| Titel: | Amerikanische Kreistheilmaschine für verzahnte Räder. |
| Fundstelle: | Band 203, Jahrgang 1872, Nr. LXXXIII., S. 334 |
| Download: | XML |
LXXXIII.
Amerikanische Kreistheilmaschine für verzahnte
Räder.
Nach dem Scientific
American, Januar 1872, S. 67.
Mit Abbildungen auf Tab.
VI.
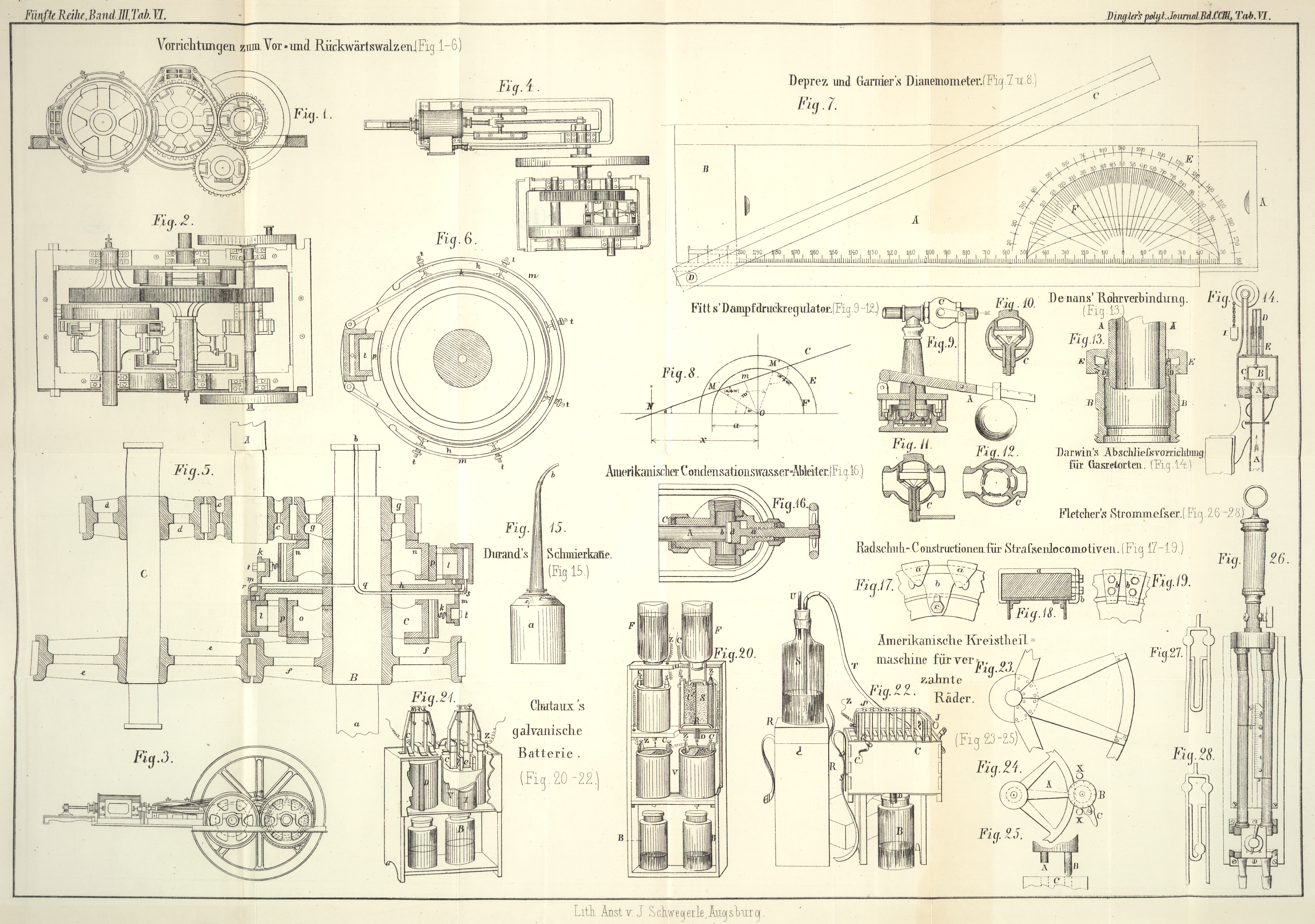
Amerikanische Kreistheilmaschine für verzahnte Räder.
Nachstehende Beschreibung bezieht sich auf eine Methode der Kreistheilung für eine
Räderschneidmaschine, welche hinsichtlich der Genauigkeit kaum etwas zu wünschen
übrig lassen dürfte. Die Maschine dient zum Schneiden sowohl von Winkelrädern als
auch von Stirnrädern von großem Radius und ist nach dem Rad- und
Getriebe-Princip construirt. Das Theilungsrad hat ungefähr 4 Fuß Durchmesser
und 360 Zähne. Bevor diese Zähne geschnitten wurden, war die ganze Maschine bereits
fertig und das Rad definitiv in arbeitsfähiger Lage an die Welle befestigt, worauf
seine Peripherie zunächst sauber abgedreht wurde. Das Schneidzeug wurde sodann auf
einer festen aber temporären Unterlage in die zum Schneiden der Zähne geeignete Lage
gebracht, genau justirt und hierauf ein temporäres Theilungsrad an das eine Ende der
nämlichen Welle befestigt. Um eine größere Genauigkeit zu erzielen, gibt man diesem
Theilungsrade einen weit größeren Durchmesser (etwa von 8 Fuß) als dem zu
schneidenden Rade, und um die Kosten eines Modelles zu sparen, wird es in der durch
den Durchschnitt Fig. 23 dargestellten Weise zusammengesetzt.
Die Eintheilung dieses Rades geschieht folgendermaßen. Ein Streifen weichen Stahles
(ungefähr 1/32 Zoll dick, 1 1/4 Zoll breit und etwa 3 Zoll länger als die Peripherie
des Rades) wird glatt und gerade zurecht gemacht. Den Glühspan an der Oberfläche beseitigt
man dadurch, daß man das Stahlband in aufgewundenem Zustande eine kurze Zeit in
verdünnte Schwefelsäure taucht. Nachdem man das Band gewaschen, getrocknet und geölt
hat, schlägt man seiner Länge nach mittelst eines Locheisens eine Reihe von 364
Löchern aus. Die 4 überzähligen Löcher dienen zur Herstellung einer sicheren Fuge
beim Uebereinanderlegen der Enden, indem das Zusammentreffen mehrerer Löcherpaare
eine bessere Verbindung darbietet, als dasjenige eines einzigen Paares. Die
vollkommene Gleichheit im Abstande zwischen zwei Löchern wird dadurch gesichert, daß
man sich, wie aus Fig. 25 erhellt, zweier Locheisen an einem und demselben Stempel bedient.
A ist das eigentliche Locheisen und B ein Distanzpflock, welcher lang genug ist, um in die
Form C zu treten, bevor das Locheisen A sein Loch ausgeschlagen hat, und dick genug, um die
bereits ausgeschlagenen Löcher bei seinem Eindringen in dieselben leicht zu poliren.
Diesem Theil der Procedur wird die äußerste Sorgfalt gewidmet; eine gleichmäßige
Temperatur in dem Arbeitsraume trägt zur Vollkommenheit der Arbeit bei.
Nach erfolgtem Ausschlagen der Löcher werden die Enden des Stahlstreifens an einander
gefügt und in dieser Lage gehalten, indem man einen Bolzen in jedes Paar der
coincidirenden Löcher steckt. Nachdem sie an einander befestigt sind, entfernt man
die Bolzen. Der Reif mit seinen 360 Löchern ist nun so weit fertig, um auf das Rad
befestigt werden zu können. Bevor jedoch dieses geschieht, wird eine Rinne in die
Peripherie des Rades gedreht, damit die Haltstifte, wenn sie in die Löcher des
Stahlreifes dringen, nicht auf dem Boden aufstoßen. Der größeren Genauigkeit wegen
bedient man sich mehrerer von einander unabhängiger Anhaltstifte, welche alle
gleichmäßig auf das Rad drücken, jedoch so angeordnet sind, daß sie mittelst einer
einzigen Bewegung eines Hebels alle auf einmal in Wirksamkeit gesetzt werden können.
Hierauf läßt der Arbeiter, wie beim gewöhnlichen Räderschneiden, das Schneidzeug
dreimal rings herum angreifen. Der erste Schnitt nimmt ungefähr 3/4 des Metalles
zwischen den Zähnen hinweg, der zweite läßt für 'den letzten vollendenden Schnitt
nur noch wenig übrig. Während dieser Arbeit wird eine gleichförmige Temperatur in
dem Raume unterhalten.
Die Operation mit dem Theilungsrade ist folgende. A, Fig. 24, ist
das Theilungsrad, B das Ziffernrad nebst Getriebe, beide
an einer und derselben Welle; das unterhalb des Ziffernrades befindliche Getriebe
ist durch einen punktirten Kreis angedeutet. Eine Anzahl solcher Ziffernräder ist
erforderlich, um alle beim Geschäft des Verzahnens nöthigen Zahlen hervorzubringen.
Sie sind, abgesehen von der Anzahl der auf ihrer Peripherie befindlichen Einschnitte, alle genau
einander gleich und der Achse des Getriebes so angepaßt, daß sie dieses ohne das
geringste Schlottern mit herumnehmen, und außerdem rasch gewechselt werden können.
Die Handhabe des Ziffernrades C bewegt sich zwischen
zwei Aufhältern X, X, von denen der eine justirbar ist,
um die Bewegungen der Handhabe mit der Zahl der zu schneidenden Zähne in genaue
Uebereinstimmung zu bringen. Für die Zähnezahl des Theilungsrades nimmt man
gewöhnlich ein Vielfaches von 12, welches sich mit einer Null endigt. Ist also 360
diese Zahl, so mag 30 die Zähnezahl des Getriebes seyn. Alle Zähnezahlen, von
welchen 360 ein Vielfaches ist, lassen sich ohne das Getriebe und das Ziffernrad
hervorbringen, z.B. 180, 120, 90, 72, 60, 54, 40, 36, 30 u.s.w. Um jedoch die
zwischenliegenden Zahlen zu erzielen, ist die differentiale Wirksamkeit dieser Räder
nothwendig. Braucht man z.B. ein Rad mit 31 Zähnen, so muß das Getriebe 12/31 (oder
was dasselbe ist 24/62 oder 36/93) Umdrehungen für jeden Zahn machen. Wenn daher das
Ziffernrad 62 Einschnitte enthält, so muß es sich für jeden Zahn um 24 Einschnitte
drehen. Um zu erfahren, welche Zähnezahl jedes der eingekerbten Ziffernräder
hervorbringen kann, multiplicire man die Zahl der Einschnitte des Rades mit 12; das
Product ist alsdann ein Vielfaches der verlangten Zahlen, zum Beispiel 62 ×
12 = 744. Dieses Product ist = 372 × 2 = 186 × 4 = 124 × 8 = 93
× 12 = 62 × 16 = 31 × 24. Die voranstehenden Factoren 372, 186,
124 u.s.w. sind die gesuchten Zahlen. Diese werden in der bezeichneten Ordnung auf
das Rad gestempelt, um anzudeuten daß eine Vorüberbewegung von 24 Einschnitten für
jeden Zahn im Ganzen einer Zahl von 31 Zähnen, ebenso eine Drehung um 31 Einschnitte
für jeden Zahn einer Zahl von 24 Zähnen, ferner daß eine Drehung um 16 Einschnitte
62 Zähnen und eine solche um 62 Einschnitte 16 Zähnen u.s.w. entspricht. In
ähnlicher Weise ist auf jedes zur Maschine gehörige Ziffernrad sein eigenes
Zahlensystem gestempelt.
Ein derartiges Räderschneidzeug läßt sich sehr leicht und bequem handhaben.
Tafeln