| Titel: | Notizen aus der Wiener Weltausstellung 1873; mitgetheilt vom Docenten Johann Zeman. |
| Autor: | Prof. Johann Zeman [GND] |
| Fundstelle: | Band 209, Jahrgang 1873, Nr. XL., S. 241 |
| Download: | XML |
XL.
Notizen aus der Wiener Weltausstellung 1873;
mitgetheilt vom Docenten Johann Zeman.
Mit Abbildungen auf Tab.
IV.
(Fortsetzung von S. 170 des vorhergehenden
Heftes.)
Zeman, Notizen aus der Wiener Weltausstellung.
28. Neue Kegelräder-Hobelmaschine
der Maschinen- und Gasapparaten-Fabrik von L. A. Riedinger in
Augsburg. (Holzschnitt und Figur 1 bis 6.)
Von den auf der Ausstellung arbeitenden Werkzeugmaschinen erregt die von der Firma L.
A. Riedinger in Augsburg ausgestellte
Kegelräder-Hobelmaschine das allgemeinste Interesse unter den Technikern. Der
Maschinenbauer, welcher viel mit der Bearbeitung von Rädern für Transmissionen
u.a.m. zu thun hat, sieht eine einfache, verhältnißmäßig wenig Platz beanspruchende
Maschine vor sich, welche die Zahnlücken des aufgespannten Kegelrades, mit zwei Stählen zugleich an den beiden Flanken angreifend,
nach Maaßgabe einer eingesetzten Schablone aushobelt. Der specielle
Werkzeugtechniker dringt tiefer in die Sache ein und studirt mit Aufmerksamkeit die
einfache Lösung der schwierigen Aufgabe: die Zähne eines Kegelrades mit aller
Genauigkeit und relativ großer Geschwindigkeit – also mit mäßigen Kosten
– auszuarbeiten.Dieses Problem zu lösen, war schon vor Jahrzehnten das Bestreben der
Mechaniker.So nahmen im April 1829 Glavet und Sohn in Frankreich ein Patent auf eine
Räder-Hobelmaschine, bei welcher der Meißel nach einer Schablone im
hin- und hergeführten Support auf die Zahnstanken eines
festeingespannten Rades einwirkte. Für Kegelräder war die Supportführung um
einen Bolzen in der Spitze des Rades drehbar angeordnet, der Meißel wie
vorher von einer Schablone aus gesteuert. (Armengaud's Publication industr. vol.
III p. 233.)Später im Jahre 1839 bauten Cartier und Armengaud eine große Räderhobelmaschine, bei
welcher jedoch die Zähne mittelst Façonstählen geschnitten wurden.
(Ebendaselbst p. 207.)Die von Hunt und Comp.
in London 1862 ausgestellt gewesene Schneidmaschine für conische Räder war
in der Haupteinrichtung eine Shapingmaschine. Der Meißel erhielt eine feste
hin- und hergehende Bewegung. Das Rad – auf geneigter Achse
aufgespannt – ging mit dem Lagerbock auf und nieder, und erhielt
außerdem eine der Schablone entsprechende seitliche Bewegung.
(Civilingenieur Bd. X S. 27.)Die erste brauchbare Diagonal- und Stirnräder-Hobelmaschine
stellte Johann Zimmermann in Chemnitz auf der
Pariser Ausstellung im Jahre 1867 aus. Eine ausführliche Beschreibung der
auch auf der Wiener Ausstellung vertretenen Maschine erschien zuerst in Armengaud's Publication
industr. vol. XVIII, p. 367; später im
Civilingenieur Bd. XVIII S. 141.
Was für die vorliegende Kegelräder-Hobelmaschine von vornherein gegenüber
anderen Constructionen einnimmt, ist die Einfachheit der Bewegungsmechanismen, die
leichte Einstellbarkeit der Maschine beziehungsweise des Hauptorganes derselben, der
DivergirwangenDa die beiden Wangen oder Prismen, längs welcher die Supporte mit den Meißeln
hin- und hergleiten, jederzeit parallel zu den Erzeugungslinien der
Zahnstanken liegen, gegen die Spitze des Ergänzungskegels also zulaufen oder
von der Kegelspitze aus betrachtet divergiren, so hat ihnen der Constructeur
den Namen Divergirwangen gegeben. für die beiden Werkzeugsupporte, vornehmlich aber die vergrößerte
Leistungsfähigkeit durch Anwendung zweier an den beiden Flanken der Zahnlücke
zugleich arbeitender, selbstthätig geleiteter Stähle.
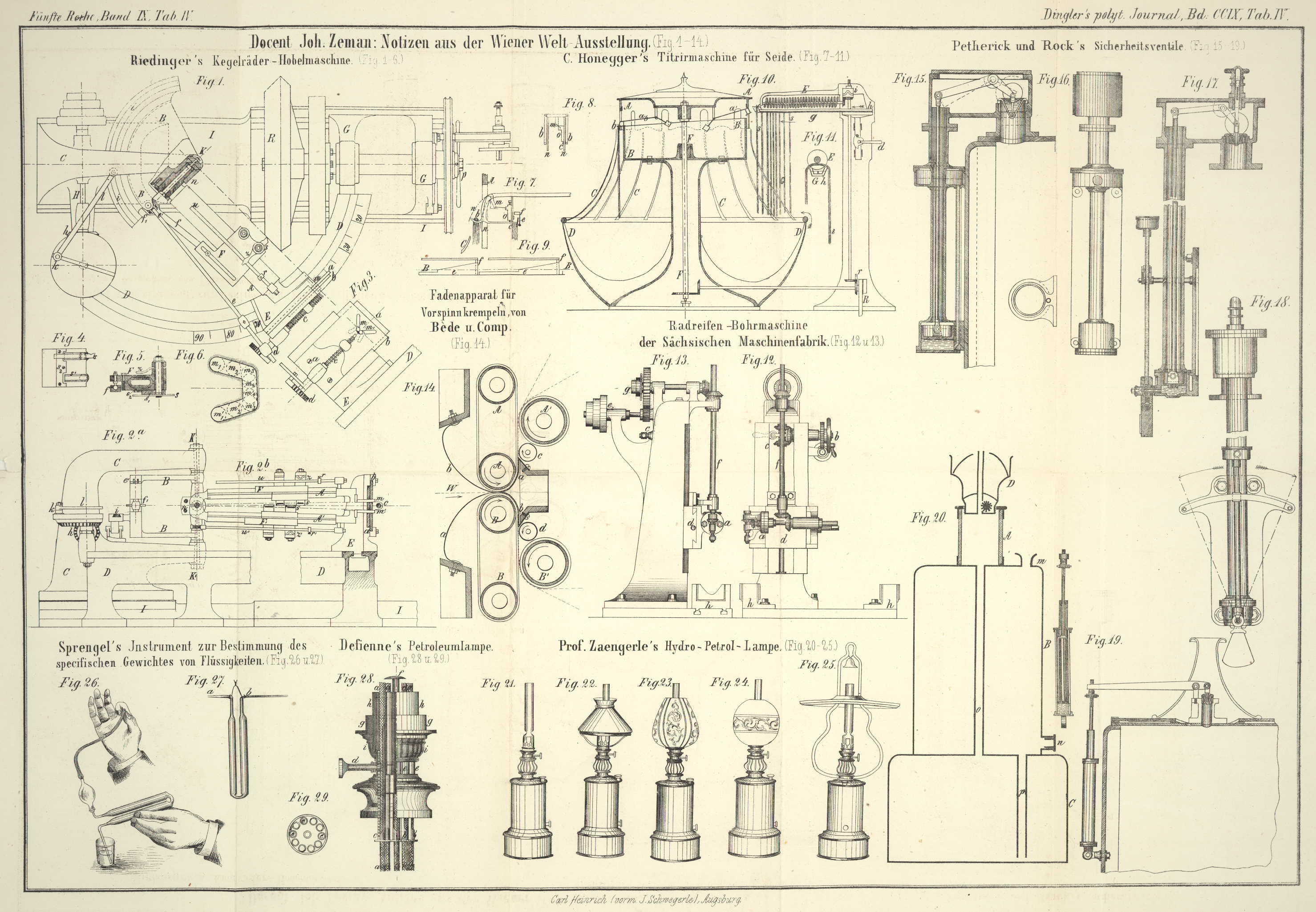
Auf die nähere Einrichtung der Riedinger'schen
Kegelräder-Hobelmaschine eingehend, so zeigt Figur 1 den Grundriß mit
den beiden Supportwangen A, A' – letztere
verdeckt – parallel in horizontaler Ebene, entsprechend der Stellung der
Führungsstifte m, m' in Figur 3, welche die
Ansicht des Schaltmechanismus und der Schablonenplatte a
darstellt.
In Figur 2a ist die Ansicht des Wangenständers C und des abgebrochenen Kreisgestelles D für den Schablonenständer E verzeichnet.
Die Supportwangen A, A' in Figur 2b divergiren von einander für eine
mittlere Stellung ihrer Führungsstifte m, m' in der
Zahnschablone. (Stellung m₂, m'₂ in Figur 6.)
Bei den Ansichten in Figur 2 sind die Supportwangen A, A' in die
Längenachse des Ständers C verlegt, daher einige
Verbindungsstangen abgebrochen gezeichnet oder ganz weggelassen wurden. (Letzteres
gilt von den Verbindungsstangen f, f' zwischen dem
Kurbelgehäuse B und den Supporten F, F'.)
Die Figuren 4
und 5 geben
die untere Ansicht und den Querschnitt durch den oberen Werkzeugsupport F. In Fig. 6 sieht man die
Zahncurve und verschiedene Positionen der Führungsstifte m,
m' der Divergirwangen. Der Holzschnitt (S. 243) zeigt endlich eine
perspectivische Ansicht der Kegelräder-Hobelmaschine.
Textabbildung Bd. 209, S. 243
Es sind drei Haupttheile der Beschreibung zu unterscheiden: Aufspannen und Theilen
des Kegelrades, Disposition und Wirkungsweise der eigentlichen Hobelmaschine, und
Bewegung der Maschine.
Ueber Aufspannen und Theilen
des Rades ist eigentlich wenig zu sagen, da diese Operationen in bekannter Weise vor
sich gehen.
Zur Feststellung des zu schneidenden Rades R dient der
Spindelstock
G, welcher auf der durchgehenden Grundplatte I je nach Größe des Rades mittelst Handrad p und Schraubenspindel verstellbar ist.
Die jedesmalige Drehung des Rades nach vollendeter Zahnlücke, das Theilen geschieht
mittelst Handkurbel (Scheibe und federnde Einlegklinke), Stirnräder zum Wechseln,
Schraube und Schneckenrad. Die Schraube ist in einen: drehbaren Stelleisen gelagert,
um leicht in und außer Eingriff gebracht werden zu können, behufs rascher Drehung
des Rades bei der Controlle, ob dasselbe centrisch aufgespannt ist.
Disposition und Wirkungsweise der eigentlichen
Hobelmaschine. Ist das Rad aufgespannt und richtig gestellt, daß die Spitze
des Ergänzungskegels in die Centralachse K, K' trifft,
um welche das. ganze System der beweglichen Theile drehbar angeordnet ist, so wird
die Einstellung der Messer beziehungsweise der Divergirwangen A, A' vorgenommen. An dem einen Ende drehen sich die Wangen
gemeinschaftlich mit dem Scharnierlager n um die
Centralachse K, K'; am anderen Ende ist an jede Wange
ein Stahlbolzen m, respect. m' angeschraubt, welcher in der eingeschnittenen Nuth der Zahnlückencurve
(Schablonenplatte a) Führung erhält. Die Zahnschablone
ruht in dem Ständer E, durch dessen Bewegung auf dem in
Grade eingetheilten Kreisgestelle D die beiden
Divergirwangen mit der Schablone nach Maaßgabe der bekannten Neigung des conischen
Rades ohne Mühe eingestellt werden können.
Die Messer s und s' müssen
nun so weit vorstehen, daß die Schneiden genau in den Erzeugungslinien der
Zahnfläche liegen, zu welchem Zwecke der Maschine eine einfache Lehre beigegeben
wird.
Beim Beginne stehen die Führungsbolzen der Wangen am oberen Ende der Zahncurve (Figur 6) bei
m₁ und m'₁
und greifen hierbei die Messerschneiden an dem Kopf zweier benachbarten Zähne ein.
Wenn nun die Führungsstifte successive herabgerückt werden in die Stellung m₂, m'₂
u.s.w., so dringen die Messer tiefer in die Zahnlücke ein, indem durch die
Fortrückung der Führungsstifte die Wangen A, A' –
um die Achse K, K' sich drehend – näher gegen die
Radachse kommen und zufolge der Gestaltung der Zahncurve auch einen kleineren Winkel
unter einander einschließen. In jeder Lage aber bewegen sich die Messerspitzen, eine
richtige Ausführung der Schablone natürlich vorausgesetzt, in den Erzeugungslinien
der Zahnfläche, zu welchen die Wangen unausgesetzt äquidistant bleiben.
Gelangen die Führungsbolzen in der Schablone zur Stelle m₃ und m'₃, so stehen die Messer am
Fuße der abgehobelten Zahnflanken und erfolgt nun das Abrichten der Zahnlücke.
Dabei streichen, um den Grund sauber auszuschneiden, die beiden Messer an einander
vorbei, indem jedes über die ganze Breite der Zahnlücke zur Wirkung kommt, aus
welchem Grunde die beiden Supporte F und F' nicht genau übereinander fallen, sondern
gegeneinander versetzt sind. (Figur 2b.)
In den Stellungen m₄ und m'₄ der Führungsstifte liegen die Wangen parallel (Fig. 1 und 3), die obere
Messerschneide s unten an der von dem anderen Stahl
gerade abgehobelten Zahnfläche, und das untere Messer s'
an der oberen Zahnflanke.
Es beschreibt also bei jeder Zahnlücke der Führungsbolzen am Kopfende der Wange die
ganze Zahnflanke und die volle Breite des Lückengrundes, was zur Folge hat, daß die
Zahncurve in der Schablone am Fuße verhältnißmäßig breiter erscheint.
Wie man aus den Abbildungen entnimmt, ist jeder Support mit je zwei Werkzeughaltern
ausgestattet und zwar zu dem Zwecke, um den Stahl in dem einen oder dem anderen
Halter einzuspannen je nachdem kleinere oder größere, also näher oder weiter von der
Centralachse K, K¹, beziehentlich von dem
Schablonständer E liegende Räder abzuhobeln sind.
Nachdem die Gleitfläche des Supportes eine bestimmte Ausdehnung erhalten muß, so
kann man mit zwei Messerhaltern am Support auf derselben Maschine Kegelräder von
größerer Abweichung im Durchmesser abhobeln.
Um endlich noch die Stahlschneiden beim Rückgang zu schonen, so findet der
Werkzeughalter s₁ (Figur 4 und 5) in dem am
Support angeschraubten Anschlagstück s₂ etwas
Spielraum. Die jeweilige Auslegung des Stahles erfolgt durch Anschlag der auf der
Drehachse des Halters festen Zunge z oder z' gegen den Stellring r
respect. r' an den Stangen u
und u' (Figur 1 und 2b).
Was nun die Bewegung der Maschine betrifft, so genügt es
hier kurz darauf hinzuweisen, wie die Supporte in jeder Lage der Wangen hin-
und hergeführt, ferner wie die Supportwangen, beziehungsweise die Führungsstifte
derselben in der Zahncurve verstellt werden.
Der Hauptantrieb erfolgt, wie man aus der Abbildung wohl selbst entnimmt, von der
Hauptwelle H durch Kegelräder h, Kurbelscheibe k, Verbindungsstange l, und wird das Kurbelgehäuse B um die Centralachse K, K' in schwingende
Bewegung versetzt, welche durch die Zugstangen f und f' den Hin- und Rückgang der Supporte auf den
Wangen verursacht. (Diese Zugstangen fehlen in Figur 2b gänzlich; dafür ist in Figur 2a der Kreuzkopf f₁ wahrzunehmen, in welchem diese Stangen am Kurbelgehäuse B hängen.)
Zur beliebigen Veränderung des Hubes und der Wirkungsstelle des Stahles je nach Größe
und Lage des zu bearbeitenden Rades, ist der Kurbelzapfen auf der Scheibe k radial, ferner der Zapfen am Kurbelgehäuse B in einer kreisförmigen Rinne t (Figur
1) verstellbar. Um in allen Positionen die Bewegungsübertragung zu
ermitteln, hat das Kurbelgehäuse die eigenthümliche cylinderförmige Gestalt.
Die successive Verstellung der Didergirwangen und demzufolge der Messer geschieht
selbstthätig durch den Schaltmechanismus bei d, welcher
durch die bei e₁ am Kurbelgehäuse angelenkte
Zugstange e nach jedem Schnitt in Gang gesetzt wird.
Durch die ruckweise Drehung der Schraubenspindel c wird
zunächst die Platte b verschoben. Dieselbe ist mit einem
< förmigen Ausschnitt versehen, in welchen die Führungsstifte m und m' eingreifen. Nachdem
diese Stifte vor der Platte b durch die eingeschnittene
Zahncurve der Schablone a durchgehen, so findet bei
jeder Fortrückung der Schaltplatte b eine Verstellung
der Führungsbolzen in der feststehenden Zahnschablone a
statt, derzufolge die Wangen um die Achse K, K' und um
den Scharnierbolzen n sich drehen und nach Erforderniß
sich einstellen.
Nebenbei bemerkt, wird die Schaltbewegung bei der nächsten Maschine modificirt und
wohl auch mit einer Selbstabtheilung nach Vollendung der Zahnlücke ausgestattet
werden.
Ich wollte überhaupt nicht allzusehr in die kleinsten Details dieser durch die
allgemeine Anlage schon sehr interessanten Maschine eingehen, indem ich
dießbezüglich auf die Abbildungen verweisen, aber auch darauf Rücksicht nehmen muß,
daß diese Maschine – die erste dieses
Constructionssystemes – bereits einer weiteren Vervollkommnung zugeführt
wird.
Es ist nämlich, um dieser Maschine eine allgemeinere Verbreitung zu sichern, noch
Vorsorge zu treffen, daß auf derselben auch Stirnräder abgehobelt werden können;
ferner sollte meiner Ansicht nach versucht werden, die etwas schwierig und theuer
herzustellende Schablone mit eingeschnittener Zahncurve durch eine Patrone, deren
äußere Kante die Leitcurve für die Führungsstifte der Wangen bildet, zu
ersetzen.
Den Preis betreffend, so kostet die Ausstellungsmaschine, welche beiläufig gesagt
schon verkauft ist, 3760 Thaler oder 6580 Gulden S. W. Auf derselben lassen sich
Räder von 300 bis 1500 Millimet. Durchmesser und 200 Millim. Zahnbreite
abhobeln.
Die Hauptdimensionen können annäherungsweise aus den Abbildungen abgegriffen werden,
welche in etwa 1/20 der natürlichen Größe gehalten sind. Mancher Theil mußte
freilich zur Föderung der Deutlichkeit verzerrt aufgetragen werden.
Zum Schlusse sey noch Hrn. A. L. Riedinger mein bester
Dank abgestattet für die freundlichst gegebene Erklärung der Maschine und für die
entgegenkommende Gestattung eingehendere Skizzen derselben für diesen Bericht
abnehmen zu dürfen.
29. Titrirmaschine für Seide, von Caspar
Honegger in Rüti (Schweiz.) – (Figur 7 bis
10.)
Die Firma Caspar Honegger in Rüti bei Zürich genießt seit
Jahren schon einen bedeutenden Ruf auf dem Gebiete des Webstuhlbaues für
Baumwollbuntweberei, besonders aber für die mechanische
Seidenstofffabrication. Eine große Zahl der hervorragendsten Etablissements
in Italien, Oesterreich, Deutschland, Frankreich und der Schweiz, welche mit ihren
Fabricaten in dem Industriepalaste excelliren, sind fast ausschließlich mit
Maschinen der genannten Firma versehen und vielfach wurde mir auf meiner
Studienreise die rationelle und sorgfältige Ausführung von Honegger'schen Maschinen gerühmt.
Eine selbst flüchtige Besichtigung der von C. Honegger
ausgestellten Webstühle und Vormaschinen, welche in der schweizerischen Abtheilung
der Maschinenhalle in ununterbrochenem Betriebe stehen und dem Besucher mit
besonders anerkennenswerther Bereitwilligkeit erklärt werden, genügt, sogar den
strengen Beurtheiler zu befriedigen und zur Ueberzeugung zu bringen, daß hier der
Zweck und das Ziel der Ausstellung durch Vorführung theils ganz neuer, theils
verbesserter oder mehrjährig erprobter Constructionen mehr wie an vielen anderen
Stellen des Ausstellungsraumes in's Auge gefaßt und mit Erfolg gefördert wurde.
Vor Besprechung der einzelnen Novitäten will ich die ausgestellten Maschinen der
Reihe nach kurz anführen,
a. Titrirmaschinen zum selbstthätigen
Abwiegen der Seide. (Siehe Figur 7 bis 11.)
b. Seidenzettelmaschine und
Aufbäummaschine für Seidenweberei; gegenüber den in Paris 1867 ausgestellt
gewesenen Maschinen wesentlich verbessert und für den Betrieb
vereinfacht.
c. Zettelmaschine für Seidenbänder,
Bordüren etc.
d. Webstuhl für Serge und Satin.
Trittmaschine mit wechselnden Musterscheiben; fliegendes Blatt mit regulirbarer
Spannung; verbesserte Aufwindung mit Kautschukwalze und Waarenbaum, welcher
durch bequem ausrückbare Gewichtshebel gegen die Kautschukwalze angedrückt
wird.
e. Webstuhl für Margeline –
Doppeltafft, – auch für leichtere Seidenwaaren. Schöne Schaftbewegung bei entlasteten
Flügeln; Waarenaufwickelung wie vorher; Rietblatt wie oben 170 Schützenschläge
pro Minute.
f. Webstuhl für schweren Tafft,
sogen. Failles – Lyoner Waare. – Regelmäßige Fachbildung;
Aufwickelung wie früher; freier Blattschlag mit Regulirung des Momentes und der
Stärke des Schlages; rostförmige Schützenbahn an der
Lade zur Schonung der im Unterfach liegenden Kettenfäden bei Bewegung der
Schütze.
g. Der bekannte Honegger'sche Wechselstuhl mit 4 zelliger Steiglade für
Buntweberei.
h. Spulmaschine; Doublir- und
Zwirnmaschine für Eintragseide; verschiedene Seidenschützen.
Beginne ich mit der Beschreibung der neuen Seidentitrirmaschine, so bezeichnet der Name schon den Zweck dieser von
einer Transmission aus oder durch die Hand in Gang zu setzenden Maschine, nämlich
die Titrirung (Nummerbestimmung) von Seide vorzunehmen, rasch und verläßlich ohne
Zuhülfenahme besonders geschulter Personen, wie dieß in großen Seidenhandlungen, in
Zwirnereien und Webereien häufig genug erforderlich ist, wenn die mittlere Nummer
eines Ballens Seide bestimmt werden soll. Die gewöhnliche Titrirung auf
Schnell- oder Zeigerwaagen erfordert ungleich mehr Zeit, Platz und
verläßliche Personen, während die Maschine – einmal richtig adjustirt
– diese Arbeit unparteiisch, innerhalb bekannter von vornherein
festgestellter Fehlergrenzen in sicherster Weise verrichtet.
Im Wesentlichen besteht die Titrirmaschine aus einer Anzahl von Zeigerwaagen (ohne
Scala), welche in einem cylindrischen Gehäuse in gleichen Abständen radial
aufgehängt sind und bei der Drehung des Cylinders vor dem Zuführapparat
vorbeistreichen, und hier eine nach der anderen eine der vorgelegten Probesträhne
mitnehmen.
In Folge dessen sinkt der beschwerte Waagebalken nieder, bis ein an demselben
angebrachter Arm zur Auflage auf die in Folge kreisförmiger Vertheilung der Waagen
cylindrisch gekrümmte Führungsbahn gelangt. Diese Bahn fällt successive ab, so daß
der mit der Probe versehene Arm immer tiefer sinkt, während das am entgegengesetzten
Ende des winkelförmigen Waagebalkens angebrachte feste Belastungsgewicht höher
gehoben wird.
Mit dem Eintreten des Gleichgewichtszustandes der Waage, wenn also der belastete Arm
die Führungsbahn zu verlassen beginnt, kommt die nächste Abstoßvorrichtung zur
Wirkung und schiebt die Probesträhne auf einen, einer bestimmten Nummer
entsprechenden Stab.
Es wird nun bekanntermaaßen die Feinheit der Seide ausgedrückt durch das Gewicht
einer bestimmten Fadenlänge.Zur Bezeichnung des Feinheitsgrades der Seide gibt man an, wie viel Deniers
die Fadenlänge von 9000 aunes (Pariser Stab)
wiegt. Beim Titriren jedoch bestimmt man dieses Gewicht durch Abwägung eines
Gebindes von 400 Fäden (der Umfang des Probehaspels ist 1 Stab) nach Gran
(1/24 Denier). Demzufolge müssen die Waage, der Führungscylinder und die Abstoßplatten im
gehörigen gesetzmäßigen Zusammenhange stehen, d.h. vor jeder Abstoßplatte muß ein
Stab stehen, welcher correspondirend nummerirt ist mit dem factischen Gewichte des
hier zufolge des eingetretenen Gleichgewichtzustandes der Waage abgeworfenen
Probesträhnes. Ist dieß der Fall, so besitzen alle auf irgend einem Stabe
zusammenkommenden Proben die gleiche am Stabe bemerkte Nummer, abgesehen der kleinen
Abweichungen von einer Nummer zur anderen.
Nach dem Abschnellen der aufgelegten Probesträhne kehrt die Waage in die Ruhelage
zurück, bis zur Auflage einer frischen Probe am Speisekopf.
Der die Maschine bedienende Junge hat daher nur für die regelmäßige Auflegung der
abgehaspelten Probelängen in den Speisekopf Sorge zu tragen und zuletzt die Proben
von den einzelnen Stäben abzunehmen und mit den entsprechenden Titern zu
bezeichnen.
Vollkommener wird das Gesagte mit Zuhülfenahme der Abbildungen in Figur 7 bis 11
verständlich werden.
Die Figur 10
stellt einen Durchschnitt durch die Titrirmaschine dar, in welchem jedoch nur die
zwei Waagen a₁ und a₆ in der Ansicht gezeichnet, die anderen aber deutlichkeitshalber
weggelassen sind.
Im Ganzen sind 10 unter einander ganz gleiche Waagen, radial an dem Deckel des mit
der Welle F rotirenden cylindrischen Gehäuses A aufgehängt. Das Belastungsgewicht ist an dem kurzen
inneren Arm des Winkelhebels angeschraubt; auf den anderen Arm, vorn auf dem
gekrümmten gabelförmigen Ende b (Fig. 7 und 8, seitliche und vordere
Ansicht), welches durch einen Ausschnitt im Mantel A
hervortritt, wird die Probesträhne vom Speisekopf aufgelegt.
Hat die Auflage die genügende Schwere, so fällt der lange Waagebalken herab, bis der
Arm c auf der oberen, gesetzmäßig verlaufenden Kante des
feststehenden Cylinders B aufruht. Bei der Drehung des
Mantels A streicht der Arm c
so lange auf dieser Kante, bis der Gleichgewichtszustand eintritt, wobei die Waage
anfängt zu spielen und die Probesträhne auf den nächstfolgenden Aufnehmstab C abgeworfen wird.
Sowie nämlich der Arm c die Führungsbahn des Cylinders
B verläßt und über das schief zugeschnittene
Plättchen e (Figur 7 und 9) sich erhebt, welches bisher
durch den Arm c zurückgedrängt war, sofort aber nach
Entfernung des Hindernisses in die verticale Lage unter den Arm c sich gestellt hat, so stößt beim Weiterdrehen des
ganzen Systemes die Drehspindel o mit dem unteren
Vorsprung gegen den Anschlag f. In Folge dessen wird
durch den oberen Vorsprung an o der Winkelhebel m, n vorgeschnellt (in die punktirte Lage) und durch die
Vorwärtsbewegung der Gabel n die Probesträhne von dem
Waagebalken b abgeworfen. Dieses Abschnellen tritt
jedesmal vor einem der Stäbe C ein, indem einem jeden
derselben eine Abstoßvorrichtung e, f am Cylinder B entspricht.
Es hängt nur von der Gestaltung der Begrenzungscurve des Cylinders B und von dem festen Belastungsgewichte der Waage ab,
welche Titer auf einer Maschine und in welchen Sprüngen dieselben angegeben
werden.
Bei der Ausstellungsmaschine sind 22 Abstoßplatten im Cylinder B und dem entsprechend 22 Titerstäbe C auf dem
Untersatz D im Kreise herumgestellt.
Der erste Stab gilt für 18 Deniers, der nächste für 20 u.s.f. bis 64, daher der Titer
nur in geraden Zahlen angegeben wird. Proben von zwischenliegender Feinheit fallen
immer der nächstfolgenden geraden Nummer zu. Ein 23ster Stab, welcher noch vor dem
Speisekopf neben dem Stab „Titer 64“ aufgestellt ist, nimmt
alle schweren Probesträhne auf, welche ihren Titer auf der Maschine nicht finden; es
sey denn daß man nur die halbe Probelänge, also nur eine Fadenlänge von 200 Stab
abhaspelt, so daß dann die Maschine die Titer zwischen 36 und 128 Deniers d. i. mit
Sprüngen von 4 zu 4 Deniers angibt.
Es bleibt nur noch wenig speciell zur Speisung der Maschine zu sagen übrig. Die
Proben s werden von der Weise partieweise auf die Rinne
G aufgelegt, welche zu diesem Behufe nach Abstellung
der Maschine mittelst des Griffes d gesenkt und hierauf
der Zuführschraube E wieder zugerückt wird.
Wird hierauf die Maschine durch Verschiebung des Riemens R auf die Treibscheibe in Gang gesetzt – der Sperrhaken r (Figur 10) verhütet die
Rückdrehung, – so wird zufolge der aus der Figur 10 ohne weiteres zu
entnehmenden Disposition der Waagencylinder B und die
Schraube E in Drehung gesetzt, derart daß jeder
vorbeistreichenden Waage eine Strähne s von dem Schieber
h zugebracht wird.
Die Schraube E bewegt die auf der Rinne G hängenden Strähne unausgesetzt voraus, während der
Schieber h von der Nuthscheibe i aus horizontal hin- und hergeführt wird und bei jedem Vorschub das vorderste
vor der Schraube angelangte Probesträhnchen abwirft.
Der Cylinder A macht pro
Minute 5 Umdrehungen, daher bei 10 Waagen in gleicher Zeit 50 Wägungen vorgenommen,
50 Probesträhne titrirt werden.
Der Platzbedarf ist sehr gering. Der runde Untertheil D
hat einen Durchmesser von 1,5 Meter und die Grundplatte des Speisekopfes reicht 600
Millimeter über D hinaus.
30. Radreifen-Bohrmaschine;
ausgeführt von der Sächsischen Maschinenfabrik (vormals Richard Hartmann) in
Chemnitz. (Figur 12 und 13.)
Im Anschluß an den Bericht im zweiten Juliheft S. 89 gebe ich die in Figur 12 und 13
dargestellte Radreifen-Bohrmaschine der oben genannten Firma.
Diese Maschine ist nach bekannten Grundsätzen construirt, gestattet jedoch das Bohren
der Löcher entweder vom Inneren des Radkranzes nach außen oder umgekehrt von außen
nach innen.
Aus diesem Grunde ist der eigentliche Bohrständer a nach
Lüftung zweier Stellschrauben um 180 Grad drehbar eingerichtet, während der
Schaltmechanismus b zum Vorschub des Bohrers je nach der
Stellung der Kuppelung c den Werkzeugschlitten d nach aufwärts oder nach abwärts verschiebt.
Die Drehbewegung des Bohrers geht von der Hauptwelle e
vermittelst Räderübersetzung auf die verticale Spindel f
und von hier weiter zum Bohrer; der Vorschub ebenfalls von e auf den Riemenconus g, herab zum Gegenconus
an der Achse des Schraubenrades u.s.w. des Schaltmechanismus b.
Das zu bohrende Rad wird auf den Schlitten h
aufgesetzt.
Die nähere Einrichtung geht ohne Weiteres aus den beregten Abbildungen hervor.
31. Fadenapparat für Vorspinnkrempeln,
von Bède und Comp. in Verviers. (Figur 4.)
Unter den von der Firma Bède und Comp. (Société Houget
et
Teston) in Verviers ausgestellten Maschinen
(Spinnerei-, Werkzeug-, Tuchappreturmaschinen, Dampfmaschinen,
Straßenlocomotive) befindet sich ein neuer Fadenapparat für Vorspinnkrempel, oder
richtiger gesagt ein modificirter Martin'scher
Vorspinnapparat.
Statt der endlosen Lederstreifen, welche die Theilung des vom Peigneur abgelösten
Wollvließes bewerkstelligen und zugleich die Fäden an die Würgelwalzen abführen,
sind hier zwei Systeme festliegender Stahlbänder
a, b (Fig. 14), ebenfalls mit
einander abwechselnd, und statt der beiden kalibrirten Walzen zwei endlose
Würgeltücher A und B
vorhanden, zwischen welche die Stahlbänder in der aus der Abbildung zu entnehmenden
Weise umgelegt sind.
Im Betriebe tritt das Wollvließ W ungetheilt zwischen die
Stahlbänder und wird durch diese bei der fortschreitenden Bewegung der endlosen
Ledertücher A und B in
einzelne Fäden von der Breite der Stahlbänder getheilt. Die eine Hälfte der Fäden,
nämlich die zwischen dem Ledertuch A' und den
Stahlbändern a liegenden Fäden, geht mit A nach aufwärts, die übrigbleibende Hälfte der
Wollbändchen nimmt das Würgeltuch B nach abwärts. Die
Wälzchen c, d sollen das Abfallen der Fäden
verhindern.
Das Verdichten der Wollbändchen erfolgt von den Würgelwalzen A' und B', worauf die Fäden zu den Spulen
ablaufen.
Da der Apparat knapp zur Ausstellung fertig gebaut wurde und nur das Princip der
neuen Fadentheilung veranschaulichen soll, so bin ich noch nicht in die Lage
gekommen, dessen praktische Wirkungsweise kennen zu lernen.
32. Internationaler
Patent-Congreß.
Der Patent-Congreß, welcher anläßlich der Wiener Weltausstellung zur Berathung
der so hochwichtigen Frage veranstaltet worden, hat nachstehende Beschlüsse
gefaßt:
I. Der Schutz der Erfindungen ist in den Gesetzgebungen aller civilisirten Nationen
zu gewährleisten:
a) weil das Rechtsbewußtseyn der civilisirten Nationen den gesetzlichen Schutz der
geistigen Arbeit verlangt;
b) weil die Patente das einzige praktisch wirksame
Mittel bilden, neue technische Gedanken ohne Zeitverlust und in glaubwürdiger Art
zur allgemeinen Kenntniß zu bringen;
c) weil die Patente die Arbeit des Erfinders zu einer
lohnenden machen und dadurch berufene Kräfte veranlassen Zeit und Mittel an die
Durch- und Einführung neuer und nützlicher technischer Methoden und
Einrichtungen selbst zu wenden, oder ihr fremde Capitalien zuzuführen, die ohne
Patentschutz eine sicherere Anlage suchen und finden;
d) weil durch die obligatorische vollständige
Publication der den Gegenstand des Patentes bildenden Erfindung die großen Opfer an
Zeit und Geld, welche
die technische Durchführung anderenfalls der Industrie aller Länder kostet,
bedeutend vermindert werden;
e) weil durch die Patente das Fabriksgeheimniß, welches
den größten Feind des technischen Fortschrittes bildet, den Boden verliert;
f) weil den Ländern, welche kein rationelles Patentwesen
haben, dadurch großer Nachtheil erwächst, daß ihre talentvollen Kräfte sich Ländern
zuwenden in denen ihre Arbeit gesetzlichen Schutz findet;
g) weil erfahrungsgemäß der Patent-Inhaber am
wirksamsten für schnelle Einführung seiner Erfindung sorgt.
II. Ein wirksames und nützliches Patentgesetz muß folgende Grundlagen haben:
a) Nur der Erfinder selbst oder sein Rechtsnachfolger
kann ein Patent erlangen. Dasselbe darf dem Ausländer nicht versagt werden.
b) Es empfiehlt sich die Einführung des Systemes einer
vorläufigen Prüfung in Ausführung des sub a)
ausgesprochenem Principes.
c) Ein Erfindungspatent muß eine Dauer von 15 Jahren
haben oder auf diese Zeit ausgedehnt werden können.
d) Es muß mit seiner Ertheilung eine vollständige, zur
technischen Anwendung der Erfindung befähigende Publication verbunden seyn.
e) Die Kosten der Patent-Ertheilung müssen mäßig
seyn, jedoch muß es durch eine steigende Abgabenscala in das Interesse des Erfinders
gelegt werden, ein nutzloses Patent baldmöglichst fallen zu lassen.
f) Es muß durch ein gut organisirtes Patentamt Jedermann
leicht gemacht werden, die Specification eines jeden Patentes zu erhalten, sowie zu
erkennen, welche Patente noch in Kraft stehen.
g) Es empfiehlt sich, gesetzliche Bestimmungen zu
treffen nach welchen der Patent-Inhaber in solchen Fällen, in welchen das
öffentliche Interesse dieß verlangt, veranlaßt werden kann seine Erfindung gegen
angemessene Vergütung allen ernsthaften Bewerbern zur Mitbenutzung zu
überlassen.
Im Uebrigen und insbesondere rücksichtlich des bei Ertheilung von Patenten zu
beobachtenden Verfahrens weist der Congreß auf das englische, amerikanische und
belgische Patent-Gesetz, sowie auf den für Deutschland vom Vereine deutscher
Ingenieure bearbeiteten Entwurf eines Patent-Gesetzes als beachtenswerth
hin.
III. In Anbetracht der großen Ungleichheit der bestehenden
Patent-Gesetzgebungen und in Anbetracht der veränderten internationalen
Verkehrsbeziehungen der Jetztzeit liegt das Bedürfniß von Reformen vor und ist es
dringend zu empfehlen, daß die Regierungen so bald wie möglich eine internationale
Verständigung über den Patentschutz herbeizuführen suchen.
Es ist kein Grund für den Verfall eines Patentes, wenn dasselbe im Lande nicht
ausgeführt wurde, sofern die patentirte Erfindung nur überhaupt einmal ausgeführt
ist und es den Ungehörigen des betreffenden Landes möglich gemacht wird, die
fragliche Erfindung zu erwerben und auszuführen. –
Endlich constituirte der Congreß das bisher bestandene vorbereitende Comité
als ständiges Executiv-Comité mit der Ermächtigung, dahin zu wirken
daß die angenommenen Grundsätze bekanntgemacht und zur praktischen Geltung gebracht
werden. Dasselbe wird zur Cooptation von Mitgliedern berechtigt, hat einem zweiten
Congreß vorzuarbeiten und einen solchen in geeigneter Weise einzuberufen.
Tafeln