| Titel: | Fabrication der Uhrfedern von Kugler in Paris. |
| Fundstelle: | Band 158, Jahrgang 1860, Nr. LXXXVI., S. 338 |
| Download: | XML |
LXXXVI.
Fabrication der Uhrfedern von Kugler in
Paris.
Aus Armengaud's Génie industriel, Juli 1860, S.
16.
Mit einer Abbildung auf Tab. V.
Kugler's Fabrication der Uhrfedern.
Nachdem die stählernen Federn ihre Gestalt empfangen haben, müssen sie noch folgenden
Operationen unterworfen werden: 1) dem Glashartmachen, 2) dem Anlassen und 3) dem
Poliren.
Nach dem bisherigen Verfahren werden diese Operationen einzeln und meistens mit sehr
unvollkommenen Mitteln ausgeführt. Kugler nimmt sie
sämmtlich auf einer einzigen Maschine vor, welche ihm am 22. März 1858 für
Frankreich patentirt wurde; an derselben hat er mehrere wesentliche
Vervollkommnungen der Processe angebracht.
In seiner Maschine werden die Federn zunächst in einem Rohre mit rectangulärem
Querschnitt erhitzt, welches aus Gußeisen oder Blech besteht und mit feuerfestem
Thon ausgefüttert ist. Aus dem Rohre gehen die Federn durch ein Oelbad, hierauf
durch Trockenballen und endlich durch einen Apparat, auf welchem sie gerichtet und
angelassen werden. In diesem Zustande sind sie schon zu vielen Zwecken anwendbar.
Bisweilen müssen sie aber auch noch polirt werden, und dieß geschieht bei der Kugler'schen Maschine mittelst eines Systems Bürstenräder
von verschiedenen Durchmessern. Die Bürstenräder können auch durch eine endlose
Bürste ersetzt werden, welche durch eine Kette bewegt wird und mit einer
feststehenden Bürste gemeinschaftlich arbeitet.
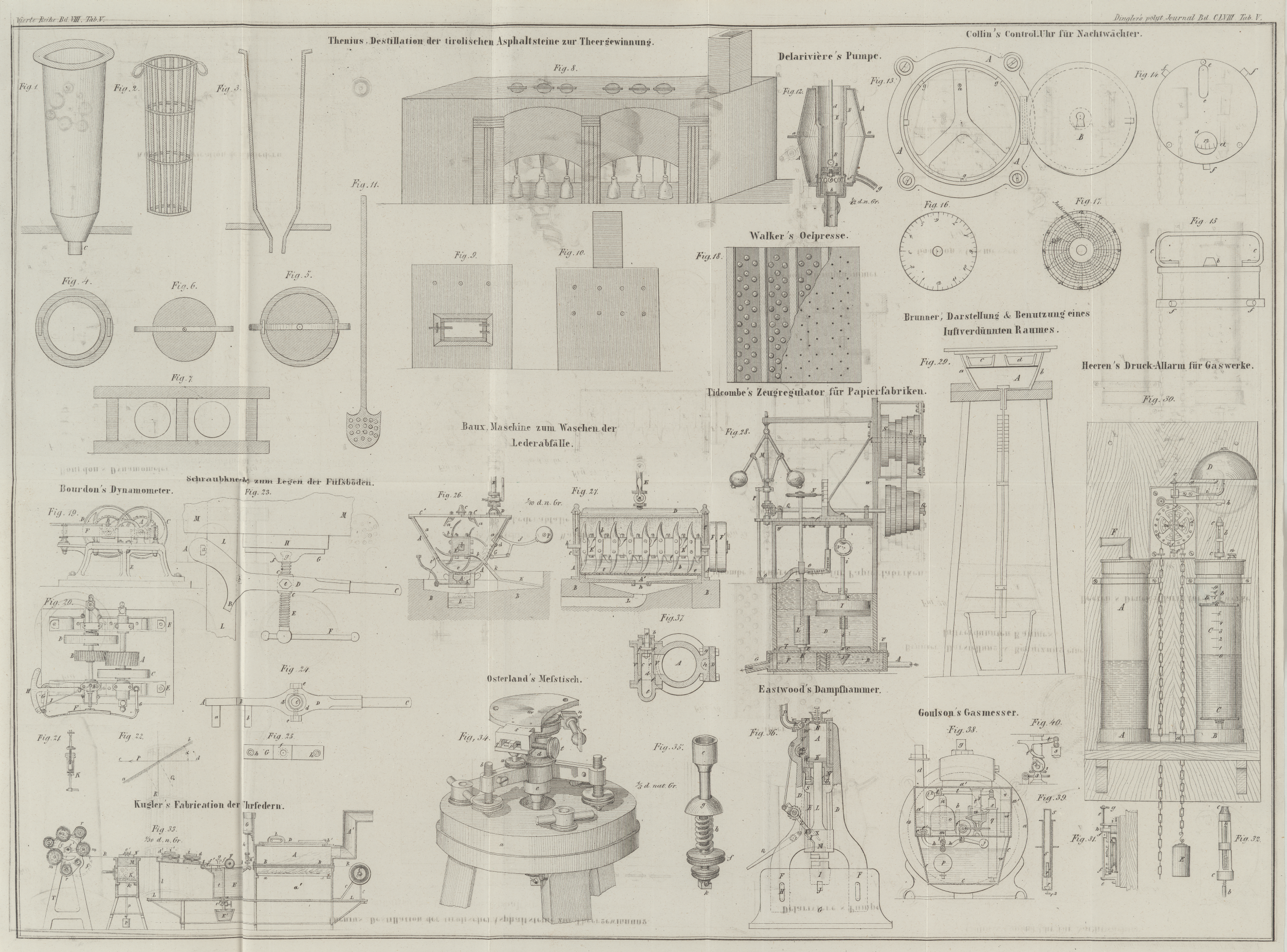
Diese Einrichtung wird durch den in Fig. 33 im Durchschnitt
dargestellten Apparat veranschaulicht. Der eiserne, mit feuerfestem Material
ausgefütterte Ofen A hat einen gußeisernen Deckel D, der um ein Scharnier b'
drehbar ist und vermittelst eines Griffs b gehandhabt
wird. a ist der Rost, a' der
Aschenfall, A' das Abzugsrohr für den Rauch. Der
Haupttheil des Ofens ist das Rohr, welches zur Aufnahme der Feder dient. Dieses Rohr hat
rectangulären Querschnitt von 100 Millimeter Breite und 12 Millim. Höhe und ist
ringsum von der Flamme umgeben, so daß es rothglühend wird. Die Feder R wird von einer Walze C
abgezogen, die auf einem Ständerpaar c über dem Gestelle
der Maschine aufgelagert ist. Beim Austritt aus dem Ofen A gelangt die Feder in das Ablöschgefäß E,
welches rectangulären Querschnitt und oben eine Erweiterung hat und aus Gußeisen
besteht; in demselben liegt eine Druckwalze F auf zwei
Trägern f, die um ein Scharnier f' beweglich sind. Vermittelst der Druckschrauben g kann man die Druckwalze und mithin auch die Feder R., da diese unter der Druckwalze weggeht, mehr oder weniger tief in die
Flüssigkeit eintauchen. Da die Härteflüssigkeit (gewöhnlich Oel) von der
durchgezogenen Feder R rasch erhitzt wird, so muß sie
häufig abgekühlt werden, und dieß geschieht vermittelst eines Reservoirs G und eines mit einem Hahn h' versehenen Speiserohrs h. Die im Uebermaaß
zulaufende Flüssigkeit wird durch ein Wasserstandsrohr e, welches vermittelst des Hahns e' verschließbar
ist, in ein untergesetztes Gefäß E' abgeführt.
Bei dieser Operation sucht sich die Feder beständig zu werfen, sie muß also noch
gerichtet werden. Ehe dieß aber geschieht, wird sie getrocknet. Hierzu dienen die
Trockenballen d, d', welche aus Lederstulpen bestehen,
die durch Gewichte i, i' gegen einander gedrückt werden.
Dieselben liegen in einem flachen Kasten I aus Weißblech
und von rectangulärem Querschnitt, welcher auf der einen Seite in die Erweiterung
des Ablöschgefäßes E einmündet und auf der anderen von
einer Stütze l getragen wird. Die Trockenballen bewegen
sich mit gleitender Bewegung auf einander, wobei ihnen metallene Stifte, welche in
den unteren Ballen befestigt sind und durch Schlitze in den oberen Ballen hindurch
gehen, zur Führung dienen. Der Boden des Kastens I ist
etwas geneigt, damit das von den Trockenballen ablaufende Oel in das Ablöschgefäß
zurücklaufen kann.
Tafeln