| Titel: | J. C. Scott's neue patentirte Theilvorrichtung für Räderformmaschinen und Räderfräsmaschinen. |
| Fundstelle: | Band 225, Jahrgang 1877, S. 331 |
| Download: | XML |
J. C. Scott's neue patentirte Theilvorrichtung für
Räderformmaschinen und Räderfräsmaschinen.
Mit Abbildungen auf Texttafel F.
Scott's Theilvorrichtung für Räderformmaschinen und
Räderfräsmaschinen.
Um Kreise leicht und genau in eine bestimmte ganze Anzahl gleicher Theile
einzuheilen, wie dies beim Formen und Fräsen von Zahnrädern mittels Maschine erforderlich
ist, bediente man sich bisher einer Anzahl von Wechselrädern, deren Combination es
gestattete, eine bestimmte begrenzte Reihe von Eintheilungen vorzunehmen. Die neue
patentirte Theilvorrichtung von J. C. Scott in Manchester
macht diese Wechselräder entbehrlich und fügt dazu noch den Vortheil, daß die Reihe
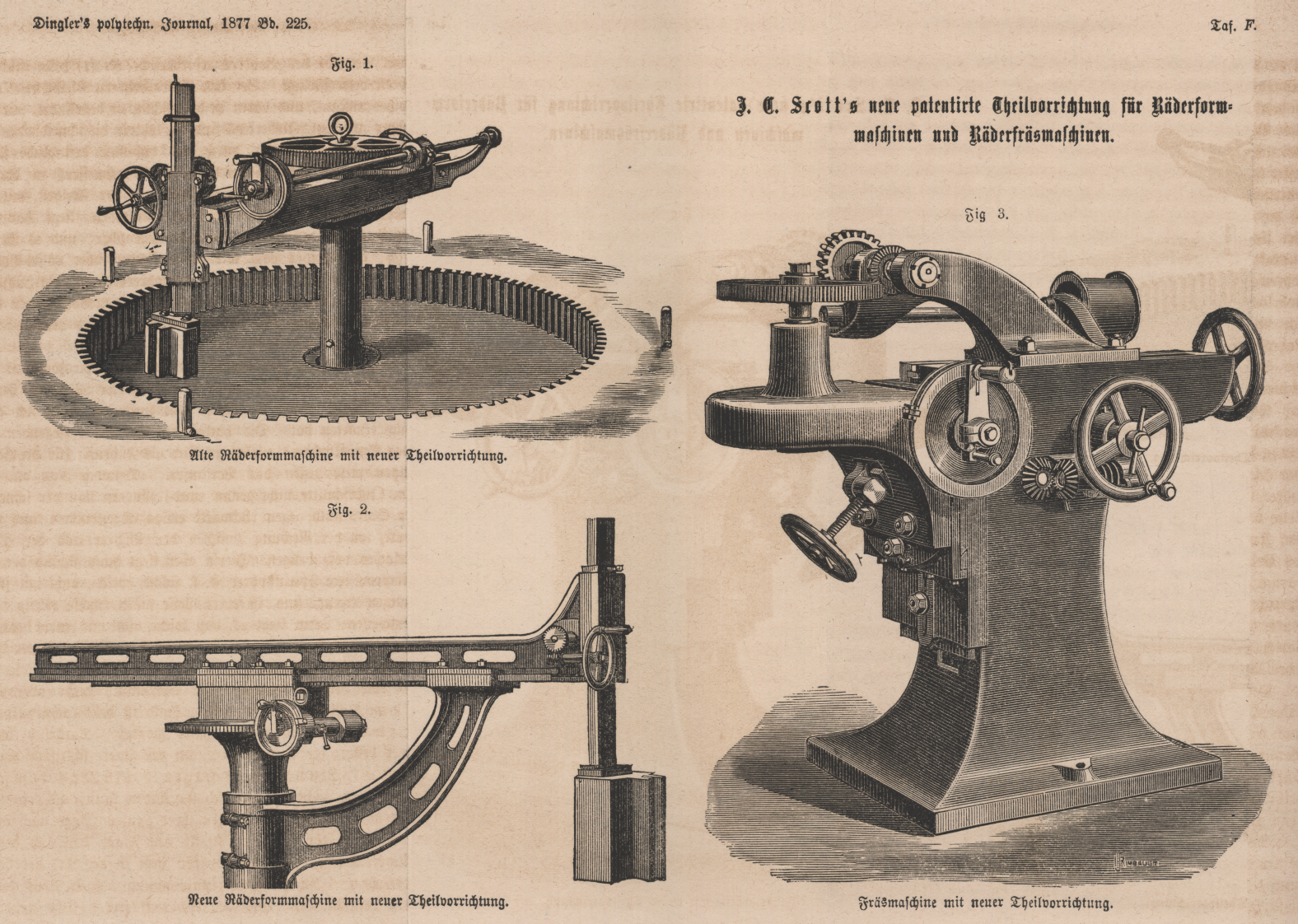
der mit derselben möglichen Eintheilungen praktisch unbegrenzt ist. Figur 1 zeigt eine der
gebräuchlichen Formen von G. L. Scott's
Räderformmaschinen, nach dem alten wohlbekannten Systeme, jedoch mit Hinweglassung
der Wechselräder, als deren Ersatz die von seinem Sohne J. C. Scott construirte neue Theilvorrichtung angebracht wurde. In Figur 2 ist die
Räderformmaschine nach ihrer neuesten Construction mit der neuen Theilvorrichtung in
Combination mit einer neuen Art der Bewegung des Gleitbalkens dargestellt. Endlich
zeigt noch Figur
3 die Anwendung der neuen Theilvorrichtung bei einer Räderfräsmaschine.
Das Neue an der Theilvorrichtung selbst besteht in der Anwendung eines am Umfange
einer feststehenden Scheibe von etwa 250mm
Durchmesser geführten beweglichen Schiebers, der mit einem kleinen Anschlage
versehen ist; ferner in der Anwendung einer auf der durch die Bohrung der genannten
Scheibe hindurchgehenden Schneckenwelle lose zurückdrehbaren Handkurbel. Diese
Theile sind in jeder der Figuren leicht ersichtlich. Der Umfang der Scheibe ist mit
großer Sorgfalt in 1000 gleiche Theile getheilt, welche durch feine Linien markirt
sind. Ueberdies ist an der Scheibe eine Einkerbung vorhanden, in welche ein
federnder Stift der Kurbel einfällt, wenn diese in ihrer normalen Stellung ankommt.
Zur Erklärung der Handhabung dieser neuen patentirten Theilvorrichtung genügt die
Vorführung einiger Beispiele. Bei denselben soll das Vorhandensein eines
Schneckenrades von 200 Zähnen in der Maschine vorausgesetzt sein, wie dies bei den
in Rede stehenden Scott'schen Maschinen der Fall ist. Soll nun ein Zahnrad mit 200
Zähnen geformt oder gefräst werden, so ist es nur nöthig, die auf der Schneckenwelle
festsitzende Handkurbel, von ihrer normalen Stellung ausgehend, einmal herum zu
drehen, bis sie wieder in die normale Stellung gelangt, wonach die Theilung für den
ersten Zahn vollendet ist. Soll ein Zahnrad mit 100 Zähnen geformt werden, so wird
man die Handkurbel 200 : 100 = 2 mal herum drehen und wieder in die normale Stellung
führen, wonach gleichfalls die Theilung für einen Zahn ausgeführt ist. Für das
Formen von 150 Zähnen muß die Handkurbel 200 : 150 = 1,333 mal herum gedreht werden,
um eine Theilung zu geben. Zu diesem Zwecke wird der bewegliche Schieber mit seinem
kleinen Anschlage auf 0,333 eingestellt und erst der kleine Anschlag zurück gedreht,
um die Handkurbel einmal
vorbei gehen zu lassen. Ist diese eine Umdrehung vollendet, so wird die Drehung der
Handkurbel noch fortgesetzt bis zum kleinen Anschlage, der nun die Weiterdrehung
hindert. Hiermit sind aber genau 1,333 Umdrehungen gemacht, wie es verlangt war. Ist
bei dieser Einstellung eine Lücke geformt, bezieh. gefräst, so wird die
Schneckenwelle durch die in Figur 2 am besten
ersichtliche Druckschraube festgestellt; hierauf wird die Verbindung der Handkurbel
mit der Schneckenwelle durch Lüftung der Klemmschraube an ihrer Nabe (Fig. 1 und 3) bezieh.
durch longitudinale Bewegung des centralen Stiftes (Fig. 2) gelöst und erstere
wieder in ihre normale Stellung zurückgeführt. Bei diesem Zurückführen der
Handkurbel dreht sich dieselbe lose auf der Schneckenwelle. Ist sie in ihre normale
Stellung gelangt, so wird sie wieder mit der Schneckenwelle fest verbunden. Hierauf
wird die Druckschraube der letztern gelüftet. Dasselbe Spiel beginnt von Neuem bei
jeder weitern Theilung. Kurz gesagt, besteht also die Operation des Theilens für
irgend eine Zähnezahl zunächst in dem Einstellen des beweglichen Schiebers mit dem
kleinen Anschlage auf den betreffenden Theilstrich, oder aber auch zwischen zwei
Theilstriche. Letzteres ist jedoch für die Erzielung praktisch hinreichender
Genauigkeit fast nie erforderlich. An die Einstellung schließt sich die Umdrehung
der Handkurbel, und zwar macht diese entweder nur eine oder mehrere ganze
Umdrehungen, oder aber eine oder mehrere ganze Umdrehungen und einen Bruchtheil
einer solchen.
Es ist leicht einzusehen, daß die Theilung auf diese Weise mit jedem beliebigen Grade
der Genauigkeit bewerkstelligt werden kann. Um diese aber noch zu erhöhen, genügt
schon die Anwendung eines Schneckenrades von mehr als 200 Zähnen; überdies kann noch
ein zweites Schneckenrad mit zugehöriger Schnecke in die Theilvorrichtung
eingeschaltet werden. Insbesondere ist es von Wichtigkeit, daß man mit dieser
Theilvorrichtung auch jede beliebige Primzahl findet, wie z.B. bei einem
Schneckenrade mit 200 Zähnen die Zahl 201. In dem durch dieses Beispiel gegebenen
Falle ist es zur Eintheilung nur nöthig, 200 : 201 = 0,995 Umdrehungen der
Handkurbel zu machen, wozu der Schieber mit dem Anschlage auf 0,995 eingestellt
wird. Bei der gewöhnlichen Anordnung mit Wechselrädern ist dies eine Unmöglichkeit,
wenn nicht ein Wechselrad von 201 Zähnen schon im Satze der Maschine vorhanden ist.
In dem Vorgesagten liegt auch die Begründung dafür, daß die Reihe der mit der neuen
patentirten Scott'schen Theilvorrichtung möglichen Eintheilungen praktisch
unbegrenzt ist.
J. P.
Tafeln