| Titel: | Ueber die Lagerung der Walzen in ihren Gerüsten: von R. M. Daelen. |
| Fundstelle: | Band 207, Jahrgang 1873, Nr. LXXIV., S. 277 |
| Download: | XML |
LXXIV.
Ueber die Lagerung der Walzen in ihren Gerüsten:
von R. M. Daelen.
Aus der Zeitschrift des Vereines deutscher
Ingenieure, 1872, Bd. XVI S. 660.
Mit Abbildungen auf Tab.
VI.
Daelen, über die Lagerung der Walzen in ihren Gerüsten.
Die Einrichtung einer Walzenstraße, namentlich der Walzenlager in ihren Gerüsten, hat
auf die Fabrication einen sehr wesentlichen Einfluß, und da hierin in den
bestehenden Anlagen noch große Verschiedenheit gefunden wird, so sey der Versuch
gestattet, eine Einigung der leitenden Ideen zu erstreben.
Es handelt sich hierbei weniger um die Bestimmung der Dimensionen als vielmehr der
Formen, da erstere zu sehr von den localen Verhältnissen abhängig sind; für das
Fundament gilt dieß von der Beschaffenheit des Baugrundes sowie des zu verwendenden
Baumateriales, für die in Gußeisen herzustellenden Theile von der Qualität desselben
und des zu verwalzenden Materiales.
In Bezug auf die Fundirung ist die Frage von Interesse, ob
unter die Fundamentplatten Holz zu legen ist oder nicht?
Sind die Platten direct auf Stein gebettet, so halten sie ihre Lage besser, als auf
Holz, da dieses der Verwesung ausgesetzt ist, jedoch wird ein öfteres Nachziehen der
Muttern der Fundamentschrauben erforderlich, weil diese leichter durch die
Schwingungen gelöst werden, als wenn durch eine elastische Unterlage die Schrauben
in Spannung erhalten werden.
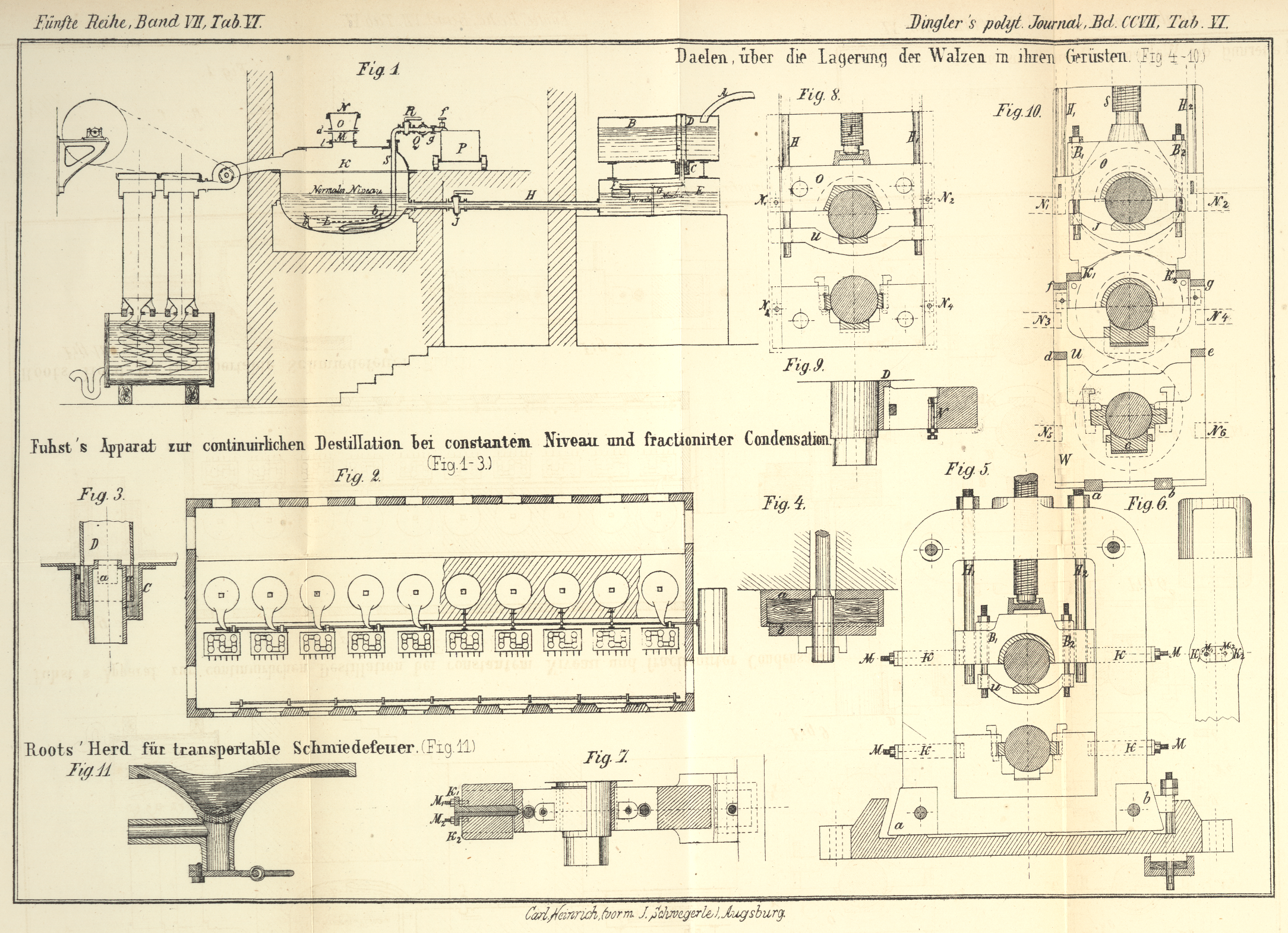
Durch die in Fig.
4 angegebene Construction werden beide Vortheile vereinigt, indem das Holz
in der kastenförmigen Gegenplatte a der
Fundamentsschraube angebracht ist und durch den Deckel b
beim Anziehen der Schraube zusammengepreßt wird; es wird sich, so eingeschlossen, um
so mehr gut halten, da es in den meisten Fällen stets unter Wasser bleibt.
–
Die Walzenständer werden bis jetzt meistens zwischen den
Knaggen der Fundamentplatte mittelst Holz- und Eisenkeilen mit dem Hammer
festgetrieben, wie in Fig. 5 bei a, welches beim Los- und Festmachen viel Arbeit
verursacht. Durch Vereinigung des Keiles mit der Schraube, wie bei b in Fig. 5 angegeben, wird
diese Arbeit bedeutend erleichtert, und das genaueste Richten der Ständer
ermöglicht. Auch hier wird durch die Holzeinlage, als elastisches Medium, das Lösen
der Muttern vermieden. –
Die Construction der Walzenlager hat einen directen
Einfluß auf den Gang der Walzen und also auf die äußere Beschaffenheit des
Fabricates, ferner auf den Kraftverbrauch, den Verschleiß der Walzenzapfen und
Lagerschalen, und auf den Verbrauch von Schmiermaterial. Ersteres gilt namentlich
von Kaliberwalzen, bei deren Herstellung auf ein gewisses Abheben der Walzen von
einander gerechnet wird, welches, je nach der Breite und Härte des zu walzenden
Stückes, größer oder geringer ist und durch das Durchbiegen der Walzen, sowie das
Nachgeben der einzelnen dem Drucke ausgesetzten Theile entsteht. Dieses Abheben der
Walzen von einander muß bei ein und demselben Walzenpaare stets constant bleiben,
also auf ein Minimum reducirt werden, denn sonst wird die Richtigkeit der
Kalibrirung dadurch beeinträchtigt.
Um diesen Zweck zu erreichen muß die Zahl der einzelnen dem Drucke ausgesetzten
Theile eine möglichst geringe seyn, und müssen die Berührungsflächen derselben genau
bearbeitet werden; die Hauptbedingung aber ist die, daß die Druckschraube fest
angezogen werden kann, so daß alle Theile des Lagers stets fest auf einander gepreßt
werden, ohne daß aber hierdurch ein Druck auf den Walzenzapfen ausgeübt wird.
Die gewöhnlich angewendete Construction ist die in Fig. 8 angegebene. Die
Druckschraube S wirkt auf den oberen Lagerdeckel O, und die Walze ruht auf dem unteren Deckel U in den Hängeschrauben H
und H₁; sobald die Druckschraube S angetrieben wird, entsteht sofort ein Druck auf den
Walzenzapfen, indem derselbe zwischen die beiden Lagerhälften eingeklemmt wird.
Hierdurch wird die Reibung bedeutend vermehrt; ist der Druck sehr stark, so erhitzt
sich der Zapfen, und dieser sowohl wie die Lagerschalen verschleißen rasch, trotz
vermehrtem Schmiereverbrauch. Wird die Schraube S aber
nicht genügend angetrieben, so hebt die Oberwalze sich mehr, als zur genauen
Herstellung mancher Profileisen zulässig ist. Es erklärt sich hieraus der Ausdruck
der Walzer, „die Walze liegt so fest, daß sie brennt“, den wohl
schon Mancher gehört haben wird, wenn ein schwieriges I-Eisen herzustellen war, wobei dann auch die Kraft der
Dampfmaschine, selbst bei erhöhter Dampfspannung, nicht ausreichte.
Bei einem Indicatorversuche, welcher angestellt wurde, um den Kraftverbrauch während
des Walzens von Stabeisen zu bestimmen, erforderte die Dampfmaschine mit der leeren
Walzenstraße 25 Pferdestärken zur Bewegung in normaler Geschwindigkeit. Als hierauf
kurz vor Beginn des Walzens noch einige Diagramme aufgenommen wurden, ergaben diese
einen Durchschnittsverbrauch von 70 Pferdestärken. Bei näherer Untersuchung zeigte
sich, daß der Walzmeister die Druckschrauben der einzelnen Ständer angetrieben
hatte, wie er dieß stets vor Beginn der Arbeit zu thun pflegte. Nachdem dieselben
gelöst waren, zeigte sich wieder das zuerst erhaltene Resultat.
Die aus dem Gesagten für jede Walzenlager-Construction resultirende
Hauptbedingung, daß es möglich seyn muß, die Druckschraube fest zuzuschrauben, ohne
hierdurch den Walzenzapfen einzuklemmen, ist durch die in Fig. 5 angegebene
Construction erfüllt: die Hängeschrauben H₁ und
H₂ greifen den oberen Lagerdeckel an, an
welchem die Walze durch die Schraubenbolzen B₁
und B₂ und den Deckel U aufgehängt ist. Die Hängeschrauben H₁
und H₂ werden stärker genommen als bei der
gewöhnlichen Construction, denn sie haben den ganzen Druck der Schraube S auszuhalten, welche immer fest angezogen werden soll,
nachdem die Walze in ihrer Lage gerichtet ist, damit das Heben der Walze möglichst
vermieden wird. Die Muttern der Schraubenbolzen B₁ und B₂ werden nur so lange
angezogen, bis der Walzenzapfen gegen das Oberlager anliegt, so daß er zwar lose im
Lager läuft, jedoch nicht schlottern kann.
Auch für Oberwalzen, welche verstellbar seyn müssen (wie Blech-Walzen etc.),
läßt sich die Construction sehr gut verwenden, indem dann die von den Hebeln der
Gegengewichte aufgehenden Stützen unter den Deckel des Oberlagers stoßen, an dem die
Walze aufgehängt ist. Das Stoßen der Walze gegen den Lagerdeckel wird dadurch
vermieden, und die Reibung im Lager vermindert.
Durch die Seitenschrauben N₁, N₂, N₃, N₄, Fig. 8 und 9, werden die Walzen gegen
Verschiebung in der Richtung ihrer Achsen gehalten, was namentlich für
Kaliberwalzen, wie Schienenfertigwalzen etc. von großer Wichtigkeit ist, da durch
richtiges Reguliren das rasche Verschleißen der Walzenränder verhütet wird. Es gilt
auch von diesen Schrauben, daß sie nur ihren Dienst thun, d.h. daß ihre Muttern fest
bleiben, solange sie in Spannung gehalten werden; in der in Fig. 8 und 9 angegebenen Einrichtung
ist dieß allerdings möglich durch Anziehen der Gegenmuttern; indessen wird dieß oft
vernachläßigt, da sie sich ihrer Lage wegen der Controlle entziehen. Geschieht dieß aber nicht,
so müssen diese Schrauben von beiden Seiten der Walze sehr stark gegen dieselbe
angezogen werden, um ihren Zweck zu erreichen, und dann wird hierdurch stärker
gebremst als durch die Druckschraube 8 auf den Zapfen, denn die Wirkung wird bei D auf die Brust der Walze, also auf einen größeren
Durchmesser ausgeübt, wo noch dazu das Schmieren schwierig ist.
In Fig. 5 bis
7 sind K₁ und K₂
Keile, welche, in einer Höhlung im Ständer genau eingepaßt, durch die Schrauben N₁ und N₂ in
ihrer Längsrichtung gegen einander verschoben werden können, wodurch eine
Verschiebung des Lagerkörpers in der Richtung der Längenachse der Walze
hervorgebracht wird.
Sobald durch Anstellung der beiden Keile K₁ und
K₂ die Lager von beiden Seiten der Walze
genügend festgestellt sind, werden durch Festschrauben der Gegenkeile die Lager so
befestigt, daß sie sich in keiner Richtung mehr bewegen können, was für den ruhigen
Gang der Walzen erforderlich ist. Namentlich für Schienenfertigwalzen ist die
seitliche Befestigung der Walzen gegen das Verschieben in ihrer Längsachsenrichtung
von großer Wichtigkeit, weil die Schiene vor jedem Kaliber um 180° gewendet
wird, also die Walzen jedesmal in entgegengesetzter Richtung verschoben werden und
daher von beiden Seiten festgehalten werden müssen, damit kein zu schnelles
Verschleißen der Ränder und Einschnitte eintritt; auch ist es nur so möglich das
Profil genau herzustellen, namentlich die beiden Seiten des Fußes der Schiene genau
gleich zu walzen.
Das Trio (drei Walzen übereinander), als
Schienenfertigwalze angewendet, hat den Vortheil, daß das Wenden der Schiene
fortfällt, der Seitenschub also stets in derselben Richtung auf jede einzelne Walze
wirkt; daher wird auch jede nur nach einer Richtung festgeschraubt, und zwar die
Ober- und Unterwalze entgegengesetzt der Mittelwalze. Da dieß viel leichter
auszuführen ist, so erklärt sich hieraus bei einem Trio der geringere Verschleiß der
Walzen in Rändern und Einschnitten gegen den bei einem Paar Walzen.
Die Abnutzung der Walzenzapfen ist dagegen oft größer bei dem Trio als bei einem
Paare, und kommt wohl daher das Vorurtheil, welches noch vielfach gegen diese
Einrichtung, namentlich für Fertigwalzen herrscht, denn man hält es für schwierig,
die Mittelwalze so zu lagern, daß sie genügend fest liegt und gleichzeitig genügend
leicht regulirbar ist; habe man dieß aber erreicht, so trete ein zu großer
Zapfenverschleiß ein.
Es ist dieß wahr, wenn die Einrichtung der Lager so ist, daß durch Anschrauben der
Druckschraube die Zapfen der Ober- oder Mittelwalze geklemmt werden können,
wozu dann in vielen Fällen noch die Möglichkeit eintritt, daß während des
Durchganges des zu walzenden Stückes zwischen Unter- und Mittelwalze der
entstehende Druck durch den Zapfen der Oberwalze auf die Druckschraube übertragen
wird, wodurch dann auf diesen mit unberechenbar hoher Kraft gebremst wird.
Bei der Construction der Lager für ein Trio ist also von dem Grundsatze auszugehen,
daß der Druck der Schraube niemals klemmend auf einen Zapfen wirken kann, und daß
der Druck auf die Mittelwalze nach oben auf die Druckschraube übertragen werden muß,
ohne daß der Zapfen der Oberwalze hierunter leidet.
Sehen wir, ob diese Bedingungen in der in Fig. 10 angegebenen
Einrichtung erfüllt sind.
Es ist hier angenommen, daß die Mittelwalze die von der Dampfmaschinenwelle
getriebene seyn soll, und hat deßhalb die Unterwalze einen besonderen Lagerkörper
w, der bei a und b mit flachen Eisenstücken unterlegt wird, um der Walze
die richtige Lage zu geben. Soll die Unterwalze selbst getrieben werden, so kann der
Lagerkörper mit dem Ständer aus einem Stücke seyn, und es wird dann durch Unterlagen
die Lagerschale bei c regulirt.
Das Unterlager U der Mittelwalze stützt sich auf den
Lagerkörper W der Unterwalze, und wird seine Höhe bei
d und e durch Unterlegen
von Flacheisen oder Blechstreifen regulirt. Bei f und
g stützt sich auf das Unterlager der Mittelwalze das
Oberlager O der Oberwalze, welches hier ebenfalls in
seiner Höhe durch Unterlagen gerichtet wird; die Oberwalze wird getragen durch den
Lagerhalter J, der durch die Schraubenbolzen B₁ und B₂ mit
dem Oberlager O verbunden ist, an welchem die
Hängeschrauben H₁ und H₂ angreifen. Nachdem so die Lage jeder Walze bestimmt ist, wird
die Druckschraube S so fest als möglich angezogen, und
darauf der Deckel D der Mittelwalze mittelst der
Nasenkeile K₁ und K₂ so fest angezogen als nöthig ist, um ein Heben der Mittelwalze zu
verhindern. Die seitliche Anstellung geschieht durch die Keile N₁, N₂, N₃, N₄, N₅, N₆, wie
oben an Fig. 8
beschrieben.
Es ist hierdurch das Problem gelöst, das Trio ebenso sicher zu lagern wie zwei Walzen
übereinander, und nach den Resultaten welche damit erzielt sind, steht zu erwarten,
daß das Trio als einfachster Mechanismus für Vor- und Rückwärtswalzen sich
auch für Fertigwalzen mehr Eingang verschaffen wird.
Tafeln