| Titel: | Universal-Nietambos für Röhren von kleinem Durchmesser und grosser Länge; von Pankraz Eppler, k. k. Maschinenbau-Ingenieur in Pola. |
| Autor: | Pankraz Eppler |
| Fundstelle: | Band 219, Jahrgang 1876, S. 116 |
| Download: | XML |
Universal-Nietambos für Röhren von kleinem
Durchmesser und grosser LängeHier speciell besprochen zum Zusammensetzen eiserner Masten, Stengen und Raaen
für Schiffe. E.; von Pankraz
Eppler, k. k. Maschinenbau-Ingenieur in Pola.
Mit Abbildungen auf Taf.
III [a.b/3].
Eppler's Universal-Nietambos.
In der letzten Zeit ist im Schiffbau ein bedeutender Fortschritt gethan. Die eisernen
auch stählernen Masten kommen besonders in England immer mehr in Anwendung. Die
nächste Ursache ist wohl der hohe Preis, der dort, und neuester Zeit auch in den
übrigen Ländern Europas, für geeignete Holzstämme bezahlt werden muß, da das Land
eine geringe Zahl hervorbringt und der größte Theil des Bedarfes durch theuere
Zufuhren über See gedeckt werden müßte.
Allein eiserne Masten erscheinen auch dann noch, wenn deren Anschaffung im Verhältniß
minder günstig wäre, ökonomisch vortheilhaft, weil sie bei sorgfältiger Pflege gegen
Rost die hölzernen Mäste an Dauer weit übertreffen und noch verläßlicher sind. Im
Allgemeinen bieten die eisernen Masten als Vortheile: Festigkeit, Leichtigkeit, die
Eigenschaft, den Blitzableiter zu ersetzen, und Unverbrennbarkeit; ferner können die
Mastrohre als Ventilationsmittel verwendet werden, was besonders bei Panzerschiffen
von Bedeutung ist.
Auch die Anfertigung eiserner Masten, die mitunter beträchtliche Dimensionen
erreichen, 30 bis 50m Länge bei 620 bis
1110mm Durchmesser, bietet keine
Schwierigkeiten, weil bei der Herstellung (beim Nieten) leicht ein Mann oder ein
Junge ins Innere kommen kann.
Was die Herstellung von Stengen und Raaen ebenfalls sehr großer Stücke bis zu 25m Länge betrifft, so stößt man hier
allerdings zuförderst auf den Uebelstand, daß hier nicht mehr mit gewöhnlichen
Werkzeugen genietet werden kann, weil der Durchmesser einer Raa gewöhnlich viel kleiner ist, was das
Arbeiten bedeutend erschwert. Diesem Uebelstande allein ist es zuzuschreiben, daß
Stengen und Raaen nicht ebenso in dem Maße wie Masten aus Blech erzeugt werden.
Eiserne Untermasten finden wir auf allen neuern Schiffen, und es wird gewiß keinem
Schiffbauer mehr einfallen, hölzerne Masten anwenden zu wollen, besonders bei großen
Fahrzeugen.
Dem Verfasser ist es nun gelungen, einen sehr einfachen Apparat zu erfinden, mit
welchem Röhren, unabhängig von ihrer Länge und besonders ihrem Durchmesser, ebenso
leicht und schnell vernietet werden können, wie Masten von großer lichter Weite. Vor
Mittheilung der nähern Einrichtung dieses Apparates mögen zunächst die bisher
gebräuchlichsten Methoden beim Vernieten enger Röhren angeführt werden.
Sobald das zu nietende Rohr im Durchmesser kleiner wird als 470mm, hört das Vernieten desselben auf die
gewöhnliche Art und Weise, wo ein Junge das Vorhalten der Niete besorgt,
selbstverständlich auf, und es kommt dann gewöhnlich eine starke schmied-
oder gußeiserne Welle, die an ihrem einen Ende unterstützt und am andern
freitragenden Ende das Nietgesenk trägt, in Verwendung. Wird dann das Rohrstück sehr
lang, so muß diese als Ambos dienende Welle auch sehr lang sein; hat das Rohr einen
kleinen Durchmesser, so wird sich die Welle, welche noch entsprechend dünner
gehalten werden muß, beim Hämmern gar nicht mehr halten und derart in Schwingungen
versetzt werden, daß das Arbeiten unmöglich wird.
Die übrigen gebräuchlichen Methoden, der Niete einen festen Ambos entgegenzustellen,
dürften speciell bei Raaen und Stengen, deren Durchmesser am Ende 160 bis 320mm beträgt, gar nicht in Anwendung kommen
und überhaupt bei längern Stücken ganz unpraktisch erscheinen. Man hat also nur das
einzige Verfahren, welches sich beim Zusammennieten enger und langer Röhren
verwenden ließe, und bei dem ist man derart auf eine gewisse Länge des zu nietenden
Rohres beschränkt, daß Stengen und Raaen nur stückweise aus Blech erzeugt werden
können, was in der Praxis auch geschehen ist. Der weitere Theil der Stenge oder Raa
wurde, soweit es möglich war, aus Blech verfertigt und ein massives Ende aus Holz
nachträglich aufgesetzt, also eine gemischte Construction erhalten, welche
jedenfalls nicht die beste ist.
Es könnte die Frage aufgeworfen werden, warum nun solch lange Röhren nicht
zusammengeschraubt werden?
Wasserleitungsröhren, die hydraulischen Druck ausgesetzt sind, würden absolut nicht
zu dichten sein; die einzelnen Rohrstücke einer Leitung allein werden durch
aufgenietete Winkeleisen unter einander verschraubt, um sie leicht montiren und
demontiren zu können. Dessen ungeachtet würde an Arbeitskraft gewonnen werden, wenn
dergleichen zwei aufgenietete und unter einander durch Schrauben schwer zu dichtende
Winkeleisenverbindungen durch Nieten ersetzt werden könnten, so daß wenigstens so
lange Stücke, die noch leicht transportirt werden können, keine
Schraubenverbindungen zeigen.
Andere in der Praxis vorkommende Stücke verlangen eine absolut glatte Oberfläche und
dürfen keine Winkeleisen an ihrem Umfang zeigen, wie z.B. die Bemastung von
Schiffen, und zwar um dem Regenwasser keine Gelegenheit zu bieten, sich in den Fugen
anzusammeln, weil ferner durch solche Vorsprünge das Manöver beim Segeln oder die
Bedienung der Masten gehemmt wäre.
Die durch das Regenwasser hervorgebrachte Oxidation, welche auf die zusammengesetzten
Theile sehr nachtheilig einwirkt, muß hauptsächlich verhindert werden, weshalb man
versenkte Nieten verwendet.
Was die Construction der Masten und Raaen betrifft, für deren Herstellung der Apparat
die Nächstliegende Bedeutung hat, so sei noch kurz das Wichtigste, das Nieten
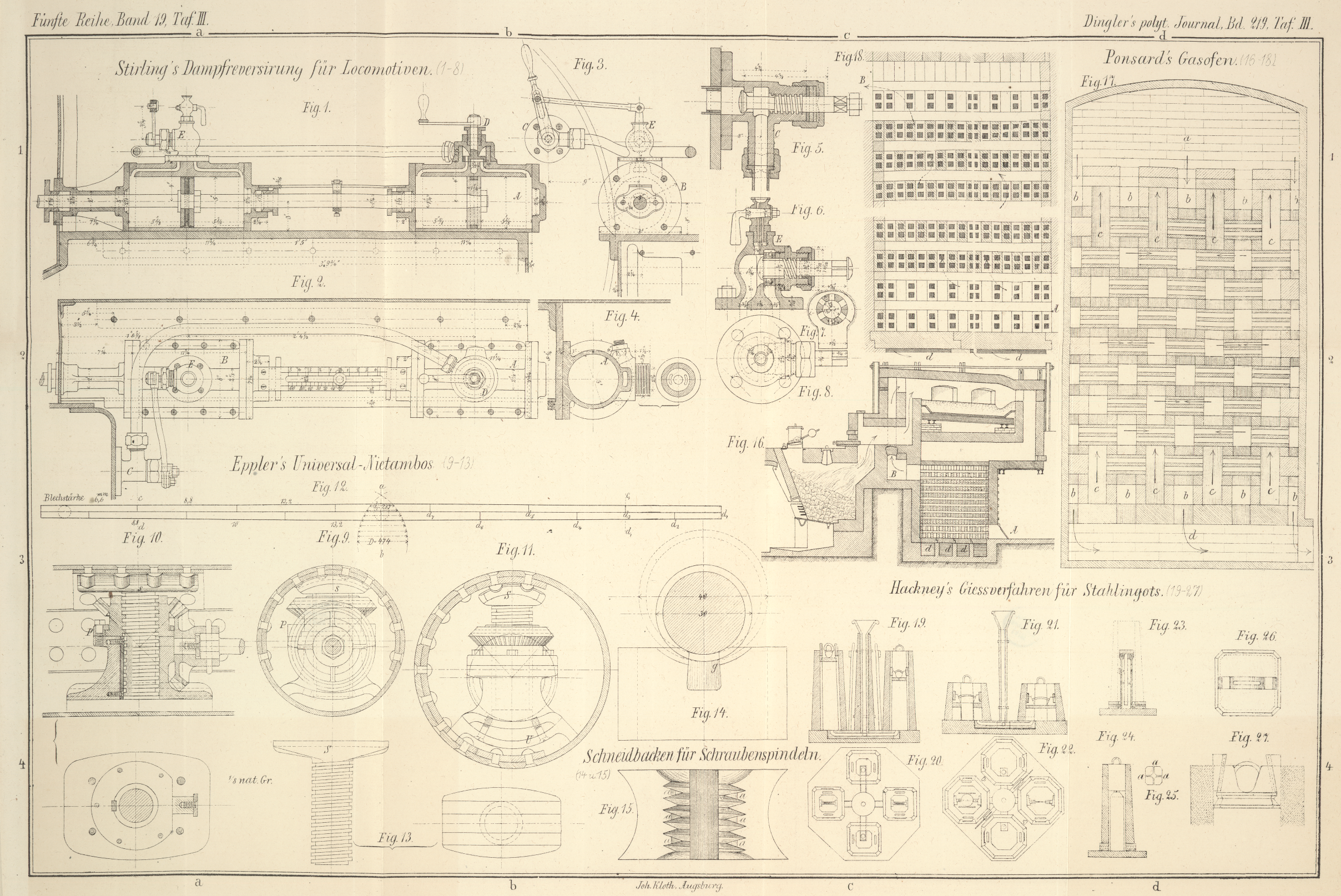
Betreffende, erwähnt. Zu diesem Zwecke ist in Fig. 14 in 1/96
natürlicher Größe eine Fockraa eines größern Panzerschiffes aufgezeichnet, für deren
Vernietung der Nietambos speciell eingerichtet ist.
Die Raa hat 19m,9 Länge, einen größten
Durchmesser von 474mm in der Mitte und ist
an den Enden 237mm weit. Ihrem Umfange nach
besteht sie aus zwei Blechen, die durch Unterlagsbleche (Laschen) mit einander
verbunden sind; der Länge nach sind die einzelnen Blechplatten 2m,8 lang, um ihre halbe Länge verschossen,
damit die Verschwächung durch Querstöße entsprechend vertheilt wird. Die
Unterlagsbleche der Längsnathen haben einfache Vernietung, die der Querstöße sind so
breit genommen, daß eine Kettenverbindung angewendet werden kann. Die größte
Blechdicke in der Mitte der Raa beträgt 13mm,2 und nimmt sie allmälig nach den Enden bis auf 6mm,6 ab.
Damit sich die Raa womöglich einem Körper von gleichem Widerstand auf Biegung
anschmiegt, nimmt auch der Durchmesser der Raa nach den Enden ab, und ist die
gebräuchliche graphische Bestimmung desselben in punktirten Linien in Figur 12
ausgeführt. Ebenso ist daselbst die Blechvertheilung ersichtlich. Der größte Theil
der Raa, nämlich der zwischen den Schnitten cd und
c₁ d₁ kann
auf seiner ganzen Länge mit einem und demselben Ambos vernietet werden; die kurzen
Endstücke können dann leicht mit einem entsprechend kleinern Ambos bearbeitet
werden; auch bietet hier die gewöhnliche Methode mit freiliegender Welle keine Schwierigkeit, da sie nur
noch auf die Blechlänge von 2m,8
freitragend zu sein braucht. Die Zusammensetzung der Raa selbst erfolgt nach
folgender Ordnung.
Nachdem die Bleche an den Kanten und Enden behobelt sind, werden sie kalt mit Walzen
gebogen, wenn nöthig nachgehämmert, und die Löcher nach vorausgegangener
Nieteintheilung gebohrt und versenkt. Vor der Vernietung werden gewöhnlich
sämmtliche Bleche provisorisch zusammengeschraubt, der ganze Mast oder Raa wird
centrirt und zu dem Behufe auf ein festes Holzlager, welches die Form der Raa
besitzt, gelegt; die Nietarbeit kann successive bei Masten und Stengen am dünnern
Ende, bei Raaen in der Mitte beginnen. Das Holzlager dient dabei auch als Unterlage
für den Ambos und wird, wie wir später sehen werden, aus Hartholz erzeugt werden
müssen.
Beschreibung des Universal-Nietambosses. Derselbe
ist in Fig. 9
bis 13
abgebildet und besteht im Wesentlichen aus dem eigentlichen Ambos, einem Paar
Kegelrädchen, einer mit starkem Flachgewinde versehenen Spindel, deren Kopf zugleich
das Nietgesenk bildet, und einer doppelten Handkurbel sammt Stange, welche in die
Nabe des einen Kegelrädchens gesteckt werden kann. Nachdem der ganze Apparat ins
Innere des zu nietenden Rohres eingeführt und an der gehörigen Stelle placirt ist,
preßt der Arbeiter durch Drehen der Kurbel von Außen die Spindel derart an die
betreffende Niete, daß ein hinreichender Contact zwischen ihr und der
gegenüberliegenden Blechwand existirt und der Hammerschlag durch den Ambos auf das
unter dem Rohr liegende Gesenk fortgepflanzt wird. Dieses Gesenk kann eine
harthölzerne, der Krümmung des Rohres entsprechende Unterlage sein, welche auf ein
gutes Fundament zu liegen kommt.
Die Anordnung des Nietambosses, wie er z.B. zum Nieten des Querstoßes im Schnitt cd der Raa eingezeichnet ist, wird durch Figur 9 und
10
versinnlicht. Der Kopf s der Spindel ist so
eingerichtet, daß mehrere Nieten, speciell in diesem Querschnitt 16 Stück, zugleich
an den innern Umfang angepreßt und vernietet werden können, ohne die Lage des
Ambosses verändern zu müssen. Im Fall einer Warmnietung jedoch muß jedesmal die
Spindel so weit herunter geschraubt oder der ganze Ambos verschoben werden, daß die
warme Niete leicht eingeführt werden kann, was mit der gewöhnlichen Zange entweder
von außen oder durch die Oeffnung eines weggeschraubten Bleches geschehen muß.
Findet kalte Vernietung statt, so ist die Manipulation bedeutend einfacher. Es werden
wenigstens so viel Nieten eingeschossen, als mit dem Ambos in Contact sind; wenn
möglich werden alle in ihre Löcher gesteckt und am vorstehenden Ende durch eine
Schnur gehalten, damit sie durch das Hämmern nicht herunterfallen; dann kann schnell
eine nach der andern vernietet werden. Auf alle Fälle können so viel Nieten
unmittelbar nach einander vernietet werden, ohne den Ambos zu verrücken (was zwar
auch nicht umständlich ist), als in den Nuthen des Kopfes Platz haben. Ein weiterer
Vortheil dieser um die Nietdistanz von einander entfernten Nuthen, in welchen die
Nietköpfe liegen, ist der, daß beim Verstellen des ganzen Ambosses derselbe eine
Führung erhält.
Die Grundfläche des Ambosses liegt nur in zwei schmalen Streifen am Bleche auf; die
ziemlich hohen Auflageleisten sind stark abgerundet und etwas oval, damit keine
Deformirung der Röhre möglich ist.
Es ist nun leicht einzusehen, daß auch bei ziemlich verschiedenen Durchmessern jede
beliebige Lage vom Ambos eingenommen werden kann, wobei derselbe den
Unterlagsblechen und Nietköpfen leicht ausweichen kann. Das eine Kegelrädchen ist in
der Nabe mit dem entsprechenden Gewinde der Spindel versehen, liegt auf dem Ambos
und ist durch die zweitheilige Scheibe P derart umfaßt
bezieh. mit dem Ambos verbunden, daß es nie außer Eingriff kommen kann. Werden die
Rädchen gedreht und soll sich die Spindel in ihrer Achsenrichtung verschieben, so
muß sie durch eine Keilfeder gegen Drehung geschützt sein.
Da der Apparat Stößen und Schlägen ausgesetzt ist, so sind sämmtliche Theile mit
Ausnahme des Antriebrädchens und der Kurbel aus Gußstahl herzustellen.
Will man eine Quernath an einer weitern Stelle der Raa vernieten, so wird die Spindel
nur herausgeschraubt; würde dabei die Unterlage nicht mehr hinreichend an die innere
cylindrische Wand der Raa sich anschmiegen, so wird mittels vier Schrauben ein
entsprechender Aufsatz an den Ambos aufgeschraubt.
In Figur 11
ist ein Querschnitt durch die Mitte der Raa dargestellt und der Ambos in der Lage
eingezeichnet, welche er beim Vernieten einer Längsnath einnimmt. Hier kommt eine
andere Spindel in Verwendung, welche in Figur 13 separat
gezeichnet ist. Der Kopf S hat hier zwei Längsnuthen, in
welche die Nietköpfe zu liegen kommen, und die den Ambos bei Bewegung der Spindel
gegen Verdrehen schützen. Die Unterlage U hat hier nicht
den Zweck einer Erhöhung des Ambosses, sondern soll ihm eine breitere Auflage
gewähren.
Der vorstehend beschriebene Universal-Nietambos, der sich zur Herstellung
aller engen Röhren verwenden läßt, hat also bedeutende Vortheile und dürfte derselbe allen
Anforderungen der Praxis entsprechen. Es kann diesem Apparat wohl nur zur Empfehlung
gereichen, daß er schon bereits über 1 Jahr in einer Kesselschmiede Oesterreichs
ausgezeichnete Dienste leistet.
Tafeln