| Titel: | Die Fabrication des Kapsel- oder Zündhütchenblechs auf den Hütten am Ural; vom Bergingenieur-Lieutenant Antinow. |
| Fundstelle: | Band 164, Jahrgang 1862, Nr. XXVI., S. 94 |
| Download: | XML |
XXVI.
Die Fabrication des Kapsel- oder
Zündhütchenblechs auf den Hütten am Ural; vom Bergingenieur-Lieutenant Antinow.
Nach dem russischen Bergjournal durch die österreichische Zeitschrift
für Berg- und Hüttenwesen, 1862, Nr. 1.
Mit Abbildungen auf Tab.
II.
Antinow, über die Fabrication des Kapsel- oder
Zündhütchenblechs auf den Hütten am Ural.
Zur Fabrication des Kupferblechs dient das Zehentkupfer von den Privatgewerken, weil
alles auf den Permischen Hütten erzeugte Kupfer in die Münze von Jekaterinburg zum
Vermünzen abgeliefert wird. Das Zehentkupfer wird gewöhnlich in Form von Zainen
abgeliefert, welche zwei Operationen, dem Umschmelzen des Kupfers auf kleinen Herden
und dem Auswalzen, unterworfen werden.
1. Umschmelzung des Zehentkupfers. Diese Operation bildet
den wichtigsten Theil des ganzen Betriebes, weil von der Qualität der
umgeschmolzenen Kupferzaine die Güte der Kapselbleche abhängt. Der Zweck der
Umschmelzung besteht im Nachstehenden:
1) Alles von den Gewerken abgelieferte Zehentkupfer enthält fremde Bestandtheile,
nämlich Eisen, Mangan, Wolfram und andere Metalle. Wiewohl ihre Menge unbedeutend
ist, so genügt sie doch, um dem erzeugten Kupferblech eine Sprödigkeit zu ertheilen,
welche es für den Gebrauch untauglich macht. Deßhalb wird das Zehentkupfer auf
kleinen Herden umgeschmolzen, die fremden Metalle durch den Gebläsewind oxydirt und
verschlackt.
2) Das umgeschmolzene Kupfer wird zu Zainen gegossen, welchen man eine für das Walzen
bequeme Form ertheilt. Zum Umschmelzen des Zehentkupfers wird ein Herd von solchen
Dimensionen verwendet, daß er nicht mehr als 4 1/4 Pud (139 Zollpfund) faßt. Diese
Größe ist deßhalb angenommen, weil das Kupfer in kleinerer Menge von den fremden
Beimengungen leichter zu reinigen ist.
Das Herdgestübe wird aus 1 Th. Kohlengestübe, 3 Th. feuerfestem Thon und 6 Th. Sand
gemacht. Alles dieses wird gemengt, ziemlich fein gepocht, eine teigförmige Masse
gebildet und mit ihr der Herd ausgeschlagen. In dem Herd wird eine runde, 7 Werschok
(311 Millim.) breite und 5 Werschok (222 Millim.) tiefe Spur ausgeschnitten. Vor dem
Anlassen des Herdes wird die Spur 8 Stunden lang durch glühende Kohlen ausgewärmt,
worauf das Einschmelzen beginnt.
Es werden Kohlen bis über die Vormündung aufgeschüttet, auf dieselben zwei
Kupferzaine gelegt und diese mit einer kleinen Kohlenlage bedeckt. Nachdem die Düse
unter einem Winkel von 7º gestellt wurde, wird der Wind eingelassen. Durch
die allmählich steigende Hitze fängt das Kupfer an, nach und nach einzuschmelzen und
fließt auf die Sohle der Spur. Die Zeit, in welcher es in Tropfen an der Formmündung
durchgeht, bildet die Hauptperiode der Schmelzung, wobei eine große Fertigkeit in
der Windregulirung erfordert wird.
Die Hitze in dem Herde muß eine solche seyn, daß das Kupfer nicht plötzlich, sondern
allmählich schmelze. Indem die Kupfertropfen an der Formmündung herabfallen, können
sie mit dem eingeblasenen Wind, wobei das Eisen und die anderen fremden Metalle sich
oxydiren, mit der Kieselerde des Herdgestübes sich verbinden und in die Schlacke
gehen. Dabei muh der Arbeiter viel Erfahrung haben, um nicht in eines der Extreme zu
verfallen, welche ungünstige Resultate nach sich ziehen. Wenn die Hitze im Herde
sehr stark ist, schmilzt das Kupfer plötzlich, das Metall passirt schnell den Windstrom,
und in ihm bleiben viele unoxydirte fremde Stoffe, deren letzte Abscheidung nun
durch die Einwirkung des Windes auf das Metallbad schwierig wird. Im
entgegengesetzten Falle, wenn die Hitze schwach ist, beginnt durch die andauernde
Einwirkung des Windes nach der Eisenoxydation das Kupfer sich zu oxydiren, welches,
abgesehen von dem bedeutenden Kupferabbrande, durch gebildetes Kupferoxydul
verschlechtert wird.
Wenn sich die Spur mit dem Kupfer angefüllt hat, wird der Wind abgestellt, die Kohle
von der Oberfläche des geschmolzenen Metalls abgehoben und die Schlacke
abgezogen.
Zugleich damit nimmt man auch die Probe mit einem Probireisen. Dasselbe ist ein
dünner, 1 Sashen (2,1 Meter) langer Eisenstab, dessen Ende etwas gebogen ist, woran
sich eine nicht tiefe, ovale, rinnenförmige Vertiefung befindet. Wenn die Oberfläche
des Metalls von der Schlacke gereinigt ist, wird die Probe mit dem Probireisen
geschöpft und kalt ausgeklopft.
Die gewonnene Probe hat die Gestalt eines Zains von 3 Zoll Länge, 3/4 Zoll Breite und
3/8 Zoll Dicke. Wenn die Probe beim Biegen leicht bricht und einen ziemlich ebenen
Bruch hat, so ist das ein Beweis, daß das Kupfer nicht rein ist, worauf man noch
Kohlen aufgibt und den Proceß fortsetzt.
Bricht endlich die Probe erst nach vielen Biegungen und zeigt sie dabei einen
unebenen, hakigen Bruch und rosenrothe Farbe, so ist das Kupfer rein, und man
schreitet dann zum Gusse.
Vor dem Ausschöpfen des Kupfers wird auf seine Oberfläche eine Papierdüte mit
Quecksilbersublimat geworfen. Auf 1 Pud (32 3/4 Zollpfund) geschmolzenen Kupfers
nimmt man davon 2 Zolotnik (0,017 Zollpfund). Vermöge seines größeren specifischen
Gewichts gegen jenes des Kupfers beginnt der Sublimat auf die Herdsohle zu sinken,
wird aber in dem Augenblick von der starken Hitze zerlegt und in Dämpfe verwandelt,
welche bei ihrem Aufsteigen auf die Oberfläche ein starkes Aufkochen des Metalls
bewirken. Es ist schwer vorauszusetzen, daß der Sublimat einen Einfluß auf die
chemische Zusammensetzung des Kupfers ausübe und den erzeugten Blechen größere
Geschmeidigkeit und Biegsamkeit ertheile, weil die Schmelztemperatur des Kupfers
allzu hoch ist, um den in dasselbe eingeworfenen Sublimat nicht zu zerlegen, so daß
sich die ganze Menge des Sublimats, welche man dem Kupfer zusetzt, ganz gewiß
zerlegt und verflüchtigt.
Der einzige Nutzen, welchen dieser Zusatz haben kann, besteht in dem Aufrühren des
Metalls, in Folge dessen die Kupfertheilchen in dem Schmelzgute gleichmäßiger
vertheilt werden. In dieser Voraussetzung wird man noch mehr dadurch bestärkt, daß
man auch ohne Quecksilbersublimat ein Kupfer von vorzüglicher Güte bekommt, welches
allen Anforderungen der Artillerie entspricht.
Die kurze Zeit, welche der Verf. der Besichtigung dieses Processes widmen konnte,
erlaubte ihm nicht, genaue Versuche anzustellen, allein es scheint, daß die
Umschmelzung des Zehentkupfers die Hauptrolle spielt.
Wenn das Kupfer vor dem Ausgießen durchaus eine Aufrührung bedarf, so kann dasselbe
auf einem mehr mechanischen Wege mit einer Holzstange geschehen.
Das Ausgießen geschieht mit einer langen eisernen Schöpfkelle, welche mit
Kohlengestübe ausgeschmiert wird, damit das Kupfer nicht an das Eisen anhafte. Das
Kupfer wird in neben dem Herde stehende gußeiserne Eingüsse ausgegossen, welche man
zuvor etwas anwärmt.
Die erhaltenen Kupferzaine haben 18 Zoll Länge, 4 Zoll Breite und 3/8 Zoll Stärke.
Die Dimensionen des Kupfers haben einen bedeutenden Einfluß auf den günstigen Gang
des Auswalzens zu Blech, wovon weiter unten gesprochen wird.
Auf jedem Herde kann man in 24 Stunden acht Schmelzungen machen, d.h. 36 Pud (circa 11 Centner) Kupfer umschmelzen. Zwar ist die
unbedeutende Größe der Herde die Hauptursache, daß der Kupferabbrand von 1 Pud
verwendeter Zaine 76 Zolotnik (2 Proc.) beträgt, allein die Anwendung größerer Herde
würde die Verschlackung der fremden Stoffe unmöglich machen, welche die Qualität der
Kupferbleche verschlechtern.
2. Walzen der Zaine. Diese Arbeit zerfällt in zwei Theile,
in das Walzen der Zaine zu Zaggeln und das Walzen der Zaggeln zu Blech.
A. Walzen der Zaine zu Zaggeln. Die beim Umschmelzen
erhaltenen Kupferzaine können im kalten Zustande nicht gewalzt werden, sondern
müssen bis zu einem gewissen Grade erhitzt werden, wozu ein Glühofen nachstehender
Construction dient.
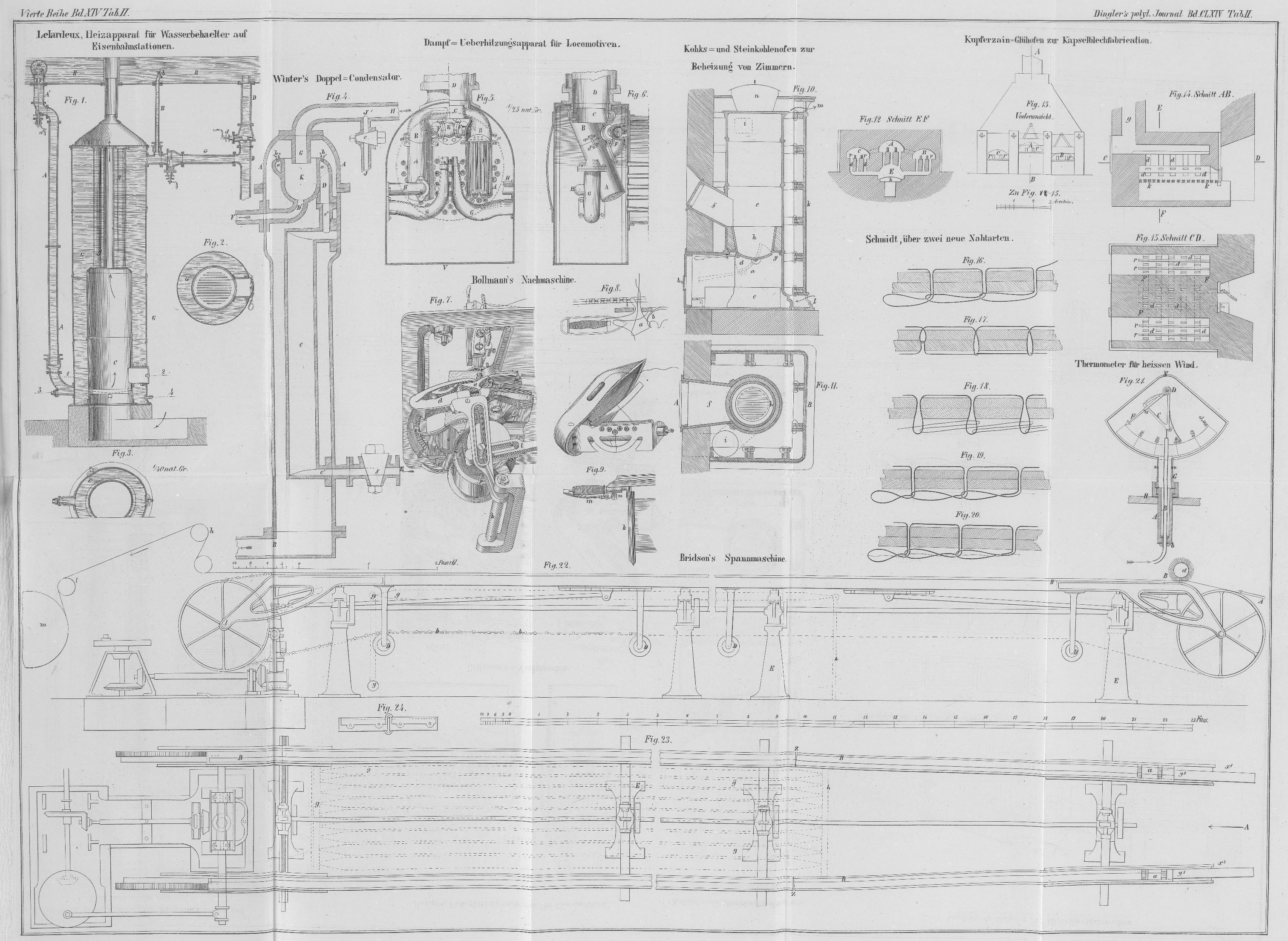
Derselbe besteht, wie die Figuren 12–15 zeigen, aus
drei Abtheilungen, A, B und C. Jede der Abtheilungen hat durch die Canäle d eine Communication mit der gemeinschaftlichen Heizung E unter dem Ofen. Die Abtheilungen B und C an den Seiten sind
mit der mittleren Abtheilung A durch die Füchse F verbunden, so daß sich die ganze Hitze in der oberen
Abtheilung A sammelt und von da in die in der Ofenmitte
angebrachte Esse G entweicht.
Um die erhitzten Zaine aus dem Ofen bequemer ausziehen zu können, sind längs jeder Abtheilung zwei
parallele Eisenstäbe r, auf welche man die Zaine
lagenweise legt. Die Oeffnungen in den Abtheilungen befinden sich an der vorderen
Ofenseite und in dem Schürraum rückwärts. Hat man auf dem Rost K das Feuer angemacht, so beginnt man mit dem Eintragen
der Zaine in den Ofen. Da die umgeschmolzenen Zaine eine bedeutende Dicke haben und
daher zu ihrem Durchglühen eine größere Hitze bedürfen als jene, welche schon einige
Mal durch die Walzen gelassen wurden, so werden sie anfangs in der Abtheilung A erhitzt, wo sich die ganze Flammenhitze des Ofens
concentrirt. Die rothglühenden Zaine werden mit Zangen zu den Walzen, dem
sogenannten ersten Streckwerk, gebracht. Die untere Walze wird in Bewegung versetzt
durch die Transmission von irgend einer Betriebskraft (auf den Permischen Hütten von
einem Wasserrade, in Jekaterinburg von einem Ventilator) und die obere Walze bewegt
sich in Folge der Reibung des durchgelassenen Zaines. Ueber den Walzen ist ein Rad,
durch dessen Umdrehung rechts oder links die obere Walze nach Bedarf gehoben oder
niedergelassen werden kann.
Anfangs gibt man dem Cylinder einen solchen Abstand, daß er nicht viel kleiner ist,
als die Dicke des zu walzenden Zaines. Dann nimmt man mit der Zange den erhitzten
Zain und giebt ihn zwischen die Walzen. Ein Arbeiter, welcher auf der anderen Seite
steht, erfaßt den durchgelassenen Zain und reicht ihn über die obere Walze. Hierauf
werden die Walzen einander genähert und der Zain zum zweiten Male durchgelassen, was
fünf bis sechs Mal wiederholt wird. Die durch das Walzen erhaltenen Zaine heißen
Zaggeln (cernivi bolwanki). Ihre Größe pflegt
verschieden zu seyn und hängt von der Dicke der Zaine ab. Ihr Gewicht beträgt 7 bis
10 Pfd. Die Zaggeln werden zu zweien zusammengelegt, in einer der Abtheilungen B oder C rothglühend gemacht
und in diesem Zustande paarweise gewalzt.
Während des Abgießens der Zaine ist es oft ziemlich schwierig, die Eingüsse
vollkommen horizontal zu stellen, so daß das eine Ende manchen Zaines dicker ist.
Der Zaggel von einem solchen Zaine ist auch uneben. Deßhalb werden, nachdem die
Zaggeln zum zweiten Male gewalzt worden sind, alle ihre Unebenheiten mit einer
Schere abgeschnitten und die Zaggeln zu vieren zusammengelegt. Von 100 Pud
Zainkupfer fallen 8 1/2 Pud Abschnitzel. Damit ist die erste Hälfte der Walzarbeit
der Zaine beendet. Da man zum Erhitzen der gewalzten Zaggeln nicht mehr eine so
große Hitze wie zu den Zainen braucht, werden die Zaggeln in einem anderen Glühofen,
jedoch von einer ganz gleichen Construction wie der erste ist, geglüht. Eben so
dienen zum letzten Auswalzen andere Walzen, welche sehr rein und genau abgedreht
sind.
In den ersten Glühofen werden auf ein Mal gegen 110 Zaine eingetragen. Die Menge der
geglühten Zaine hängt ab von dem Gange des Walzens. Gefeuert wird mit Holz.
Die Menge der in 24 Stunden auszuwalzenden Zaine ist von der Stärke der verwendeten
Zaine abhängig.
So z.B. werden in 24 Stunden bei 5/8 Zoll Stärke von den Zainen circa 600 Stück ausgewalzt.
Man versuchte einige Mal die Dicke der Zaine zu vermindern, d.h. sie dünner zu
gießen, wobei man zwei wesentliche Vortheile im Auge hatte: 1) daß sich solche Zaine
schneller erhitzen und man weniger Holz bedürfe, 2) daß statt die Zaine durch die
Walzen sechs bis sieben Mal gehen zu lassen, sie nur drei bis vier Mal gewalzt
werden, wodurch der Betrieb gefördert wird. In der That wurden, indem man 3/8 Zoll
dicke Zaine goß, täglich gegen 900 Stück solcher Zaine ausgewalzt, dagegen zeigte
sich die Schwierigkeit, einen regelmäßigen und vollkommen reinen Guß zu erzielen.
Die kleinsten Unebenheiten und Fehler des dünneren Zaines kamen auf dem erzeugten
Bleche deutlicher zum Vorschein. Eine große Menge untauglicher Bleche verminderte
die erwähnten Vortheile.
Beim Auswalzen der Zaine zu Zaggeln fällt stets Kupferblechspan, welcher mit den
Abschnitzeln zum Umschmelzen kommt. Täglich erhält man gegen 1 Pud Glühspan und von
1 Pud gewalzten Kupfers circa 16 Zolotnik (0,4
Proc.).
B. Walzen der Zaggeln zu Blech. Die beschnittenen und zu
vier Stück zusammengelegten Zaggeln werden in die Abtheiluug A des zweiten Glühofens eingetragen. Dort erhitzt man sie bis zur
Kirschrothhitze, worauf sie durch die sogenannten Justirwalzen zu Blech ausgewalzt
werden. Vor dem Walzen wird jeder Zaggel etwas in die Höhe gehoben und zwischen sie
Kohlenstaub aufgestreut, damit die vier Zaggeln beim Walzen nicht zusammenkleben.
Die mit Kohlenstaub bestreuten Zaggeln werden an den Seiten gerichtet und durch die
Walzen gelassen. Durch das Walzen werden die Zaggeln allmählich dünner, und dann ist
es ziemlich sicher, sie über die Walzen zu reichen. Zur größeren Bequemlichkeit ist
hinter den Walzen ein beweglicher Tisch vorgerichtet. Während der Arbeiter das eine
Ende desselben mit dem Fuße niederdrückt, erhebt sich das andere in das Niveau der
oberen Walze. Dann braucht man die auf dem Tische liegenden Zaggeln nur etwas nach
vorn zu rücken, um sie nun sehr leicht auf die andere Seite des Streckwerks zu
reichen. Nach jedem Durchlaß der Zaggeln werden die Walzen einander genähert. Die
vier Mal durch die Walzen gelassenen Zaggeln sind schon so abgekühlt, daß sie einer
zweiten Hitze bedürfen. Während des Walzens kühlen sich die äußeren Zaggeln, nämlich der
obere und der untere, durch die Berührung mit den Walzen weit schneller ab, als die
zwei mittleren, wodurch sich die letzteren, indem sie weicher als die ersteren sind,
mehr ausdehnen, weßhalb nach vier Durchlässen die Zaggeln jedesmal gewechselt
werden, d.h. der obere und der untere Zaggel werden in die Mitte gelegt und die
mittleren zwei kommen an deren Stelle. Dann werden sie in der Abtheilung B oder C erhitzt, mit
Kohlenstaub bestreut und so lange gewalzt, bis sie die gehörige Stärke annehmen.
Durch das Walzen der erhitzten Zaggeln bekommt man Bleche, welche stets mit
Kupferglühspan bedeckt sind. Zur Abscheidung desselben werden die Bleche in dem
Glühofen bis zum Rothglühen erhitzt und dann ins kalte Wasser getaucht.
Von einem Pud verwendeten Kupfers fallen circa 25
Zolotnik (2/3 Proc.) Glühspan ab. Die erzeugten Bleche werden sortirt und zu solchen
Dimensionen beschnitten, wie sie von der Artillerie für die Kapselbleche verlangt
werden. Bei Einleitung des Betriebes wurde anfangs erfordert, daß man bloß ganze
Bleche erzeuge, welche 58 1/2 bis 59 Zoll lang, 15 3/4 bis 16 Zoll breit und 6 Pfund
44 Zol. bis 5 Pfund 50 Zol. (5 3/4 bis 5 Pfund) schwer waren.
Solche große Dimensionen der Vieche behinderten den guten Gang des Betriebes sehr, um
so mehr, da die Arbeiter noch nicht gehörig eingeschult waren. Man erhielt viele
Bruchstücke und Ausschußbleche, verwendete unnöthige Zeit auf das Umschmelzen,
verbrannte mehr Brennmaterial und hatte größeren Kupferabbrand. Zur Erleichterung
des Betriebes ließ die Artillerie in der ersten Zeit auch die Fabrication von halben
Blechen zu, welche 29 1/2 bis 30 Zoll lang, 15 3/4 bis 16 Zoll breit und 3 Pfund 25
Zol. bis 2 Pfund 73 Zol. (2,96 bis 2,60 Pfund) schwer waren.
Allein auch dabei erhielt man viel Ausschuß und Abschnitzel, weil, wenn das eine Ende
des Blechs fehlerhaft war, man das Blech in der Hälfte abschneiden, so daß die eine
Hälfte umgeschmolzen werden mußte.
Im Jahre 1853 wurde erlaubt, auch Dreiviertelbleche von 44 1/2 bis 45 Zoll Länge, 15
3/4 bis 16 Zoll Breite und 4 Pfund 85 Zol. bis 4 Pfund 13 Zol. (4,43 bis 3,75 Pfund)
zu erzeugen.
Die fertigen Bleche werden nach einem eisernen Rahmen mit einer Schere zu ganzen,
dreiviertel und halben Blechen zugeschnitten,
Die Artillerie verlangt, daß die Menge der Dreiviertelbleche nicht über 1/6, der
halben nicht über 1/12 von den ganzen Blechen dem Gewicht nach beträgt.
Die sortirten Bleche werden einem Uebernehmer von der Artillerie übergeben, welcher
eine besondere Instruction hat.
Ein gutes Blech muß folgende Eigenschaften haben:
1) Die gehörigen Dimensionen und das gehörige Gewicht.
2) Die Oberfläche muß eben seyn, möglichst glatt, ohne Schnitte, Falten, Sprünge,
Schiefer u. dergl.
3) Das Blech muß bis zu einem gewissen Grade geschmeidig und dehnbar seyn.
Die ersten zwei Eigenschaften zeigen sich schon bei der Besichtigung der Bleche und
ihrer Vergleichung mit dem Normalgewichte und den Normaldimensionen. Zur Prüfung der
dritten Eigenschaft dient eine besondere Probe. Es wird nämlich von dem Blech ein
dünner Streifen von 5 Zoll Länge und 1/2 Zoll Breite abgeschnitten. Ein Ende
desselben wird in einen Schraubstock fest eingespannt und das andere Ende seitweise
so gebogen, daß es mit dem eingeschraubten einen rechten Winkel bildet. Nun macht
man mit einem hölzernen Hammer drei Schläge, biegt das freie Ende des Streifens auf
die andere Seite, macht wieder drei Schläge, stellt endlich den Streifen senkrecht
in dem Schraubstock auf, und wenn er nicht bricht, d.h. in dieser Lage bleibt, so
hat das Blech die Probe ausgehalten und wird übernommen.
Im entgegengesetzten Falle kommt es in den Ausschuß und zum Umschmelzen. Nach der
Uebernahme durch die Artillerie werden die Bleche in hölzerne Kisten fest verpackt
und in die Zündhütchenfabriken versendet.
Tafeln