| Titel: | Bördel- und Sickenmaschine für Spengler. |
| Fundstelle: | Band 189, Jahrgang 1868, Nr. LXVIII., S. 289 |
| Download: | XML |
LXVIII.
Bördel- und Sickenmaschine für
Spengler.
Mit Abbildungen auf Tab.
IV.
Bördel- und Sickenmaschine für Spengler.
In der Spenglerwerkstätte des Hrn. Petri in Darmstadt
befindet sich eine Bördel- und Sickenmaschine von Eduard Stuckert in München, welche
zur vollkommenen Zufriedenheit des Besitzers arbeitet und in der That als einfaches
und recht praktisches Hülfswerkzeug bezeichnet werden kann.
Man kann mit dieser Maschine nicht nur gerade und runde Blechkanten bördeln (den Rand
aufbiegen), sondern auch Sicken (Wulste), Gesimse, Cannelirungen, Verzierungen etc.
in gerade und runde Bleche leicht und schnell einarbeiten.
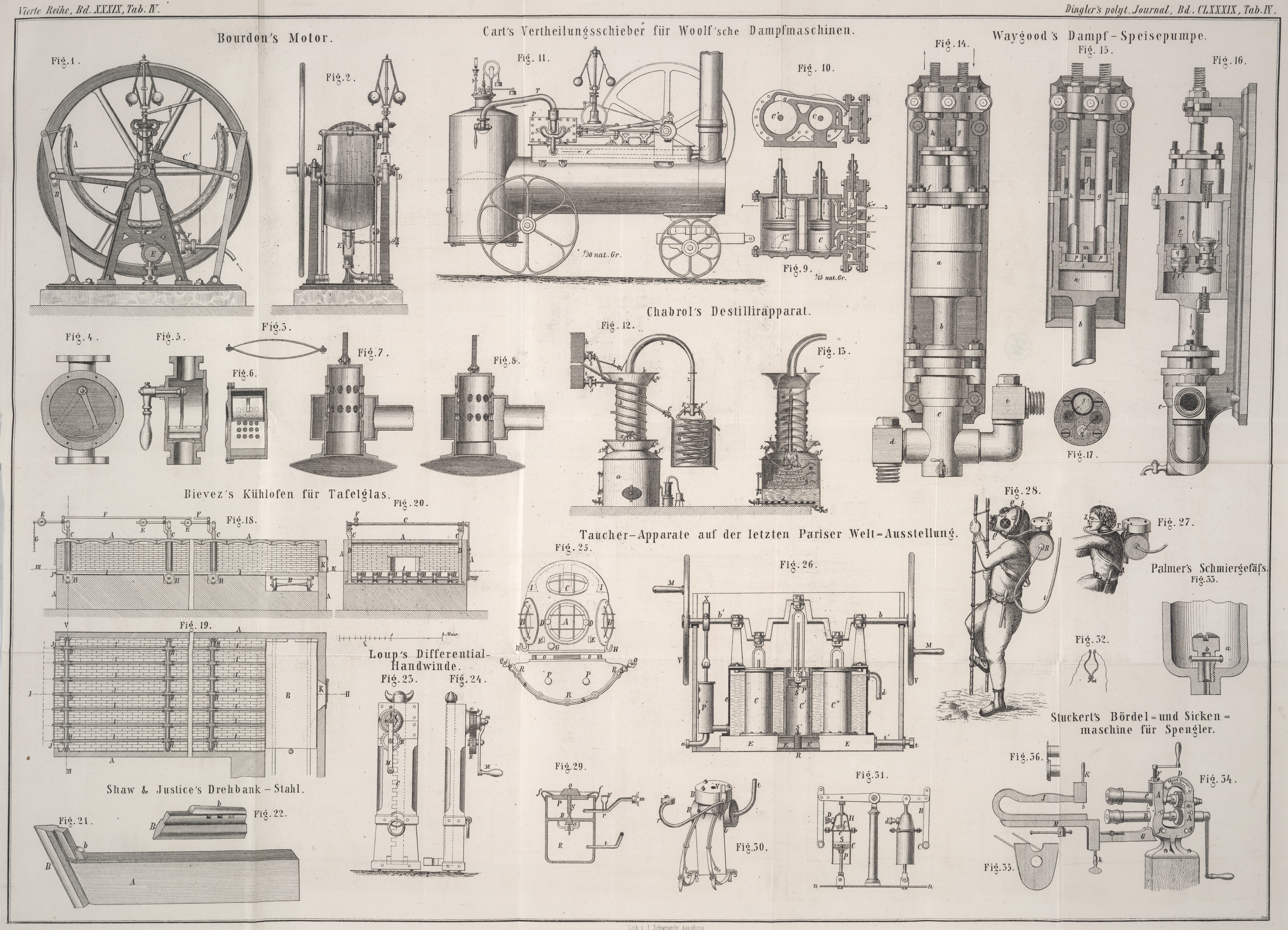
In einem Ständer A, Fig. 34, der Maschine ist
eine horizontale Achse B gelagert und es wird letztere
mittelst einer Kurbel in Umdrehung versetzt, wodurch eine andere Achse C durch Vermittelung zweier Zahnräder nach
entgegengesetzter Richtung ebenfalls in Umdrehung kommt. Die obere Achse C ist in einem Bügel D
gelagert, der um einen Stift bei x im Ständer A drehbar ist. Eine entsprechende Oeffnung in dem
höheren Theile des Ständers A läßt eine Auf- und
Abbewegung der oberen Achse zu, wobei jedoch die Zahnräder stets im Eingriff
bleiben. In der genannten Oeffnung im Ständer A unter
der Achse C befindet sich eine Spiralfeder, welche der
Achse einen Druck nach aufwärts ertheilt. Dreht man die Schraube F um, so senkt sich die Achse C und es nähern sich die vorn an die Enden der Achsen aufgesteckten
Bördel- oder Façonrollen.
Beim Bördeln und Façonniren etc. von runden Böden dienen die Vorrichtungen G, H, J zur Führung und Auflage des Bleches. G läßt sich in dem Ständer A
mittelst zweier Schrauben f und g feststellen. H kann durch eine Schraube h auf- und abwärts bewegt, und der Bügel J kann auf H hin- und
hergeschoben und vermittelst einer Stellschraube i in
der gewünschten Entfernung von den Bördelrollen fixirt werden.
Der zu bearbeitende Boden wird in den Bügel J eingebracht
und der Hebel K umgelegt, wodurch die Spitze s sich senkt und auf den Boden aufsetzt. Dem letzteren
muß man eine solche Lage geben, daß sich die Spitze s im
Centrum desselben aufsetzt. Das Blech dreht sich während der Bearbeitung um diese
Spitze. Das Stück G des Supports ist mit einem Scharnier
versehen, damit man die Theile H und J heben und dadurch dem Boden eine schiefe Lage geben
kann, was nöthig ist, wenn die Kanten beim Bördeln stark umgebogen werden
sollen.
Sollen gerade Blechkanten bearbeitet werden, so nimmt man die Vorrichtung G, H, J ganz weg und es wird die durch Fig. 35 dargestellte
Scheibe an der Maschine angebracht, was dadurch geschieht, daß man die beiden Stäbe
der Scheibe in entsprechende Löcher des Ständers der Maschine einschiebt. Durch zwei
Schrauben läßt sich dann diese Scheibe in der gewünschten Entfernung von den Rollen
auf den Achsen feststellen und dient zur geradlinigen Führung des Bleches.
Fig. 36 zeigt
die Bördelrollen, welche von Gußstahl angefertigt sind. Durch Aufsetzen verschieden
façonnirter Rollen auf die Achsen kann eine große Mannichfaltigkeit in Herstellung
der Formen, Verzierungen etc. vermittelst dieser Maschine erzielt werden. (Gewerbeblatt für das
Großherzogthum Hessen, 1868, Nr. 24.)
Tafeln