| Titel: | Heaton's Stahlfrischproceß mit Anwendung von Natronsalpeter. |
| Fundstelle: | Band 190, Jahrgang 1868, Nr. CXIX., S. 465 |
| Download: | XML |
CXIX.
Heaton's Stahlfrischproceß mit Anwendung von Natronsalpeter.
Aus dem Engineer, October 1868, S. 307.
Mit Abbildungen auf Tab.
VII.
Heaton's Stahlfrischproceß mit Anwendung von
Natronsalpeter.
Bei diesem Verfahren wird Roheisen oder Gußeisen von jeder beliebigen Qualität in
einem gewöhnlichen Kupolofen mit Kohks eingeschmolzen und eine bestimmte Menge
— gewöhnlich von 1 Tonne auf einmal, bis später vielleicht zu 5 Tonnen
— von dem flüssigen Metalle in eine an einem Krahne hängende Gießpfanne
abgestochen; diese wird dann an die Seite des Converters (Umwandlungsgefäßes)
transportirt. Der letztere besteht in einem großen, aus Kesselblech angefertigten,
unten offenen Cylinder, welcher in einer gewissen Höhe über dem Boden steht. Dieser
Cylinder ist mit feuerfesten Steinen ausgefüttert; über seinem oberen Theile oder
seiner Haube erhebt sich die kegelförmige Esse. An den Boden des Cylinders kann ein
kurzer, mehr breiter als tiefer, mit feuerfesten Ziegeln und Masse ausgeschlagener,
beinahe cylinderförmiger Untertheil, der eine Art Gießpfanne bildet, beweglich
angesetzt und mittelst einfacher Vorrichtungen an dem Cylinder selbst befestigt
werden. Solche bewegliche Gießpfannen oder Untergestelle sind in größerer Anzahl
vorhanden, so daß sie der Reihe nach benutzt und gegen einander ausgewechselt werden
können. In eine von diesen Gießpfannen bringt man eine bestimmte Gewichtsmenge von
rohem salpetersaurem Natron in grober Pulverform, wie es
im Handel vorkommt; dann ebnet man die Oberfläche des Salzes, und bedeckt sie mit
einer kreisrunden, ziemlich dicken, mit zahlreichen Löchern versehenen
Gußeisenplatte, welche in Folge ihres Gewichtes fest auf dem Salze aufliegt. Darauf
verbindet man das so vorgerichtete bewegliche Untergestell mit dem unteren Theile
des Cylinders und der Converter ist zum Gebrauche fertig. An der einen Seite des
Cylinders ist eine Art von Einfülltrichter angebracht, der mit einer leicht
beweglichen und lose aufliegenden Klappe aus Kesselblech geschlossen ist. Diese
Klappe wird aufgeschlagen und dann wird die mit flüssigem Roheisen gefüllte
Gießpfanne auf einmal in den Trichter entleert; das Eisen fließt in den Converter
und fällt direct auf die kalte, durchbrochene Gußeisenplatte hinab. Letztere wird
durch das flüssige Metall keineswegs aus ihrer Lage gebracht. Die Platte wird sehr
rasch heiß und erhitzt den unter ihr liegenden Natronsalpeter. „Nach
ungefähr zwei Minuten,“ sagt Professor Miller, einer der ausgezeichnetsten Chemiker Englands, in seinem nach
persönlicher Beobachtung abgegebenen Berichte, „begann die Wirkung; zuerst
entwickelten sich rothbraune Salpetrigsäuredämpfe in mäßiger Quantität; darauf
folgten reichliche Mengen von schwärzlichen, dann grauen, dann weißlichen
Dämpfen, hervorgerufen durch das Entweichen von Wasserdampf, welcher einen Theil
des Flußmittels in suspendirtem Zustande mit sich fortriß. Nach Verlauf von fünf
bis sechs Minuten erfolgte die Verbrennung des Kohlenstoffes des flüssigen
Roheisens (das wirkliche Frischen des letzteren) unter brausendem Geräusche, und
eine glänzende gelbe Flamme schlug oben aus der Esse heraus. Diese Erscheinungen
hielten etwa anderthalb Minuten lang an und hörten dann ebenso plötzlich auf,
als sie begonnen hatten. Als Alles ruhig geworden war, wurde der Converter von
der Esse losgemacht und sein Inhalt auf die eiserne Hüttensohle ausgeleert.
Letzterer bestand aus „rohem
Stahl“ und Schlacke. Der „rohe Stahl“
zeigte einen teigigen Zustand, die Schlacke war flüssig; die durchlöcherte
Gußeisenplatte war zusammengeschmolzen und nebst der eingegossenen
Roheisencharge gefrischt worden.“
Dieses von Heaton als „roher Stahl“
bezeichnete erste Product seines Processes ist in Wirklichkeit Schmiedeeisen von der
reinsten und besten Qualität. Die aus demselben direct gebildeten Luppen werden
zunächst unter einem Quetsch- oder Patschhammer zusammengedrückt, damit sie
ihre schwammige Beschaffenheit verlieren, erhalten dann in einem gewöhnlichen
Schweißofen eine Hitze und werden nun zu Rohschienen ausgewalzt oder zu irgend einer
anderen Form verschmiedet oder verwalzt. In diesem Zustande wird das Product vom
Erfinder sehr unpassender Weise als „Stahleisen“ bezeichnet; auf diese Bezeichnung hat es sehr
geringe Ansprüche, denn durch Ablöschen in Wasser wird es kaum irgend wahrnehmbar
härter. In Wirklichkeit besteht es aus einem beinahe absolut
schwefel- und phosphorfreien Schmiedeeisen von
krystallinisch-fadiger Textur, von großer Festigkeit und Zähigkeit, und ist
zu allen baulichen Zwecken in demselben Grade geeignet wie das berühmte Stabeisen
von Lowmoor und Bowling. Es schweißt auf das Vollkommenste, ist zähe bei allen
Temperaturgraden, weder roth- noch kaltbrüchig und läßt sich bei den beiden
für Schmiedeeisen so kritischen Temperaturen, welche als harte Proben für seine
Qualität gelten müssen
— nämlich bei schwacher Rothgluth sowohl, als bei tüchtiger Hellgelbgluth
— sehr gut ausschmieden.
Das Material besitzt, wie es unmittelbar aus dem Converter kommt, eine solche Güte,
daß eine zweite oder gar noch eine dritte Hitze mit nachfolgendem Auswalzen —
wie dieß selbst bei dem besten durch den Puddelproceß erzeugten Stabeisen allgemein
üblich ist — nicht nur unnöthig, sondern ganz zwecklos ist. Das Stahleisen
ist nach dem ersten Durchgange durch die Walzen (bei einer bestimmten Reduction
seiner Dimensionen) ebenso zähe, ebenso fest und nervig, wie es durch wiederholte
Hitzen und durch wiederholtes Ausschweißen gleich großer Ballen oder Luppen zu
Schienen von denselben Dimensionen umgewandelt werden kann. —
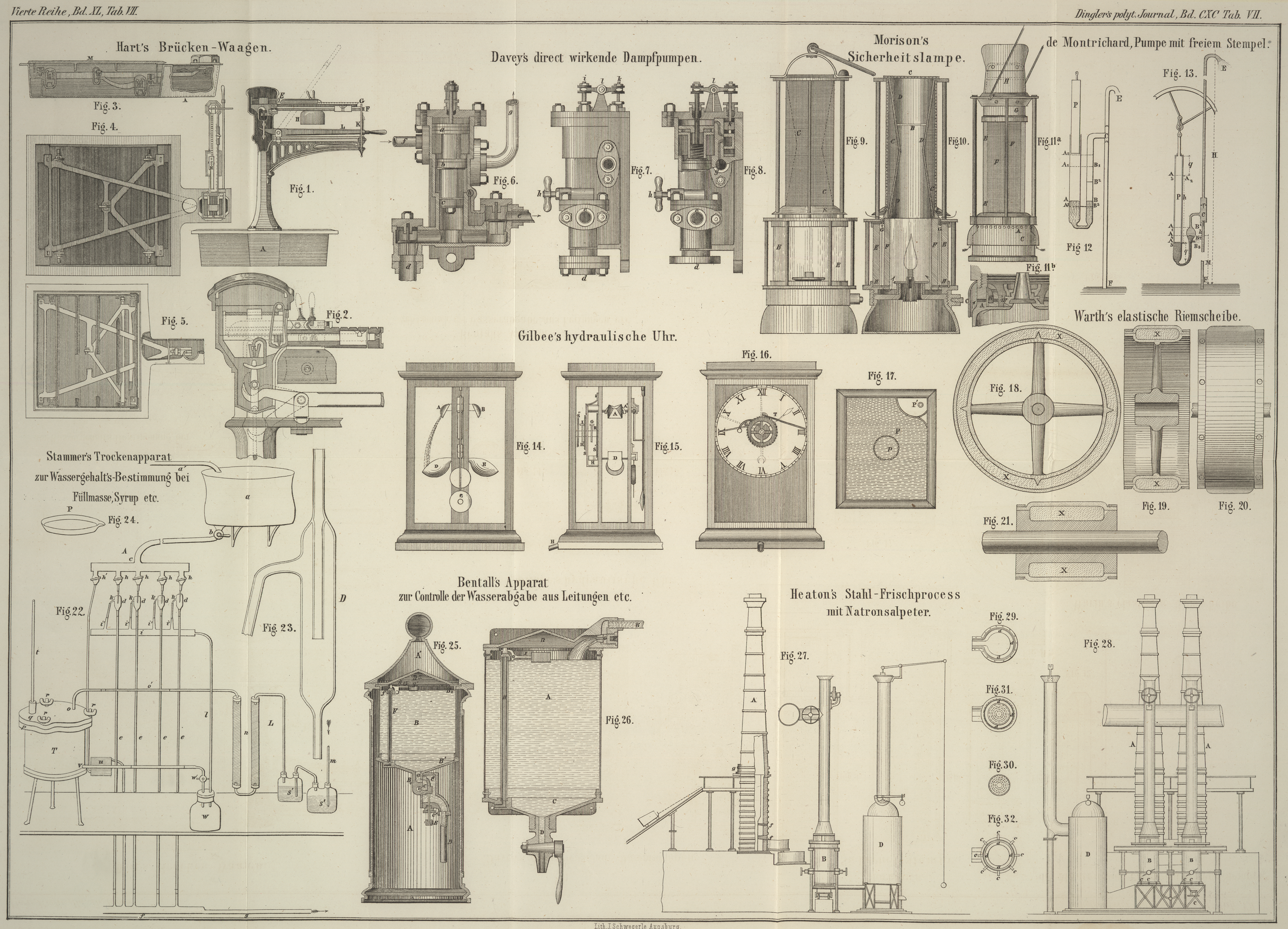
Wir wollen nun mit Hülfe unserer Abbildungen, welche den auf den Langley Mills Steel Works im Erewash-Thale bei Nottingham unter Heaton's eigener Leitung construirten neuesten Apparat darstellen, die
sehr einfachen und wenig kostspieligen Vorrichtungen zur Ausführung des neuen
Frischverfahrens beschreiben.
Fig. 27 ist
eine Seitenansicht des Apparates, welche gleichzeitig den Verticalschnitt der einen
Hälfte des Kupolofens A gibt; Fig. 28 ist eine
Vorderansicht; in beiden Figuren sind gleiche Theile mit gleichen Buchstaben
bezeichnet. Fig.
29–32 sind Grundrisse von verschiedenen einzelnen Theilen des Apparates. A, A sind Kupolöfen in denen das Metall umgeschmolzen
wird; f, f (Fig. 27) sind Formen; g Oeffnung zum Aufgeben der aus Eisen und Kohks
bestehenden Beschickung, welche mittelst eines Gichtaufzuges herbei transportirt
wird; B, B Converter, in welche das umgeschmolzene
Metall direct aus den Kupolöfen abgestochen wird; aus diesen Convertern wird der
geschmolzene Stahl in den Schweißofen C abgestochen. D ist ein mit der Ueberhitze des letzteren Ofens
geheizter Dampfkessel. Fig. 29 ist ein
Horizontalschnitt des beweglichen Bodens eines Converters, mit seinem
Massenbeschlage oder feuerfesten Futter d, d, d;
derselbe wird in der angegebenen Weise mit Natronsalpeter gefüllt. Fig. 30 zeigt die mit
Löchern versehene Metallplatte, mit welcher der im Converter befindliche Salpeter
bedeckt wird. Fig.
31 stellt den Horizontalschnitt eines mit der durchbrochenen Platte
versehenen Converters dar. Fig. 32 zeigt den
Grundriß eines Converters mit den acht, auch aus Fig. 28 ersichtlichen
Klammern c, c, c, mittelst deren der Converterboden
während der Dauer des Umwandlungsprocesses an dem Körper des Converters befestigt
wird.
Das erwähnte „Stahleisen“ ist natürlich schon an und für sich
ein fertiges sehr werthvolles Handelsproduct, aus welchem Heaton seinen
Gußstahl darstellt, d. h. bevor es irgendwie die Walzen passirt, und so lange es
noch im Zustande von „rohem Stahl“ ist, der durch den
Patschhammer in Kuchenform gebracht worden. Diese Kuchen werden zerschlagen und in
gewöhnliche Thontiegel von der üblichen Größe (deren jeder also circa 60 Pfd. hält) eingetragen. Je 100 Pfd. dieses
Materiales werden mit etwa 2½ bis 3 Pfd. Spiegeleisen oder mit der
äquivalenten Menge von Manganoxyd und etwas Holzkohle versetzt; diese Beschickung
wird eingeschmolzen und in die gewöhnlichen schmiedeeisernen Zainformen gegossen.
Dieses Product ist ein vortrefflicher Gußstahl, welcher zu Schienen verwalzt wird
und nun fertige Waare ist.
Die Einfachheit dieses Processes bedarf für den Fachmann keines weiteren
Commentars.
Am 10. Juli 1868 erschienen Dr. Allen Miller, Vicepräsident der Royal
Society, Professor der Chemie am King's College
und Münzwardein, nebst dem Civilingenieur Robert Mallet
auf Wunsch der Patentbesitzer auf den Langley Mills und
verfolgten den Proceß der Umwandlung von Cleveland- und
Northamptonshire-Roheisen in die oben beschriebenen Producte Schritt für
Schritt.
Die nachstehenden Auszüge aus Miller's vorläufigem
officiellen Berichte werden genügen, jeden Eisenhüttenmann von dem großen Werthe
dieses Processes zu überzeugen.
„Ein abgewärmter, leerer Kupolofen,“ sagt Dr. Miller, „wurde mit 6¼ (engl.)
Centner Clay-lane-forge-Roheisen
Nr. 4, und gleich darauf noch mit 6¼ Ctr. Stanton-forge-Roheisen Nr. 4 beschickt; nachdem das Ganze
eingeschmolzen war, wurde es in die Gießpfannen abgestochen und in denselben zum
Converter transportirt. Ich untersuchte folgende Proben: Nr. 4, im Kupolofen
umgeschmolzenes Roheisen; Nr. 7, mit dem Patschhammer bearbeiteten „rohen
Stahl“; Nr. 8, ausgewalztes stahliges Eisen; Nr. 5,
Converterschlacke. Die Analysen jener drei Metallproben ergaben die nachstehenden
Resultate:
Kupolosen-Roheisen
Roher Stahl
Ausgewalztes Stahleisen.
(4).
(7).
(8).
Kohlenstoff
2,830
1,800
0,993
Silicium mit etwas Titan
2,950
0,266
0,149
Schwefel
0,113
0,018
Spuren
Phosphor
1,455
0,298
0,292
Arsen
0,041
0,039
0,024
Mangan
0,318
0,090
0,088
Calcium
—
0,319
0,310
Natrium
—
0,144
Spuren
Eisen (aus der Differenz)
92,293
97,026
98,144
–––––––
–––––––
–––––––
100,000
100,000
100,000
„Aus einer Vergleichung dieser Resultate ergibt sich, daß durch die
Einwirkung des salpetersauren Natrons ein beträchtlicher Theil des
Kohlenstoffes, Siliciums und Phosphors, sowie der größte Theil des Schwefels,
entfernt worden ist. Die Menge des Phosphors, welcher in der aus dem Converter
genommenen Probe von „rohem Stahle“ zurückgeblieben war
(0,298 Proc.), ist offenbar nicht bedeutend genug, um die Qualität des Productes
beeinträchtigen zu können.“
„Der Schienenstahl (das stahlartige Stabeisen) wurde in unserem Beiseyn
mehrfachen strengen Proben unterworfen. Er wurde kalt gebogen und scharf
rundgehämmert, ohne daß er zerriß; er wurde ferner sowohl bei Kirschrothgluth,
als bei heller Gelbgluth geschmiedet und in derselben Weise wie im kalten
Zustande probirt, gleichfalls ohne zu zerreißen; auch schweißte er ganz
genügend.“
„Die Beseitigung des im Roheisen vorhandenen Siliciums ist ebenfalls ein
unverkennbares Resultat der Einwirkung des salpetersauren
Salzes.“
„Für die Praxis liegt die Hauptsache offenbar darin, möglichst gleichförmige Resultate zu erzielen, so daß man bei
Verwendung von Roheisensorten von ähnlicher Zusammensetzung Stahl von
gleichbleibender Qualität zu erhalten versichert seyn kann. Die von Kirkaldy über die Festigkeit verschiedener Proben
abgeführten Versuche geben den augenscheinlichen Beweis, daß eine solche
Gleichartigkeit der Producte allerdings erreichbar ist.“
„Das dem Heaton'schen Verfahren zu Grunde
liegende chemische Princip erweist sich als gut und die Art, in welcher das
angestrebte Resultat erreicht wird, ist ebenso einfach, als rasch ausführbar.
Die Salpetersäure des Natronsalpeters gibt an die im Roheisen stets vorhandenen
fremdartigen Bestandtheile Sauerstoff ab und verwandelt sie dadurch in
Verbindungen welche sich mit dem Natron vereinigen, mit demselben in die
Schlacken treten und in diesen entfernt werden. Diese Wirkungsweise des
Natronsalpeters bildet einen der charakteristischen Züge des Heaton'schen Processes und verleiht demselben ein
Uebergewicht über die gewöhnlich üblichen Oxydationsmethoden.“
„Eine vollständige Analyse der Schlacke hielt ich nicht für nothwendig; ich
beschränkte mich auf die Bestimmung des Gehaltes derselben an Sand, Kieselsäure,
Phosphorsäure, Schwefelsäure und Eisen. An Wasser gab die Schlacke weniger ab
als ich erwartet hatte, und sie war nicht zerflossen, obwohl ich sie nur in
Papier eingewickelt aufbewahrt hatte.“
„Von 100 Theilen des feinen Schlackenpulvers lösten sich 11,9 Th. in Wasser; sie
enthielt 47,3 Proc. Sand, 6,1 chemisch gebundene Kieselsäure, 6,8 Phosphorsäure,
1,1 Schwefelsäure, 12,6 Eisen (zum großen Theile in metallischem Zustande), 26,1
Natron und Kalkerde; im Ganzen 100 Th.“
„Es ergibt sich daraus, daß ein bedeutender Antheil des vorhandenen
Phosphors durch die oxydirende Einwirkung des salpetersauren Salzes eliminirt
und daß eine gewisse Menge Eisen mechanisch in der Schlacke vertheilt
wird.“
„Die Menge der Schlacke im Verhältniß zu dem Ausbringen an rohem Stahl
wurde durch einen directen Versuch nicht bestimmt; nach der Menge der
angewendeten Materialien berechnet, konnte indessen ihr Maximum 23 Proc. von der
Gewichtsmenge des umgeschmolzenen Metalles nicht überstiegen haben. Demzufolge
entsprach der 12,6 Proc. betragende Eisengehalt der Schlacke höchstens einem
Verluste von 3 Proc. des verarbeiteten Eisens.“
gez. Wm. Allen Miller.
In seinem an die Besitzer von Heaton's Patent gerichteten
Privatbericht (London, 12. September 1868), sagt der oben erwähnte Ingenieur Hr.
Robert Mallet:
„Auf Ihren Wunsch, bezüglich des Wesens und des commerciellen Werthes des
patentirten Verfahrens von Heaton zur Fabrication
verschiedener Sorten von Stahl, namentlich der von diesem Erfinder als
„Stahleisen“ und „Hammergußstahl“
bezeichneten Producte, meine Ansicht gegen Sie auszusprechen, besuchte ich die
Langley Mills-Werke, auf denen dieses
Verfahren seit einiger Zeit im Großen betrieben wird, zweimal.“
„Dieser Proceß der Umwandlung von Roheisen in Stahl mit Anwendung von
salpetersaurem Natron in Heaton's patentirtem Converter
wurde in meiner Gegenwart auf dem genannten Hüttenwerke vielfach ausgeführt. Ich
habe die Einzelheiten dieses Processes in Bezug auf ihre Verwendbarkeit für den
Betrieb im Großen, sowie die mit demselben erhaltenen Resultate eingehend geprüft,
ebenso habe ich die Ergebnisse von Professor Miller's
chemischen Untersuchungen der Schmelzmaterialien und der aus denselben erzeugten
Producte genau in Betracht gezogen und bin Augenzeuge bei den Versuchen gewesen,
welche Hr. David Kirkaldy auf seinem Probirwerke in
Southwork über die physikalischen Eigenschaften der in meiner Gegenwart auf den Langley Mills nach diesem Verfahren dargestellten
Erzeugnisse abgeführt hat. Den sämmtlichen von mir selbst beobachteten Thatsachen
gegenüber kann ich die nachfolgenden Sätze als zweifellos erwiesene Wahrheiten
aufstellen:
1) Heaton's patentirtes Verfahren zur Umwandlung von
Roheisen in Stahl mittelst salpetersauren Natrons steht in allen Stücken mit den
Grundsätzen der theoretischen Metallurgie in vollkommener Uebereinstimmung; dasselbe
läßt sich mit vollkommener Zuverlässigkeit, Gleichförmigkeit und Leichtigkeit in
großem Maaßstabe ausführen und liefert Producte von hohem Handelswerthe.
2) In Bezug auf die Productionskosten vermag Heaton's
Verfahren mit jeder anderen Methode zur Darstellung von Stabeisen und Stahl aus
Roheisen siegreich in Concurrenz zu treten.
3) Abgesehen von den geringeren Herstellungskosten ermöglicht das neue Verfahren die
Production von Stabeisen erster Qualität und von
ausgezeichnetem Stahle aus ungereinigten, stark schwefelhaltigen und an
Phosphorreichen Roheisensorten, aus denen durch keinen andern bekannten
Proceß, selbst nicht durch das Bessemerverfahren irgend ein verkäuflicher Stahl oder
ein Schmiedeeisen dargestellt werden kann, welches nicht in stärkerem oder
geringerem Grade kaltbrüchig oder rothbrüchig ist. So wurde in meiner Gegenwart aus
sehr Phosphor- oder schwefelreichem Cleveland- und
Northamptonshire-Roheisen ein Stabeisen und ein Gußstahl von sehr
ausgezeichneter Qualität erzeugt, was bekanntlich bisher noch nicht möglich gewesen
ist.“
„Demnach bietet das Heaton'sche Verfahren in der
Zukunft ein beinahe unbegrenztes Feld dar für die Verpflanzung der Fabrication
eines vorzüglichen Stabeisens und eines ausgezeichneten Stahles in die
Cleveland- und andere große Eisenhüttendistricte Englands, welche bis
jetzt in Folge der geringen Qualität ihre Rohproducte von der Erzeugung eines
solchen Materiales ausgeschlossen waren. Ebenso ermöglicht es die Einführung der
Stahlfabrication in Gegenden, wo Brennstoffe so wenig vorkommen und in solchem
Preise stehen, daß ohne den neuen Proceß dieser Industriezweig nicht würde
aufkommen können.“
„Es ist mir in dieser kurzen Mittheilung nicht möglich, auf die ungemeinen
Vorzüge näher einzugehen, welche die Einführung des Heaton'schen Systemes darbieten wird bezüglich einer bedeutenden
Verminderung des jetzigen Verbrauches an Rohmaterial, Brennstoff, Zeit und
Arbeitslöhnen, wie ihn der gewöhnliche Puddelproceß bedingt, sowie bezüglich
einer erheblichen Verringerung der mit den Arbeiterfragen verknüpften
Schwierigkeiten, welche diesem Processe zum großen Nachtheile des englischen
Eisenhüttengewerbes anhaften. Ebenso wenig bin ich im Stande die bedeutende
Reduction der Anlagekosten, welche das in Rede stehende System, im Vergleich mit
allen anderen Methoden, für ein und dasselbe jährliche Stabeisen- und
Stahlausbringen ermöglicht, ausführlicher zu erörtern.“
„Dr. Miller hat
unwiderleglich nachgewiesen, daß durch den Heaton'schen Proceß fast der ganze Gehalt an Schwefel und Phosphor aus dem
Roheisen ausgeschieden wird und daß die zurückbleibenden Spuren dieser Körper so
gering sind, daß sie die Qualität des erzeugten Stabeisens und Stahles nicht
beeinträchtigen, selbst wenn zur Herstellung dieser Producte die an diesen
schädlichen Nebenbestandtheilen reichsten brittischen Roheisensorten verwendet
werden.“
„Das in meiner Gegenwart aus Cleveland- und
Northamptonshire-Roheisen erzeugte Stabeisen,
welches in meinem Beiseyn auch auf seine Festigkeit probirt wurde, zerriß bei
einer Belastung von 23 Tonnen (engl.) auf den Quadratzoll mit einer Dehnung von
beinahe dem vierten Theile seiner ursprünglichen Länge. Demnach ist dieses Eisen
sehr fest und sehr zähe, obschon die erzeugte Sorte aller Wahrscheinlichkeit
nach noch keineswegs die allerbeste ist, welche man mittelst dieses Processes
später wird darstellen können. Es besitzt alle Eigenschaften, welche ein
Stabeisen für artilleristische Zwecke, zur Verwendung für Panzerplatten, eiserne
Schiffe und Dampfkessel vorzugsweise geeignet machen.“
„Der ebenfalls in meinem Beiseyn aus demselben Roheisen wie das eben
erwähnte Stabeisen dargestellte gehämmerte oder Hammergußstahl zerriß bei einer
Belastung von ungefähr 42 Tonnen per Quadratzoll,
mit einer Dehnung von mehr als einem Zwölftel seiner ursprünglichen Länge.
Demnach besitzt auch dieser Stahl einen
bemerkenswerthen Grad von Zähigkeit und ist zu Schienen, zum Schiffbau und zu
Ingenieurzwecken überhaupt sehr gut geeignet. Mittelst des Heaton'schen Verfahrens ist man folglich im Stande aus Roheisen von
sehr geringer Qualität, aus welchem sich durch keine einzige der übrigen
bekannten Methoden überhaupt Stahl darstellen läßt, einen zu allen technischen
Zwecken sehr brauchbaren Stahl zu erzeugen.“
gez. Robert Mallet.
Tafeln