| Titel: | Hydraulische Presse zum Schnellschmieden (System Haswell). |
| Fundstelle: | Band 169, Jahrgang 1863, Nr. CIX., S. 413 |
| Download: | XML |
CIX.
Hydraulische Presse zum Schnellschmieden (System
Haswell).
Aus der Zeitschrift des Vereins deutscher
Ingenieure, Bd. VII S. 287.
Mit Abbildungen auf Tab.
VI.
Hydraulische Presse zum Schnellschmieden.
Wir entnehmen den „Mittheilungen über die zur Londoner Ausstellung im Jahre
1862 von der k. k. priv. österr. Staats-Eisenbahn-Gesellschaft
gesendeten Gegenstände“ auszüglich die folgenden, leider den
Gegenstand nicht ausreichend klar erläuternden Notizen über eine eigenthümlich
construirte Dampfschmiedepresse, deren Zeichnung auf der
Londoner Ausstellung zu sehen war. Die Maschinenfabrik der k. k. priv. österr.
Staats-Eisenbahn-Gesellschaft in Wien, in welcher diese Presse gebaut
wurde, ist seit 1840 im Betriebe und hat bereits außer stationären Dampfmaschinen
und den Neben-Erzeugnissen der Maschinen-Industrie circa 608 Locomotiven und 5640 Wagen geliefert. Die
jährliche Erzeugung ist jetzt auf 75 Locomotiven und 1200 Wagen gebracht.
Das Schweißen, welches gewöhnlich in den Hütten mittelst Walzwerken und Dampfhämmern
bewerkstelligt wird, kann durch Druck auf andere Weise erzielt werden, und bietet
die Verwendung der hydraulischen Presse zu diesem Zwecke
den Vortheil großer Kraftentwickelung und der stufenweisen Wirkung, welche das
vollständige Ausfüllen der Matrizen mit dem eindringenden Eisen sehr begünstigt.
Die hydraulische Presse nach dem System des Hrn. Haswell,
Directors der Wiener Maschinenfabrik, wurde auf Bestellung des Hrn. Mayr, Hüttenbesitzers in Leoben, gebaut, welcher dieselbe
dazu bestimmt hatte, Kolben für Dampfmaschinen, Kurbeln und Maschinentheile aus
Stahl mit Matrizen zu erzeugen.
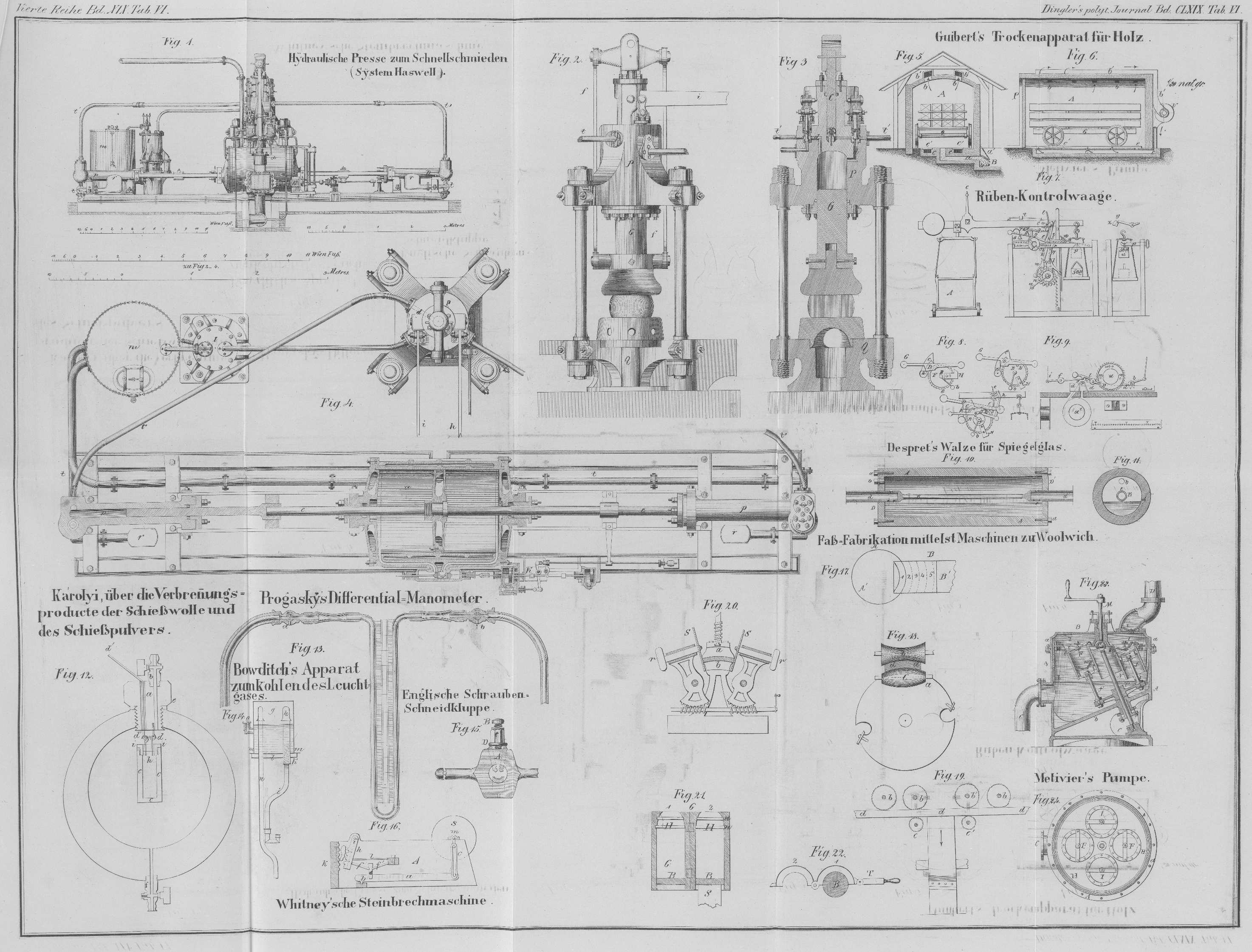
Der Gang des Apparates wird durch nachstehende Beschreibung der Abbildungen, Fig.
1–4, erläutert.
a horizontaler Dampfcylinder.
K Regulator für den großen Schieber des Cylinders a.
c, c Kolbenstangen des Cylinders a, welche Mönchkolben in den beiden Saug- und Druckpumpen p, p bilden.
t, t Saugröhren der Pumpen p,
p.
r, r Luftrecipienten zur Regulirung der Arbeit der
Pumpen p, p.
t', t' Zuleitungsröhren für das in den Körper der Presse
P ausgestoßene Wasser.
P Körper der Presse aus Gußeisen, bestehend aus zwei
über einander gestellten Cylindern. Im unteren Cylinder bewegt sich der Kolben G, welcher eigentlich schmiedet, im oberen der
Gegenkolben C, welcher zur Hebung des Kolbens G dient.
f, f Bleuelstangen zur Verbindung der beiden Kolben G und C.
Q Chabotte des Amboses, welche den Körper der Presse
mittelst 4 eiserner Säulen trägt.
d, d Röhren aus Gußeisen, in einem Stücke mit dem Körper
der Presse P gegossen; dieselben leiten das Wasser von
den Pumpen p, p zu den Preßcylindern und von den
Preßcylindern zum Reservoir l.
s, s Stangenventile, welche die Communication zwischen
den Pumpen p, p und der Presse, ferner zwischen der
Presse und dem Reservoir öffnen und schließen.
i, h Hebel zur Handhabung der Stangen obiger
Ventile.
K', K', Fig. 1, kleine
Dampfcylinder, welche vermittelst Bleuelstangen auf die äußersten Enden der Hebel
i und h wirken.
l Reservoir, welches das Wasser der Presse aufnimmt,
wenn der Schmiedekolben hinaufsteigt. Indem man den Dampf unter einen Kolben,
welcher sich im Reservoir l befindet, wirken läßt, kann
man das Wasser in den Preßcylinder treiben und so den Kolben bis auf den zu
schmiedenden Gegenstand hinabsteigen lassen. Durch die Wirkung der Pumpen p, p wird der Druck vollendet.
m Reservoir, welches das Speisewasser der Pumpen p, p liefert und zugleich das überschüssige Wasser des
Apparates l aufnimmt.
Nehmen wir an, daß der Schmiedekolben G am höchsten
Punkte seines Hubes angelangt ist, und daß sich das zu schmiedende Stück mit den
Matrizen oder Gesenken, welche ihm die Form geben sollen, auf seinem Platze am Ambos
befindet, so stellt man die Ventile s, s so, daß daß sie
die Communication zwischen dem Reservoir l und dem
Cylinder der Presse oder des Schmiedekolbens G öffnen;
dann läßt man den Dampf auf den Kolben des Reservoirs l
wirken. Das durch diesen Kolben hinausgetriebene Wasser macht den Schmiedekolben G rasch hinabgehen, bis er die Matrizen oder das zu
schmiedende Stück berührt, welches auf diese Weise einen Druck erleidet, der der
aufgewendeten Arbeit entspricht. Nun wird die Stellung der Ventile s, s verändert, um den Preßcylinder mit den Pumpen p, p in Communication zu setzen. Der Kolben des Reservoirs l hört zu arbeiten auf, und man läßt den Dampf in den
großen Cylinder a ein, um die Pumpen der hydraulischen
Presse auf den Schmiedecylinder G bis zum Maximum des
Druckes, den man erreichen kann oder will, wirken zu lassen.
Nun stehen die Apparate so, daß die Pumpen auf den Gegenkolben C allein wirken, und daß der Preßcylinder mit dem Reservoir l communicirt. Nun ist der Schmiedekolben G in seine ursprüngliche Stellung zurückgeführt und wird
in dieser Stellung durch das unter dem Gegenkolben zurückbehaltene Wasser oder
nöthigenfalls durch Verkeilung erhalten.
Durch die Handgriffe, mittelst welcher man den Schmiedekolben herabgehen macht,
entleert man auch zugleich den Cylinder des Gegenkolbens.
In dieser Maschine kann der Druck, welcher dem Wasser in der Presse ertheilt wird,
392 Atmosphären (d. i. 4998 Wiener Pfund per Wiener
Quadratzoll) erreichen, und da der Kolben der Presse einen Durchmesser von 1 Fuß 7
Zoll 7 Linien hat, so beträgt der durch das Wasser auf die obere Fläche dieses
Kolbens ausgeübte Druck 1364 Wiener Pfund.
Diese Presse hat mit dem besten Erfolge in der Wiener Maschinenfabrik vom Monat Juli
1861 bis zu Ende desselben Jahres gearbeitet, wo dieselbe probeweise zur Anfertigung
von Dampfmaschinenkolben, schmiedeeisernen Radbestandtheilen, Kolbenstangen-
und Bleuelstangen-Köpfen und verschiedenen anderen Bestandtheilen für
Locomotiven und Waggons, deren Schmieden auf gewöhnlichem Wege sehr schwierig und in
manchen Fällen unmöglich gewesen wäre, benutzt wurde.
Da die erste Maschine, wie bereits oben gesagt wurde, für das Leobener Eisenwerk des
Hrn. Mayr bestimmt ist, hat sich die Wiener
Maschinenfabrik durch diesen vollständigen Erfolg veranlaßt gesehen, eine zweite
Maschine nach diesem Muster für ihren eigenen Bedarf auszuführen.
Tafeln