| Titel: | Ueber das Frischen des Roheisens auf Schmiedeeisen und Stahl nach Bessemer's Verfahren; vom Ober-Bergingenieur Gruner. |
| Fundstelle: | Band 161, Jahrgang 1861, Nr. XVII., S. 46 |
| Download: | XML |
XVII.
Ueber das Frischen des Roheisens auf
Schmiedeeisen und Stahl nach Bessemer's Verfahren; vom
Ober-Bergingenieur Gruner.
Aus den Annales des
mines, 1861, 5me série, t. XVIII p. 553.
Mit Abbildungen auf Tab.
I.
Gruner, über Bessemer's Verfahren zum Frischen des Roheisens auf
Schmiedeeisen und Stahl.
Geschichtliches. – Als Bessemer im August 1856 der Versammlung der British
association for the advancement of science in Cheltenham seine neue
Frischmethode mittheilte,Polytechn. Journal Bd. CXLI S. 423. schenkte man derselben fast allgemein keinen Glauben, und ich muß gestehen,
daß ich mich ebenfalls den Zweiflern angeschlossen hatte, jedoch mit dem Vorbehalt,
daß das neue Verfahren „brauchbare Producte, sowohl Schmiedeeisen als
Stahl, liefern kann, wenn man nach demselben reines
Roheisen behandelt.“
Bulletin de la Société de l'industrie
minérale, t. II p. 200;
polytechn. Journal Bd. CXLIII S. 432. Aber damals behauptete Bessemer, daß er nach
seiner Methode jegliche Roheisensorte in gutes Schmiedeeisen verwandeln könne,
wogegen in der That die in den Werkstätten der
Great-Northern-Eisenbahn und auf den Hütten von Saint-Pancrace
und Ebbw-vale angestellten Versuche bewiesen, daß die neue Methode die
Versprechungen des Erfinders nicht erfüllt. Bessemer ließ
sich jedoch durch die Erfolglosigkeit der ersten Versuche nicht entmuthigen; er
erforschte die Ursachen des Mißlingens und verwendete von nun an nur noch ein sehr
reines Roheisen. Es wurde zu Sheffield ein Stahlwerk für sein Verfahren errichtet;
zahlreiche Versuche wurden im königl. Arsenal zu Woolwich angestellt, und seit
beiläufig zwei Jahren wird das neue Verfahren sogar schon auf einem schwedischen
Hüttenwerk angewendet. Am 24. Mai 1859 hielt Bessemer in
der Institution of Civil Engineers zu London einen
VortragEin Auszug dieses Vortrags wurde im polytechn. Journal Bd. CLIII S. 270
mitgetheilt. über die bei diesen Versuchen erhaltenen Resultate und legte zur Begründung
seiner Behauptungen zahlreiche Proben von Schmiedeeisen und Stahl vor, die nach
seiner Methode erzeugt waren, überdieß wurden seine Angaben durch den Director des
Arsenals zu Woolwich, den Obersten E. Wilmot bestätigt,
welcher im amtlichen Auftrage den Versuchen beigewohnt und die neuen Producte
probirt hatte. Derselbe gestand übrigens, wie Bessemer,
zu, daß die Methode auf schwefel- und
phosphorhaltiges Roheisen nicht anwendbar ist, und daß diesem Grunde das
Mißlingen der ersten Versuche zuzuschreiben ist, wogegen Bessemer's Methode bei gehöriger Anwendung selbst mit siliciumhaltigem
Roheisen wirklich vortreffliche Producte zu verhältnißmäßig niedrigem Preise
liefert. In Folge wiederholter Versuche entschlossen sich auch andere Eisenwerke die
neue Methode im Großen anzuwenden. So waren die Hütten der Compagnie von Weardale
(Durham), welche ich im Juni v. J. besuchte, damals mit den Einrichtungen zum
Frischen ihres Roheisens nach Bessemer's Methode
beschäftigt; dieses Roheisen wird in den Hohöfen von Towlaw aus dem im Kohlenkalkstein von
Stanhope und Allenhead vorkommenden Spatheisenstein und manganhaltigen Braunerz
erblasen.
In Frankreich hat Jackson, zu Saint-Seurin, nach
derselben Methode das aus dem Brauneisenstein von Vicdessos ausgebrachte
manganhaltige weiße Roheisen auf Gußstahl verfrischt. Die Bessemer'sche Methode ist also bereits zur industriellen Anwendung
gelangt, weßhalb ich dieselbe im Folgenden mit Benützung der erwähnten Abhandlung
von Bessemer und der mündlichen Mittheilungen, welche ich
Hrn. Piccard, Ingenieur des Jackson'schen Stahlwerkes zu Saint-Seurin, verdanke, nach ihrem
gegenwärtigen Standpunkt beschreiben will.
Vorerst bemerke ich, daß Bessemer in seiner Abhandlung
behauptet, er könne das Roheisen nach Belieben in Stahl oder Schmiedeeisen
verwandeln, weil dieß bloß von der Zeit oder der Windmenge abhängt. Aus den
Beobachtungen des Hrn. Piccard geht jedoch hervor, daß
die regelmäßige Erzeugung von Schmiedeeisen schwierig wäre. Dasselbe würde nämlich
nicht immer in flüssigem Zustande bleiben, wenigstens wenn man nicht mit hinreichend
großen Roheisenmassen operirt.
Da übrigens das Frischen auf Schmiedeeisen nothwendig kostspieliger ist, weil die
Dauer der Operation, der absorbirte Wind und insbesondere der Abgang beträchtlicher
sind, während andererseits der Stahl eine fast zweimal so große absolute Festigkeit
hat, so leuchtet es ein, daß das Bessemer'sche Verfahren
jedenfalls nur für die Gußstahlfabrication in allgemeinen Gebrauch kommen wird.
Nachdem Bessemer sich überzeugt hatte, daß seine Methode
auf schwefel- und phosphorhaltiges Roheisen nicht anwendbar ist, verwendete
er Anfangs das beste schwedische Roheisen, und jetzt noch verfrischt er solches in
seinem Apparate, wenn er Stahl erster Qualität für Messerschmiedarbeiten erzielen
will; auch bei Anwendung des Holzkohlenroheisens aus Indien und NeuschottlandDasselbe Roheisen wird in Sheffield durch das Haus Camel und Comp. auf Stahl
verpuddelt. erhielt er ganz gute Resultate. Hernach benutzte er das Kohksroheisen,
welches ausschließlich aus den Rotheisensteinen von Cumberland erblasen wird;
dasselbe liefern die zwei bedeutendsten Eisenwerke dieser Grafschaft,
Cleator-Moor und Workington. Endlich erhielt er auch mit dem Roheisen des
Forest of Dean und demjenigen von Towlaw, welche der Compagnie von WeardaleNach den Abhandlungen der Geological survey
enthalten die Eisenerze von Weardale und von Cleator-Moor nur Spuren
von Phosphor und Schwefel. gehören, sehr gute Producte; letzteres wird aus dem oben erwähnten
Spatheisenstein erblasen,
und das Roheisen des Forest of Dean (wie in Cumberland) aus dem im Kohlenkalkstein
vorkommenden Rotheisenstein. Dagegen erhielt er durch Verfrischen des Roheisens,
welches aus dem im Steinkohlengebirge vorkommenden thonigen Sphärosiderit erblasen
wird, selbst bei Anwendung des besten von Pontypool und Blaenavon, immer ungenügende
Producte.
Anordnung des Apparats. – Bekanntlich besteht der
alte Bessemer'sche Apparat aus einem mit feuerfesten
Steinen gefütterten Ofenschacht, ähnlich dem eines Kupolofens, welcher an den Seiten
mit mehreren Formen versehen ist; in diesen Ofen wurde das vollkommen flüssige
Roheisen hineingeleitet und demselben dann behufs des Verfrischens mittelst eines
Gebläsecylinders Wind von starker Pressung durch die Formen zugeführt.
Der neue Apparat unterscheidet sie von dem vorhergehenden nur durch die Anordnung der
Formen; dieselben befinden sich nicht mehr zur Seite, sondern stehen senkrecht und
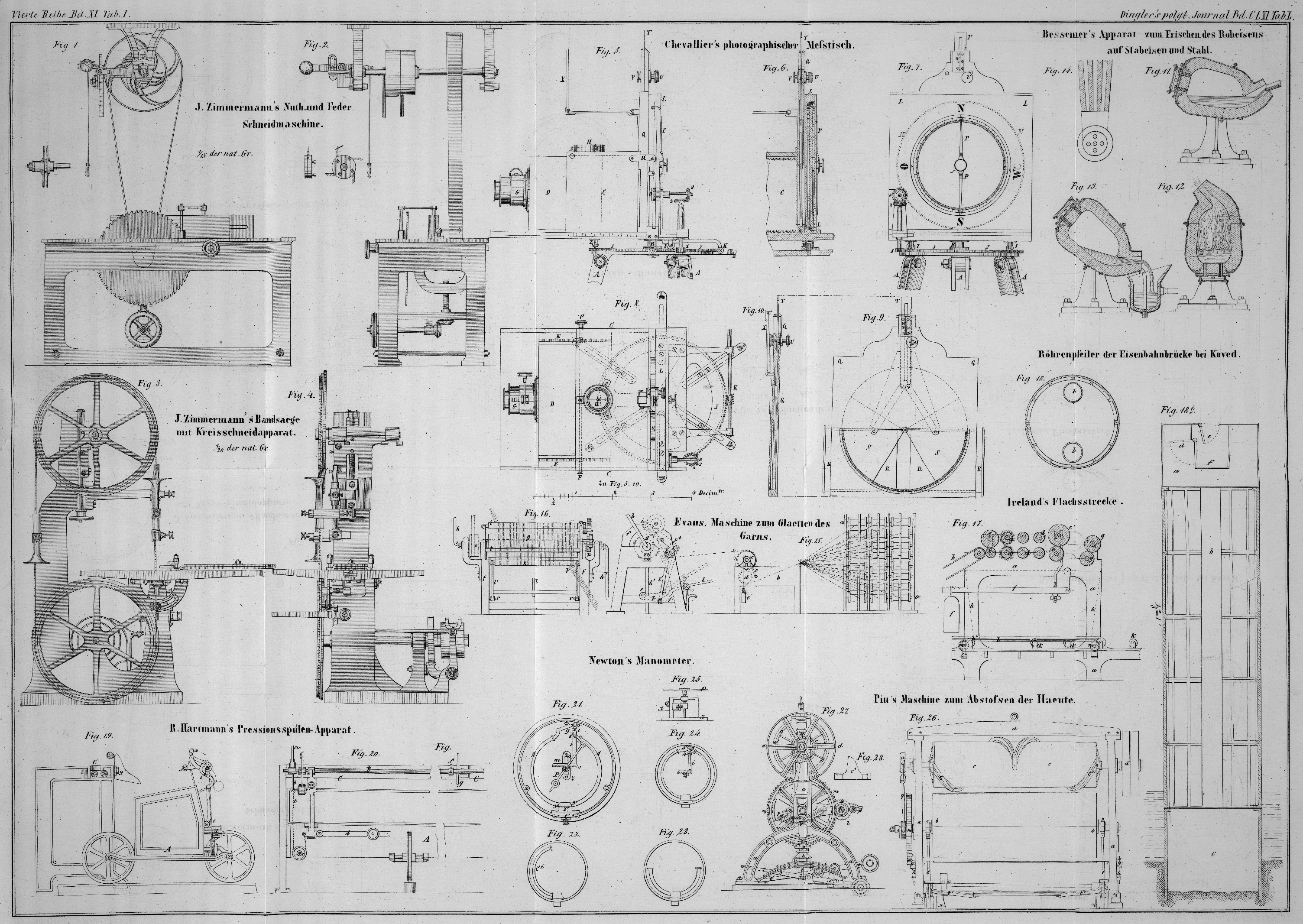
sind in der Sohle des Ofens selbst angebracht. Letzterer hat, wie die Figuren 11,
12 und
13
zeigen, die Gestalt des Bauches einer großen Glasretorte, wie sie in den
Laboratorien gebräuchlich sind. Er besteht aus einem starken Mantel von Eisenblech
oder Gußeisen, welcher mit einem Futter von feuerfestem Pisé (mit
überschüssiger Thonerde) versehen ist. Der Ofen ist um zwei Zapfen beweglich, und
kann mittelst einer Kurbel, welche durch ein Getriebe auf ein Zahnrad wirkt, nach
Rechts oder Links umgedreht werden, wie es die Figuren 11 und 13 zeigen;
unter der Sohle des Ofens befindet sich eine Windkammer, von welcher die verticalen
Formen ausgehen; um die Bewegungen des Ofens nicht zu hindern, wird ihr der Wind
durch die Zapfen zugeführt, welche daher wie die Achsen einer oscillirenden
Dampfmaschine eingerichtet sind.
Die Figuren
11, 12
und 13,
welche Bessemer's Abhandlung entnommen sind, zeigen nur
eine Oeffnung am obern Theil des Ofens, welche sowohl zum Einbringen des Roheisens,
als zum Ausgießen des Stahls und für den Austritt der während der Operation
entstandenen gasförmigen Producte dient. Manchmal ist aber die Retorte am obern
Theil noch mit zwei Seitenöffnungen für den Austritt der Gase versehen. Die
Dimensionen der Retorte hat Bessemer nicht angegeben; sie
hängen nothwendig von dem Gewicht der in einer Operation zu behandelnden Charge ab.
Nun erklärt der Erfinder, daß er 10 bis 20 Tonnen Roheisen auf einmal verfrischen
könnte, er scheint jedoch niemals mit so colossalen Massen operirt zu haben. In
Saint-Seurin werden aber jetzt in Folge zahlreicher Versuche, welche man seit
achtzehn Monaten gemacht hat, zwei Retorten angefertigt, deren jede 500 bis 1000
Kilogr. Roheisen für eine Operation aufnehmen kann. Für eine solche Charge sind die
Hauptdimensionen annähernd folgende: 0,60 bis 0,65 Met. innerer Durchmesser, 1 bis
1,20 Met. Höhe über der Windsohle, 25 Formen oder Windstrahlen von 6 Millimeter
Durchmesser, mit 2 1/2 Atmosphären durchschnittlicher Windpressung. Bei diesen
Dimensionen wäre die Höhe des Metallbades 0,5 Met. für eine Charge von 1000 Kilogr.,
und folglich der Widerstand gegen den Eintritt des Windes 1/3 Atmosphäre.
Die mit den Formen versehene Sohle des Ofens besteht aus mehreren Kegeln, welche aus
feuerfestem Thon geformt und in deren jeden fünf cylindrische Canäle von 6
Millimeter Durchmesser gebohrt sind; diese Kegel sind in Gestalt einer Bogenrundung
mit feuerfestem Thon zusammengekittet (Fig. 14).Die Formen des in Bessemer's Abhandlung
abgebildeten Apparats sind von Gußeisen oder Schmiedeeisen, wie die Figuren
11, 12 und 13
zeigen; aber der Ofen zu Saint-Seurin ist mit fünfundzwanzig
thönernen Formen, ähnlich denen in Fig. 14,
versehen.
Beschreibung der Operation. – Das zu verfrischende
Roheisen kann man direct dem Hohofen entnehmen, sonst muß man es entweder in einem
Kupolofen oder in einem Flammofen umschmelzen; ein Flammofen ist offenbar
vorzuziehen, wenn das Roheisen mit Holzkohlen erblasen ist. Ein derartiger Ofen wird
jetzt zu Saint-Seurin erbaut; er ist für eine Charge von 6000 Kilogr.
berechnet und kann also für mehrere auf einander folgende Operationen das Material
liefern. Das Roheisen muß graues seyn, oder wenigstens weißes blätteriges, stark
gekohltes.
Während das Roheisen zum Schmelzen gebracht wird, erhitzt man die Retorte zum starken
Rothglühen, indem man sie mit Kohks füllt und den Wind wirken läßt. Eine Stunde
reicht dazu meistens hin.
Man wendet alsdann die Retorte um, und reinigt sie sorgfältig von Lösche, Asche und
Schlacke; hernach bringt man sie in die in Fig. 11 gezeichnete Lage,
um das flüssige Roheisen hineinlaufen zu lassen. Sobald die Charge gemacht ist,
stellt man die Retorte wieder aufrecht und gibt sofort den Wind, damit das Roheisen
nicht in die Formen eindringen kann. Das Metall wird, indem die 25 Windstrahlen
hindurch streichen, stark gehoben; die Oxydation des Eisens und der fremdartigen
Substanzen erhöht die Temperatur; es entstehen Schlacken, welche theilweise mit
Eisenkügelchen als Feuerregen aus der Retorte geschleudert werden; die zuerst
violette Flamme geht in Orange, hernach in Weiß über, und die großen Funken, welche man Anfangs
beobachtet, werden immer kleiner und verwandeln sich endlich in einen leuchtenden
Strahl, welcher aus ununterbrochen auf einander folgenden glänzenden Punkten
besteht. Dieses nach einander eintretende veränderte Ansehen der aus dem
Retortenhals entweichenden Feuergarbe gestattet den Fortschritt der Operation zu
beurtheilen. Nachdem der gewünschte Punkt, nämlich die Umwandlung des Roheisens in
Stahl oder in Schmiedeeisen, erreicht ist, neigt man die Retorte im umgekehrten
Sinne der bisherigen Stellung (Fig. 13); man stellt den
Wind ab, und läßt das flüssige Product entweder direct in eine eiserne Zainform oder
vorerst in eine mit feuerfestem Thon gefütterte große kesselförmige Gießpfanne
laufen.Bessemer glaubt, daß die Dauer der Operation
mittelst einer Gasuhr regulirt werden kann, welche die Anzahl von
Kubikmetern Wind mißt. Dieß setzt aber offenbar voraus, daß die von der
Gebläsemaschine angesogene Luft beständig dieselbe Dichtigkeit und dieselbe
Feuchtigkeit hätte, daß sie immer von gleichem Pressungsgrade geliefert
würde, und endlich daß das Roheisen beständig von derselben Beschaffenheit
wäre. Eine solche Gießpfanne ist in Fig. 13 abgebildet. Ein
mit einem thönernen Stöpsel geschlossenes Stichloch ist im Boden derselben
angebracht und gestattet das flüssige Metall mittelst eines Krahns in eine oder
mehrere Zainformen zu gießen.
Sobald die Retorte leer ist, beschickt man sie ohne Verzug wieder, um die Wärme der
Wände auszunützen; dann wird eine zweite Operation wie die erste ausgeführt. Die
Arbeit geht so ununterbrochen fort, bis das feuerfeste Futter der Retorte stark
angegriffen ist, was meistens in weniger als 24 Stunden eintritt; aber mit zwei
Apparaten, welche abwechselnd in Betrieb kommen, kann man ohne Unterbrechung
frischen. Bessemer versichert, daß in England ein
Retortenfutter von Pisé nur 12 Shill. (15 Fr.) kostet, daß es in wenigen
Stunden gestampft ist, schon zwei Stunden nach beendigtem Stampfen das flüssige
Roheisen aufnehmen kann und leicht die Behandlung von 70 bis 90 Tonnen Metall
aushält. Selbst wenn diese Ziffern übertrieben seyn sollten, ist es einleuchtend,
daß die Kosten, welche das Retortenfutter veranlaßt, von keinem Belang sind.
Nach dem Grade der Entkohlung des Roheisens, welchen man zu erzielen beabsichtigt,
beträgt die Dauer einer Operation zwischen 10 und 25 Minuten. Der Abgang beträgt 12
bis 15 Proc. für Stahl; 20 bis 22 Proc. für Schmiedeeisen. Hierzu muß man aber noch
den Abgang rechnen, welchen das Ausrecken des gewöhnlichen Gußstahls veranlaßt.
Behandlung der Stahl- und Eisenstäbe. – Die
Stahl- und Eisenstäbe werden gehämmert oder ausgewalzt, also wie die
ähnlichen Producte des
gewöhnlichen Frischens behandelt, jedoch mit dem Unterschiede, daß es niemals,
selbst nicht für das Schmiedeeisen erforderlich ist, die Schweißhitze zu geben; die
größten Stücke erhält man direct vermittelst des Schmelzens. Es wird weder ein
Packetiren noch ein Schweißen vorgenommen; man reckt das Schmiedeeisen wie den
Gußstahl aus; die Schlacken werden durch das Schmelzen selbst ausgetrieben, und die
mechanische Zugutemachung beschränkt sich gewissermaßen darauf, dem Metall die
gewünschte Gestalt zu geben.
Ein anfängliches Hämmern ist jedoch nothwendig, um die Molecule einander zu nähern,
die Dichtigkeit und folglich die Zähigkeit des Productes zu vergrößen. Dieß ist
übrigens bei jedem gegossenen Metall der Fall; der gewöhnliche Gußstahl erlangt,
ebenso wie das Kupfer und das Zink, seine größte Zähigkeit erst durch ein mehr oder
weniger lange fortgesetztes Hämmern oder Walzen. Diese Zunahme der Zähigkeit
(absoluten Festigkeit) ersieht man deutlich aus den folgenden Resultaten der Proben,
welche im Arsenal zu Woolwich unter der Leitung des Obersten C. Wilmot angestellt wurden.
Zur Probe angewandtes
Metall.*
Der Stab zerrißbei einer mittlerenBelastung
perQuadratzoll in engl.Pfunden.
Der Stab zerrißbei
einer mittlerenBelastung
perQuadratmillimeter inKilogr.
Pfd.
Kilogr.
Zu Stangen gegossenes Schmiedeeisen, nicht gehämmert
41,242
28,99
Zu starken Stäben gegossenes Schmiedeeisen,
gehämmert oder gewalzt
72,613
51,04
Gegossenes Schmiedeeisen, direct zu Kesselblech
gewalzt
68,347
48,04
Zu Stangen gegossener Stahl, nicht gehämmert
(zahlreiche Versuche auf 3 Mittel
berechnet)
45,836 68,259 68,998
32,22 47,98 48,50
Zu Stäben gegossener Stahl, gehämmert oder
gewalzt (zahlreiche Versuche auf 3
Mittel berechnet)
154,825157,881148,324
108,83110,98104,26
* Bessemer bemerkt in seiner Abhandlung nicht, welche Roheisensorten
er verwendet hat; ausAllem was er sagt und insbesondere aus den von ihm
angeführten Preisen geht aber hervor, daß fastsämmtliche zu diesen
Producten verwendete Roheisensorten aus dem Rotheisenstein von
Cumberlandmit Kohks erblasen waren.
Man ersieht aus dieser Tabelle, daß die absolute Festigkeit in allen Fällen mit dem
Hämmern der Stangen zunimmt, und daß dieß besonders auffallend beim Stahl ist.
Außerdem ist, wie wir oben schon bemerkten, die Festigkeit des gehämmerten Stahls
mehr als doppelt so groß wie diejenige des Schmiedeeisens. Vergleicht man überdieß
diese Ziffern mit der Festigkeit des gewöhnlichen Schmiedeeisens und Stahls, so wird
man bemerken, daß das Bessemer'sche Schmiedeeisen etwas
vorzüglicher als das beste gewöhnliche mit Steinkohlen erzeugte Stabeisen ist, denn
letzteres widersteht selten einer Belastung mit 40 bis 45 Kilogr.; dagegen steht das
Bessemer'sche Eisen dem besten Holzkohlen eisen nach,
welches mit 60 bis 65 Kil. belastet werden kann, bevor es zerreißt. Das Bessemer'sche Eisenblech ist verhältnißmäßig besser, denn
die Belastung, welche das geschätzteste gewöhnliche Blech verträgt, überschreitet
nur wenig 40 Kilogr.; sie beträgt z.B. nach Fairbairn
für
Blech von Staffordshire bis
45300 Pfd. oder 32 Kil.
Blech von Lowmoor bis
57120 Pfd. oder 40 Kil.
Endlich besitzt der Bessemer'sche Stahl wirklich eine
ausnehmende Festigkeit, weil sämmtliche Sorten eine Belastung über 100 Kilogr.
vertragen, und mehrere eine solche von 110 Kilogr., wogegen dieselbe für den
gewöhnlichen Stahl meistens unter 100 Kilogr. beträgt.
Die in der Tabelle mitgetheilten Ziffern führen also zu dem Schluß, daß die Bessemer'sche Methode sich insbesondere zur
Stahlfabrication eignet, und daß dieser Stahl eine wenigstens ebenso große Zähigkeit
(absolute Festigkeit) wie der gewöhnliche Gußstahl besitzt.
Wie aus den zu Woolwich angestellten Proben hervorgeht, sind auch hinsichtlich der
übrigen Eigenschaften das Schmiedeeisen und der Stahl, welche nach der Bessemer'schen Methode erzeugt wurden, so gut wie die
geschätztesten Producte der englischen Hüttenwerke. Ein kalter Eisenstab kann ganz
um sich herumgebogen werden, ohne den geringsten Riß zu zeigen, und der Stahl wurde
zur Anfertigung aller Bohr- und Drehwerkzeuge verwendet, welche man in den
Werkstätten zu Woolwich benützt.
Eine Analyse, welche der Chemiker des Kriegsdepartements ausführte, ergab im Bessemer'schen Eisen nur 0,0002 Schwefel mit Spuren von
Phosphor und Mangan, aber weder SiliciumSicilium noch Graphit, und nur eine sehr geringe Quantität gebundenen
Kohlenstoffes.
(Der Schluß folgt im nächsten Heft.)
Tafeln