sie besteht zum Theil
in der Fabrication von Locomotiv-Kurbelwellen aus einer Masse homogenen
hämmerbaren Gußeisens, Halbstahls oder Stahls. Die allgemeine Form einer solchen
Masse wird hergestellt, indem man diejenigen Theile der Masse hinwegsägt oder
schneidet, welche keinen Theil der Welle bilden sollen. Die Abfälle können zu Platten
geschmiedet oder gewalzt, oder zu sonstigen Zwecken verwendet werden. Man gibt für
den vorliegenden Zweck dem nach meiner Methode in flüssigem Zustande direct aus dem
Roheisen erhaltenen hämmerbaren Eisen, Halbstahl oder Stahl den Vorzug. Das flüssige
Metall wird in eine eiserne oder sonst geeignete Form zu einer rectangulären Masse
gegossen. Diese wird alsdann zu einem Körper von solchen Dimensionen gewalzt, daß
durch Hinwegschneiden des überflüssigen Metalls die beabsichtigte Kurbelwelle
hervorgebracht werden kann. Das Hinwegschneiden geschieht mittelst einer
Circularsäge, oder mittelst einer Reihe von Circularsägen oder verticalen Sägen,
welche in einem geeigneten Gestell gelagert sind. Letzteres ist mit Schiebern oder
Schlitten versehen, auf denen die Metallmasse den Sägen entgegengeführt wird. Das
Hinwegschneiden des überflüssigen Metalles geschieht, während dasselbe in glühendem
Zustande sich befindet. Die Sägen laufen in Berührung mit Wasser, damit sie kühl
bleiben. Da jedoch die Sägen das zwischen den Kurbelarmen befindliche Metall nicht
ganz hinwegschneiden, so geschieht das Letztere mittelst eines breiten kalten
Meißels, oder das Stück wird herausgebohrt, nachdem die Masse sich abgekühlt
hat.
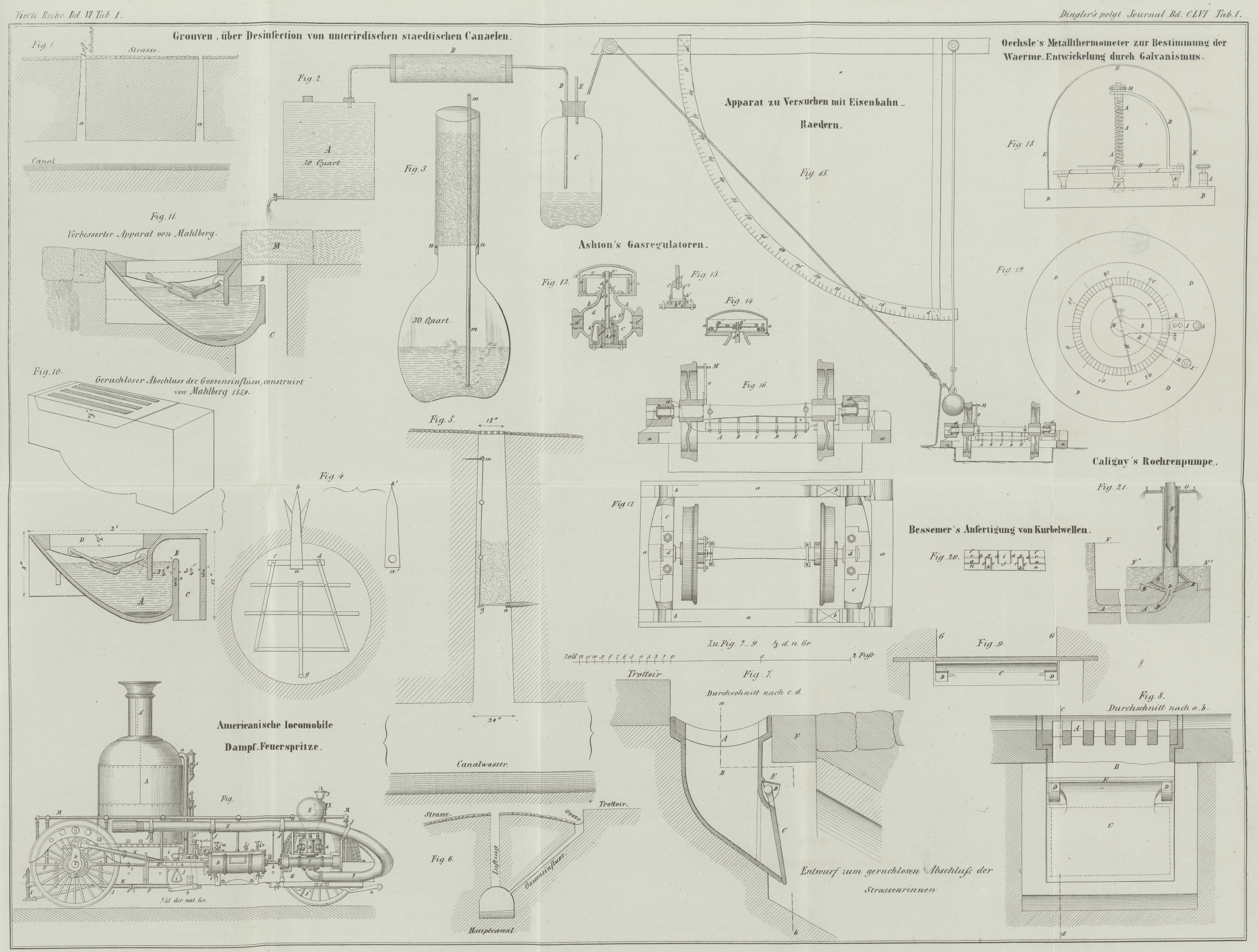
Um eine doppeltgekröpfte Locomotiv-Kurbelwelle anzufertigen, werden zunächst,
wie Fig. 20
zeigt, die Einschnitte a, b, c, d, e rechtwinkelig zu
der Oberfläche des Blockes und dessen Kanten gemacht. Diese Einschnitte bilden
sofort die Hauptumrisse der Kurbel. Die Schnitte c, c
und e, e bilden die Räume zwischen den Armen, und die
Schnitte b, b und d, d
bestimmen die Dicke der Kurbelarme. Durch die Schnitte a,
a werden die rectangulären Stücke f, f von der
Hauptmasse getrennt. Wird nun nach erfolgter Abkühlung der Masse längs der Linien
g, g mittelst eines breiten Meißels ein Einschnitt
gemacht, oder eine Reihe von Löchern so dicht als möglich neben einander gebohrt, so
lassen sich auch die zwischen den Kurbelarmen befindlichen Stücke h, h entfernen. Auf gleiche Weise wird der Theil i durch Einschneiden oder Bohren längs der Linie j beseitigt. Somit hat man die allgemeine Gestalt der
Kurbelwelle einstweilen ins Rohe gearbeitet. Die scharfen Winkel können sodann in
heißem Zustande hinweggesägt oder durch Bearbeitung mittelst des Hammers oder der
Hobelmaschine beseitigt werden. In einigen Fällen, wenn die Kurbelwelle lang ist,
zeigt es sich wünschenswerth, die Endstücke n, n breiter
zu lassen, indem man die Einschnitte etwa in der Gegend der punktirten Linien r, r macht. Die Theile n, n
können alsdann zu dem erforderlichen Durchmesser ausgeschmiedet werden, wodurch sie
sich über die ursprüngliche Länge des Blockes hinaus verlängern. Die Größe dieser
Verlängerung bestimmt sich durch die Lage der Einschnitte r,
r.
Soll die Welle mehrere Kurbeln erhalten, so werden die Kurbelarme in einer und
derselben Ebene mit einander angefertigt, und die überflüssigen Theile der Masse
herausgeschnitten. Die auf solche Weise ins Rohe ausgearbeitete Kurbelwelle kommt
sodann in ein starkes Eisengestell, an welches man einen Theil derselben befestigt.
Ein anderes Stück derselben wird an einen beweglichen Theil des Gestells befestigt,
dessen Achse mit derjenigen der Kurbelwelle coindicirt. Man gibt nun diesem
beweglichen Theile durch ein geeignetes Räderwerk eine Rotation und ertheilt dadurch
der vorher erhitzten Kurbelwelle eine Torsion, bis jeder Kurbelarm die erforderliche
Lage erreicht hat. Nach dieser Procedur werden die Winkel auf die übliche Weise
gehämmert und vollendet.
Tafeln