| Titel: | Büssing's Trockenapparat für Bleiweiss; von Ferd. Fischer. |
| Autor: | Ferd. Fischer |
| Fundstelle: | Band 224, Jahrgang 1877, Nr. , S. 293 |
| Download: | XML |
Büssing's Trockenapparat für Bleiweiss; von Ferd. Fischer.
Mit Abbildungen auf Taf.
VII [a. c/1]
Fischer, über Büssing's Trockenapparat für Bleiweiß.
Die bisher übliche Methode des Trocknens von Bleiweiß ist nicht uur eine sehr
unangenehme Arbeit wegen der in den Trockenstuben herrschenden Temperatur sie ist
auch eine der schädlichsten da der Arbeiter in hohem Grade der Einwirkung des
Bleiweißstaubes ausgesetzt ist und selbst das Tragen eines Mundschwammes nicht
völlig das Eindringen desselben in Nase und Mund verhütet (vgl. 1877 223 650).
Vor einigen Wochen hatte ich Gelegenheit in der Bleiweißfabrik von Forst in Braunschweig einen dem Ingenieur H. Büssing patentirten Trockenapparat in Thätigkeit zu sehen
welcher bei völliger Vermeidung der genannten Uebelstände sich durch große
Leistungsfähigkeit auszeichnet und daher auch für andere Farbenfabriken
empfehlenswerth ist.
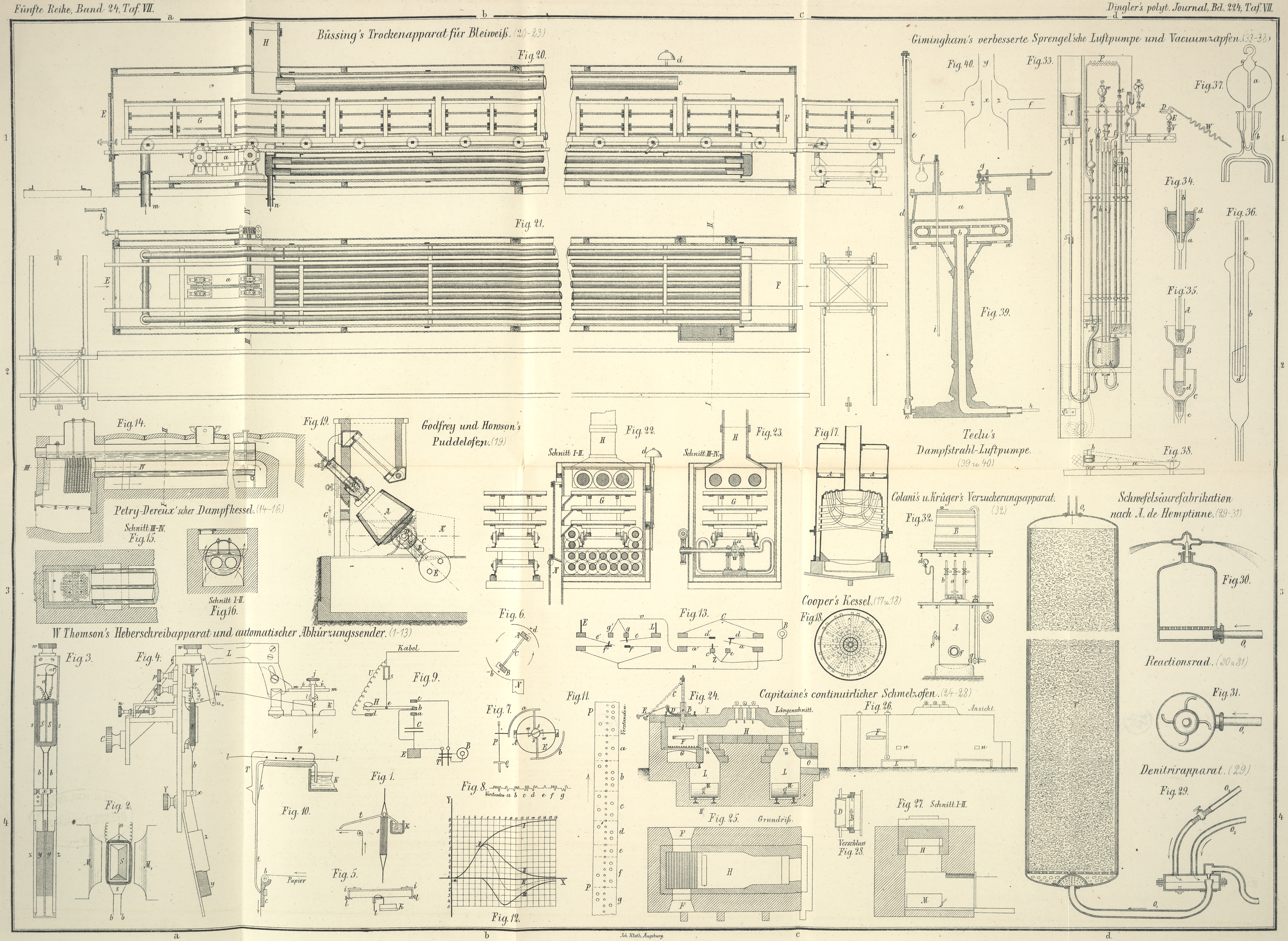
Der in Fig. 20
bis 23
abgebildete Apparat besteht aus einem horizontalen Canale von doppelten
Breterwänden, 18m
lang, 1m, 2 breit und
1m, 4 hoch. Die
Heizung desselben geschieht mittels abgehenden Dampfes von der Betriebsmaschine,
welcher durch die Leitung m eintritt und durch n das im Canal befindliche Rohrsystem wieder
verläßt.
Die den Canal durch Schienen der Länge nach durchlaufenden Trockengestelle G, deren oberste Platte fest ist, während die beiden
andern verschiebbar sind, werden mit dem, einer daneben stehenden Filterpresse
entnommenen, feuchten Bleiweiß beladen, bei E mit Hilfe
kleiner, ebenfalls auf Schienen laufender Wagen in den Canal eingeführt und dicht an
einander stoßend durch die Kette ohne Ende a in der
Richtung nach F vorgeschoben. Diese Vorwärtsbewegung
kann periodisch und durch Menschenkraft mittels der Kurbel b, oder auch continuirlich durch Riemenbetrieb, bewirkt werden.
Die Temperatur im Canale ist bei E 30 bis 50° und
steigert sich bis zum Ausgange bei F auf 75 bis
80°. Die zur Aufnahme des Wasserdunstes erforderliche atmosphärische Luft
durchstreicht den Apparat von E nach F, nimmt bei der steigenden Temperatur immer mehr Wasser
auf, wird bei c durch die im Innern des Canales an der
Decke desselben angebrachten Ventilationsrohre abgesogen und entweicht durch H.
Sind die Trockengestelle am Ende bei F angekommen, so
ertönt die Glocke d. Das trockne Bleiweiß wird nun von
den Horden in den seitlich angebrachten Schlot N
geschoben, durch welchen dasselbe direct in die zum Versandt dienenden Fässer
gelangt, die in einem niedern Geschosse stehend mit dem Schlote staubdicht verbunden
sind. Ist ein Feststampfen der Waare im Fasse erforderlich, so kann dies durch einen
im Schlote angebrachten Stampfer ebenfalls unter Verschluß geschehen.
Sind die Trockengestelle auf diese Weise entleert, so wird die Thür bei F geöffnet, das Gestell herausgezogen und auf einem
seitlich des Canales liegenden Schienengleise (vgl. *1875 216 200) mit Bleiweiß aus der Filterpresse beladen, nach E befördert und wieder in den Apparat eingeschoben.
Die Trockenzeit des Bleiweißes hängt natürlich vom Wassergehalte desselben ab; bei 25
bis 30 Proc. Feuchtigkeit sind 12 bis 15 Stunden erforderlich. Der bei passend im
obern Geschoß des Fabrikgebäudes aufgestellte Apparat liefert in 24 Stunden 1600k trocknes
Bleiweiß.
Tafeln