| Titel: | Zündhölzchenschneidmaschine von Charles und Comp. in Bordeaux. |
| Fundstelle: | Band 192, Jahrgang 1869, Nr. XXI., S. 94 |
| Download: | XML |
XXI.
Zündhölzchenschneidmaschine von Charles und Comp. in
Bordeaux.
Aus Armengaud's Génie industriel, Februar 1869, S.
281.
Mit Abbildungen auf Tab.
III.
Charles und Comp., Zündhölzchenschneidmaschine.
Bevor wir auf die Beschreibung der in Figur 6, 7 und in ⅛
wirklicher Größe dargestellten Maschine eingehen, mögen einige statistische Angaben
von Heinr. Peligot im Recueil de
la société des ingénieurs civils angeführt werden.
Nach diesen stellt sich der tägliche durchschnittliche Verbrauch an Zündhölzchen in
Frankreich per Kopf auf 6, in England auf 8 und in
Belgien auf 9 Stück heraus. Nimmt man für Europa im Mittel 6 Stück pro Kopf und Tag an, so beträgt der tägliche Verbrauch
zweitausend Millionen Zündhölzchen.
Das mittlere Gewicht derselben schwankt bedeutend. Von den in Frankreich zumeist
verwendeten „allumettes á la livre“ gehen 3000 auf 1 Kilogramm,
während von jenen großentheils in Oesterreich und Schweden erzeugten 8000 bis 10,000
Stück das gleiche Gewicht haben. Rechnet man im Durchschnitt 6000 auf ein Kilogramm,
so stellt sich der tägliche Verbrauch auf mehr als 300,000 Kilogramme. Mit Rücksicht
auf den bei der Erzeugung sich ergebenden Abfall beträgt für Zündhölzchen der
Jahresverbrauch an geeignetem Holz über 400,000 Kubikmeter. Die Zahl der in Europa
mit der Fabrication beschäftigten Arbeiter schätzt Peligot
auf 50,000 und den Werth des Fabricates aus mehr als 250
Millionen Franken.
Die Herstellung der Zündhölzchenspäne (Drähte) erfolgt auf verschiedene Arten. Aus
Hobelmaschinen werden die Hölzer mit einem breiten Hobeleisen zunächst nach der
Länge in parallele Schichten und dann in einer darauf senkrechten Richtung in
Holzdrähte von quadratischem Querschnitt zerschnitten.
Hierbei läßt man zeitweilig die Späne auf einer gemeinschaftlichen Unterlage von Holz
stehen, indem man den Schnitt nicht ganz hindurch führt.
Zur Erzeugung runder, ovalförmiger oder façonirter Zündhölzchen dienen besondere
Zündhölzchen -Hobel, deren schmale Eisen statt der Schneide einige
trichterartige, an der engen Oeffnung scharfrandige, dicht unter der Sohle liegende
Röhrchen von entsprechender Gestalt besitzen. Auch werden solche Hobel bei Hobelmaschinen verwendet und
die Drähte auf einen Zug erzeugt.Nach diesem Princip ist Wrana's
Zündhölzchenhobelmaschine construirt; man s. polytechn. Journal Bd. CLXXVI S.
187.
Die zu beschreibende Maschine ist eine Zündhölzchenschneidmaschine nach der ersten
Art. Der zu bearbeitende Holzblock wird durch Walzen unter das Messer geführt,
welches durch eine Kurbel und Lenkstange von der Hauptwelle hin- und
hergeführt wird. Die tägliche Lieferung, bei 10 Arbeitsstunden, beläuft sich auf
10,000 Packete von je 200 Hölzchen.
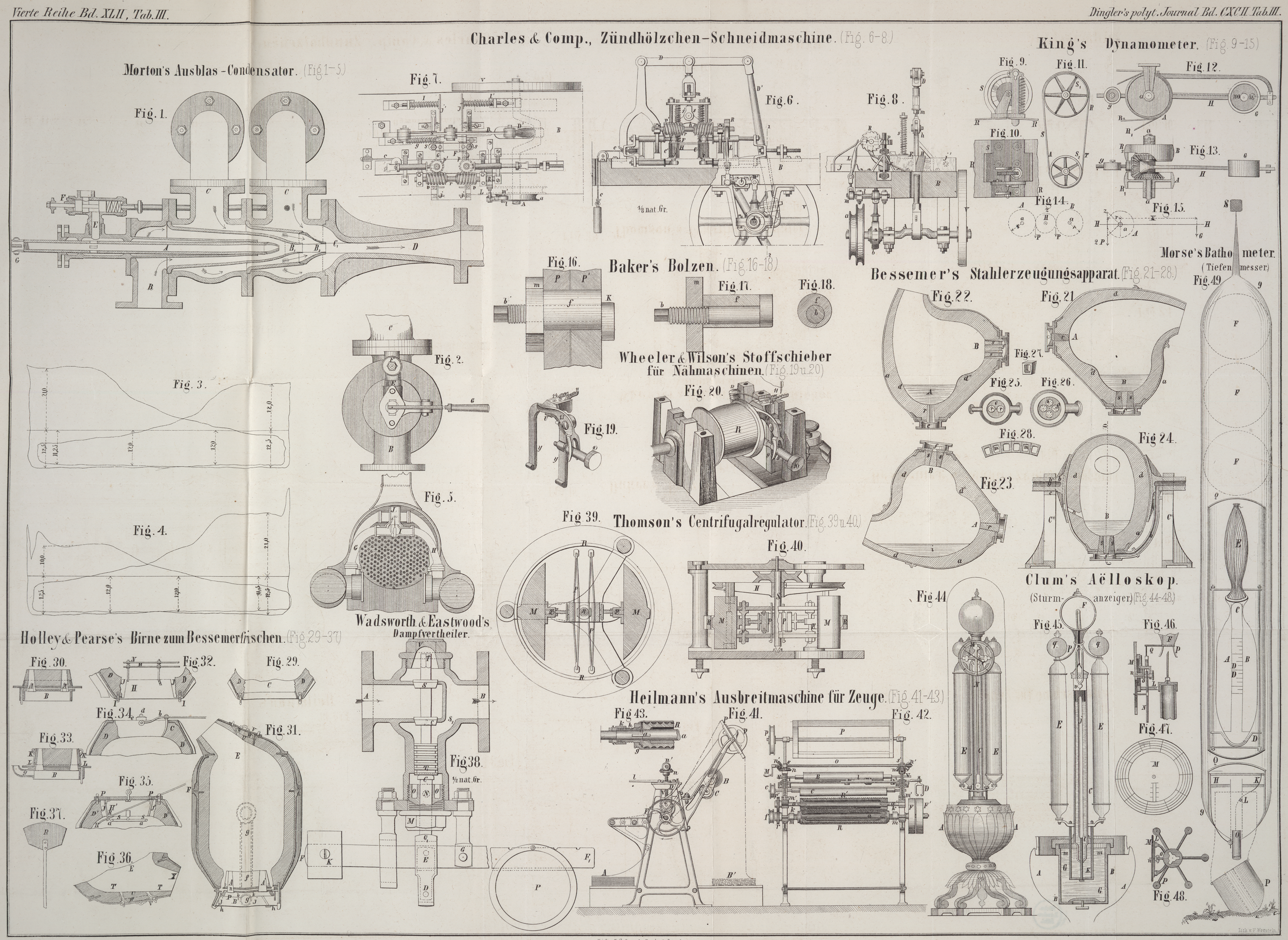
Fig. 6 stellt
die Seitenansicht, Fig. 7 den Grundriß und Fig. 8 einen Querschnitt
nach der Linie 1, 2 der Fig. 6 in ⅛
wirklicher Größe dar.
B bezeichnet den Arbeitstisch, welcher auf einem
Fußgerüst in entsprechender Höhe sich befindet. Auf der unteren Seite des Tisches
sind zwei Lager für die gekröpfte Welle A angebracht,
welche mittelst der Seilscheibe a von irgend einem Motor
in Bewegung gesetzt wird. An dem anderen Ende der Welle sitzt das Schwungrad V; dagegen nahe der Schnurscheibe das Excenter b, von welchem aus mit Hülfe der um den Stift 1
drehbaren Hebelanordnung m, m′ die allmähliche Weiterrückung des Holzblockes erfolgt. Von dem
Hebelarm m geht der Sperrkegel L zu dem Sperrrade R, das auf der Achse r sitzt, und dreht diese nach Maßgabe der Bewegung des
Excenters b. An derselben Achse r sitzen die Schrauben ohne Ende v und v′, durch welche somit die Schraubenräder p und p′, endlich die
Riffelwalzen C und C′
abwechselnd gedreht werden, zwischen welchen die ruckweise Zuführung des Holzblockes
erfolgt.
Die Zufuhrwalze C ist fix gelagert, dagegen kann sich die
Walze C′ in Folge der Wirkung des Zuggewichtes
c; (15 Kilogrm.) mit einem constanten Druck gegen
das vorgeführte Holz andrücken. Das Messer H, welches
das Holz in Schichten schneidet, erhält eine auf- und abgehende Bewegung
durch den Hebel D und die mit der gekröpften Hauptwelle
in Verbindung stehende Kurbelstange D′. Wie aus
Fig. 6 und
8
ersichtlich ist, sitzt das Messer H an dem Bügel h; die Tiefe des Niederganges ist durch die Mutter und
Gegenmutter m veränderlich und richtet sich nach der
Haltbarkeit des Materiales. Der unterste Holzschnitt bleibt aber auf eine gewisse
Dicke unversehrt, damit die Drähte auf einer gemeinschaftlichen Unterlage
bleiben.
Während dem Schneiden drückt die horizontale Blechplatte F durch die Spiralfedern s, s auf die obere Holzfläche, während sich die
Blechschienen
j, j beim Eintritt und j′,j′ an der
Austrittsstelle an die Seitenflächen anlegen; in dieser Absicht, und um sich nach
den verschiedenen Holzstärken gehörig anzulegen, drücken die Spiralfedern I und I′ auf die
Schienen j′,j′. Zwischen den genannten Führungsschienen liegen noch die in Fig. 7 punktirt
angegebenen und mit G bezeichneten Leitschienen mit der
Spiralfeder g.
Es wird somit zunächst der Holzblock in parallele, an einem Ende zusammenhängende
Streifen und hierauf in senkrechter Richtung in vollständig regelmäßige und gut
geschnittene Holzdrähte quadratförmigen Querschnittes zertheilt, welche sämmtlich an
dem unteren Ende durch eine dünne Holzschichte vereinigt bleiben.
J. Z.
Tafeln