| Titel: | Bessemer's neuer Apparat zum Entkohlen des Roheisens mittelst Anwendung von Natronsalpeter. |
| Fundstelle: | Band 191, Jahrgang 1869, Nr. XLVI., S. 216 |
| Download: | XML |
XLVI.
Bessemer's neuer Apparat zum Entkohlen des
Roheisens mittelst Anwendung von Natronsalpeter.
Aus Engineering,
November 1868, S. 425.
Mit Abbildungen auf Tab.
V.
Bessemer's neuer Apparat zum Entkohlen des Roheisens.
In einer früheren MittheilungPolytechn. Journal Bd. CXC S. 32. gaben wir die Beschreibung eines Verfahrens zum Entkohlen von Roheisen durch
salpetersaure und andere, bei höherer Temperatur Sauerstoff abgebende Salze, auf
welches Henry Bessemer in England ein Patent genommen
hat. Vor Kurzem ließ sich derselbe noch andere Methoden zur Anwendung der genannten
Salze für den angegebenen Zweck patentiren, welche wir im Nachstehenden
beschreiben.
Dieselben bestehen im Wesentlichen dann, daß geschmolzener Salpeter
(selbstverständlich Natronsalpeter) für sich allein oder in Verbindung mit Oxyden
oder mit kieselsaurem Eisen- oder Manganoxyd (Schlacken) in flüssiges, mehr
oder weniger raffinirtes Roheisen und zwar in der Richtung von oben nach unten
mittelst Formen und Düsen unter beliebigem Winkel („Stechen“
der Formen) eingepreßt wird. Die Formenmündungen liegen dicht über der Oberfläche
des zu verarbeitenden flüssigen Roheisens; durch dieselben wird ein aus dem
geschmolzenen Salpeter und aus Schlacken bestehendes Gemenge in das letztere
injicirt und hier mehr oder weniger rasch und vollständig zersetzt. Dadurch werden
die schädlichen Nebenbestandtheile des Eisens oxydirt; das Metall selbst wird
entkohlt und raffinirt, und der Menge und der chemischen Zusammensetzung der
injicirten Substanzen entsprechend in Stahl oder Stabeisen oder in ein mehr oder
weniger gefeintes Roheisen verwandelt. Dieser Proceß wird entweder in der bekannten
Bessemer'schen auf Zapfen ruhenden Birne oder in feststehenden mit feuerfestem Thone
gefütterten Gefäßen, oder im Herde eines gewöhnlichen Feineisenfeuers ausgeführt. Im
letzteren Falle bringt Bessemer an der einen Seite des
Herdes eine Reihe von Düsen an, welche zum Einschmelzen und theilweisen Feinen des
zu verarbeitenden Roheisens bestimmt sind, und an der gegenüberliegenden Herdseite
besondere, zum Einpressen des erwähnten Gemenges dienende Formen. Die Arbeit in
diesem Ofen wird entweder unterbrochen, sobald das Metall sich in stark gefeintes, stahlartiges Roheisen
verwandelt hat, oder sie wird fortgesetzt bis ein mehr oder weniger vollkommen
dehnbares, durch Einschmelzen in Tiegeln oder in sonstiger Weise auf Stahl
verarbeitbares Product entstanden ist; oder man granulirt das Metall; oder man läßt
es mehr oder weniger erstarren (indem man es mit der Brechstange bearbeitet oder
auch nicht) und formt es dann zu Stäben, Rohschienen oder Schirbeln.
Ebenso kann der Proceß in einem mit festem oder gasförmigem Brennmaterial geheizten
Flammofen ausgeführt werden, welcher aber einen weit größeren und tieferen Herd
haben muß, als gewöhnliche Puddelöfen; man verwendet dann Glühspan, Eisenstein und
andere, beim Puddelproceße übliche Zuschläge. Bei der Verarbeitung von sehr
phosphorhaltigem Roheisen unterbricht Bessemer die
Injection des oben genannten, in flüssigen Zustand versetzten Gemenges eine
bestimmte Zeit lang, so daß das Metall einen teigigen, körnigen und Halbstarren
Zustand annimmt und seinen Phosphorgehalt an die flüssige Schlacke abgeben kann. Das
so behandelte Eisen wird in mehr oder weniger starrem Zustande in die
Luppenquetsche, zwischen die Zängewalzen oder unter den Stempelhammer gebracht und
sofort zu Stäben oder Schienen verarbeitet; oder es wird noch im Ofen mit einer
angemessenen Menge von flüssigem, gutem (am besten manganhaltigen) Roheisen versetzt
und das durch Zusammenschmelzen beider Materialien erhaltene Product wird in eine
Gießpfanne abgestochen und zu Zainen vergossen.
Bei Ausführung des besprochenen Verfahrens bringt Bessemer
den Natronsalpeter in einem eisernen, mit einem Mantel umgebenen Gefäße mittelst
stark erhitzter atmosphärischer Luft oder überhitzten Wasserdampfes zum Schmelzen
und läßt diese Luft, bez. diesen Dampf auf die Oberfläche des flüssigen Gemenges
wirken, damit dasselbe mit solcher Kraft in das flüssige Metall eingepreßt wird, daß
es tief in die Masse des letzteren hineindringt und sie in eine rasche Bewegung
versetzt; auf diese Weise werden alle Theile des Metallbades der Wirkung jener
Agentien ausgesetzt. Eine solche Bewegung wird in cylindrischen Gefäßen am besten
dadurch erzeugt, daß die Düsen in tangentialer Lage angebracht werden.
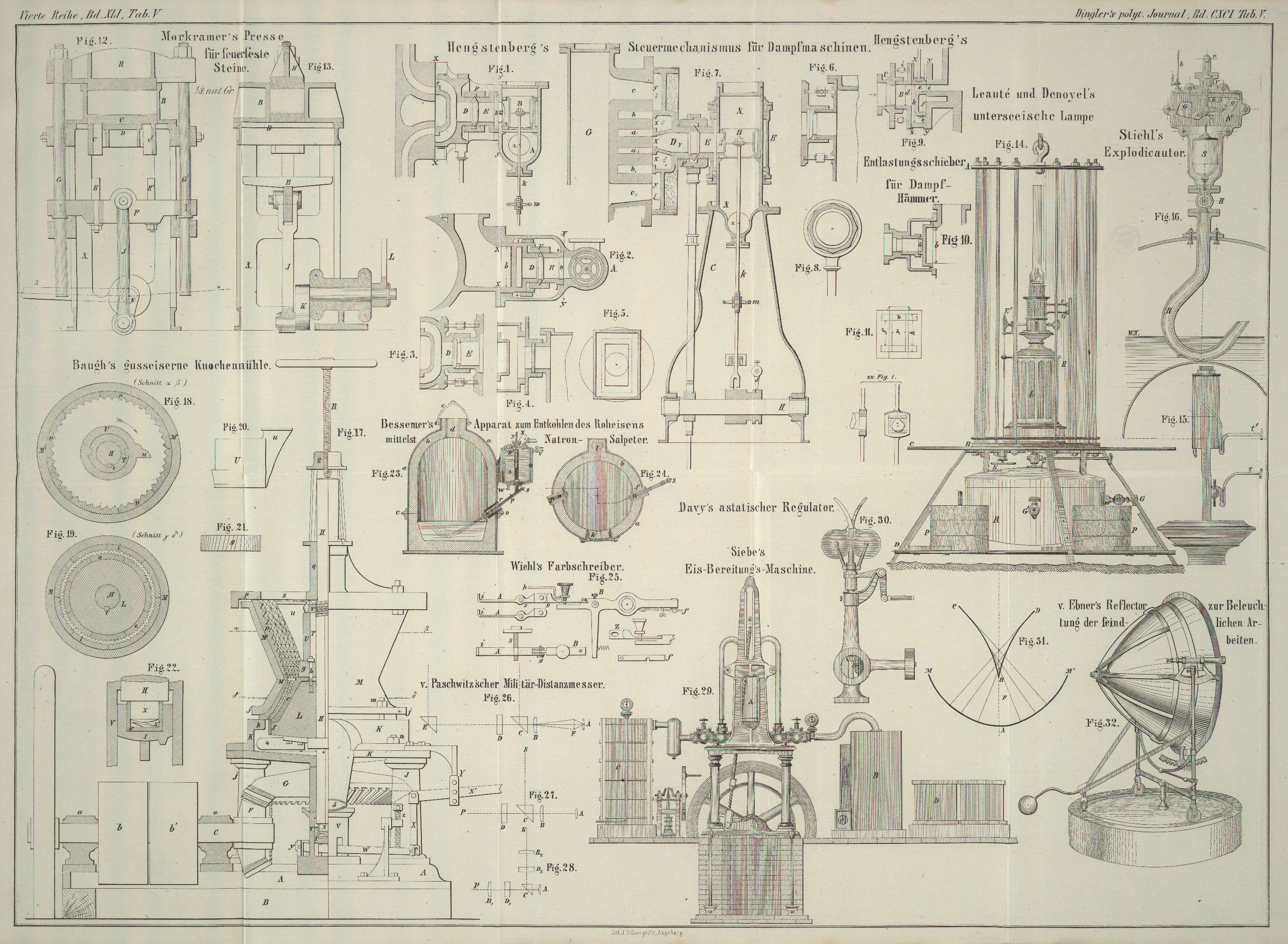
Fig. 23 ist
ein Verticalschnitt und Fig. 24 ein
Horizontalschnitt des feststehenden Umwandlungsgefäßes. a bezeichnet in beiden Figuren die äußere, aus geschmiedeten Eisenplatten
bestehende, mit einer dicken Schicht von feuerfestem Thon (Ganister) b ausgekleidete Umfassung des Gefäßes; letzteres besteht
aus zwei, bei c, c; durch Flanschen mit einander
verbundenen Gefäßen, so daß erforderlichen Falles der obere Theil vom unteren abgenommen werden
kann. Der obere Theil des Gefäßes oder Ofens ist domförmig gewölbt und läuft in eine
Oeffnung d aus, durch welche die Feuergase während der
Arbeit entweichen. Aeußerlich ist an der Mündung des Gefäßes ein starker Bügel e beweglich befestigt, so daß er beim Betriebe von der
Oeffnung d zurückgeschlagen werden kann; derselbe dient
dazu, den Obertheil, wenn er abgehoben werden soll, an einen Krahn aufzuhängen. An
zwei einander gegenüber liegenden Stellen befinden sich die Düsen, welche ein
gewisses Stechen haben und in tangentialer Richtung zur Peripherie angebracht sind;
die Düsen n liegen in Wasserformen f, sind aus feuerfestem Thone angefertigt und stehen mit
dem durch einen Lehmpfropf r luftdicht in die Form
eingesetzten Injectionsrohre p in Verbindung. Bei s ist ein Deckel aufgeschraubt, um dieses Injectionsrohr
erforderlichen Falles reinigen zu können. Ein Zweigrohr verbindet letzteres mit der
Kammer t, welche die in das Metall zu injicirende
Flüssigkeit enthält und mit einem Mantel u versehen ist;
in dem zwischen beiden vorhandelten Raume circulirt stark erhitzte Luft oder
überhitzter Dampf, welcher durch das mit Hahn versehene Rohr v zutritt und durch das kurze Ansatzrohr w
entweicht. Am oberen Theile des Mantels ist eine Stopfbüchse x angebracht, durch welche ein Stab y
hindurchgeht, der sich mittelst einer Hebelvorrichtung oder einer Schraube im
Inneren der Kammer t heben oder senken läßt; dieser Stab
ist röhrenförmig und, wie bei y' zu ersehen ist, mit
zahlreichen Löchern versehen, so daß Luft oder Dampf in sein Inneres eindringen
kann; der untere Theil dieses röhrenförmigen Stabes bildet ein Kegelventil, welches
in den Sitz g paßt und, indem es die Oeffnung des
Injectionsrohres verschließt, den Zutritt von Flüssigkeit aus dem Raume t verhindert, so lange es geschlossen ist. Ein
Schraubendeckel verschließt die Oeffnung, durch welche der Natronsalpeter (überhaupt
die in das flüssige Eisen zu injicirenden Substanzen) in die Kammer eingetragen
werden, und zwar entweder in starrer Form (wo sie dann durch Zulassen von heißer
Luft oder überhitztem Dampfe zum Schmelzen gebracht werden) oder in bereits
geschmolzenem Zustande (in welchem sie dann bis zur Injection selbst erhalten
werden). Durch das mit Absperrhahn versehene Rohr i wird
gepreßte Luft (oder Dampf) in die Kammer t
hineingeleitet, welche auf die Oberfläche der Flüssigkeit einen kräftigen Druck
ausübt und letztere mit solcher Gewalt auf das flüssige Eisen preßt, daß sie bis
beinahe zum Boden hinab in das Metallbad hineindringt. Die Kammer t ist nebst ihrem Mantel mittelst eines Trägers an dem
Gefäße a befestigt; übrigens ist für jede der Formen
eine solche Kammer vorhanden, die in der Zeichnung indessen weggelassen sind.
Vor dem Beginne der Operation wird im Umwandlungsgefäße ein Kohksfeuer angezündet und
das Gefäß gehörig abgewärmt; das Brennmaterial wird durch die Oeffnung d aufgegeben und der zur Unterhaltung des Feuers
erforderliche Luftzug wird durch die in Fig. 24 mit punktirten
Linien angedeutete, in der Thür k angebrachte Oeffnung
vermittelt, welche, wie bei einem gewöhnlichen Kupolofen, auch zum Abstechen des
umgewandelten Metalles dient. Indessen zieht es Bessemer
vor, das Feuer durch einen Ventilator zu unterhalten, indem er in die erwähnte
Stichöffnung eine bewegliche Form einlegt, oder indem er im unteren Theile des
Gefäßes eine oder mehrere Düsen einlegt, welche nach dem Abwärmen mit Lehmpfropfen
verschlossen werden. Die Asche bleibt entweder im Gefäße liegen oder wird durch die
Thür k entfernt, welche dann vor dem Einlassen des
Roheisens mit Lehm verstrichen werden muß. Nach dem Abwärmen des Ofens und nachdem
der Salpeter in der Kammer t zum Schmelzen gebracht
worden, wird das flüssige Metall durch die Röhre l (Fig. 24) in
das Gefäß abgestochen und die Mündung der Röhre dann verschlossen. Hierauf läßt man
atmosphärische Luft (oder Wasserdampf), welche mindestens 50 Pfd. Pressung per Quadratzoll hat, und auf eine den Schmelzpunkt des
Natronsalpeters um 30 bis 35° C. übersteigende Temperatur erhitzt ist, durch
den Hahn i in die Kammer t
eintreten; die Luft, beziehungsweise der Dampf, dringt augenblicklich durch die
Oeffnungen y' in die hohle Stange y und durch das Injectionsrohr p, macht dabei
den Weg frei und erhitzt das Rohr und die Düse, welche das flüssige Salz zu passiren
hat; dann hebt man die Stange y, worauf der flüssige
Salpeter aus der Kammer t durch das erwähnte Ventil in
das Rohr p dringt, aus diesem in das Metallbad
hineingepreßt wird und sich mit demselben in fein vertheiltem Zustande mischt. Da
die Düsen tangential angeordnet sind, so veranlassen sie eine rasche Drehung des
Metalles, wobei die injicirten Agentien auf alle Theile desselben gleichmäßig
einwirken. Nachdem das Metall auf diese Weise bis zu dem gewünschten Erfolg
behandelt worden ist, läßt man es aus dem Gefäße ablaufen; nach Erfordernis kann man
ihm aber vorher noch eine Portion geschmolzenen Spiegeleisens beimischen.
Tafeln