| Titel: | Gussvorrichtung für den Siemens-Martin-Process. |
| Fundstelle: | Band 227, Jahrgang 1878, S. 461 |
| Download: | XML |
Gussvorrichtung für den
Siemens-Martin-Process.
Mit Abbildungen auf Tafel
31.
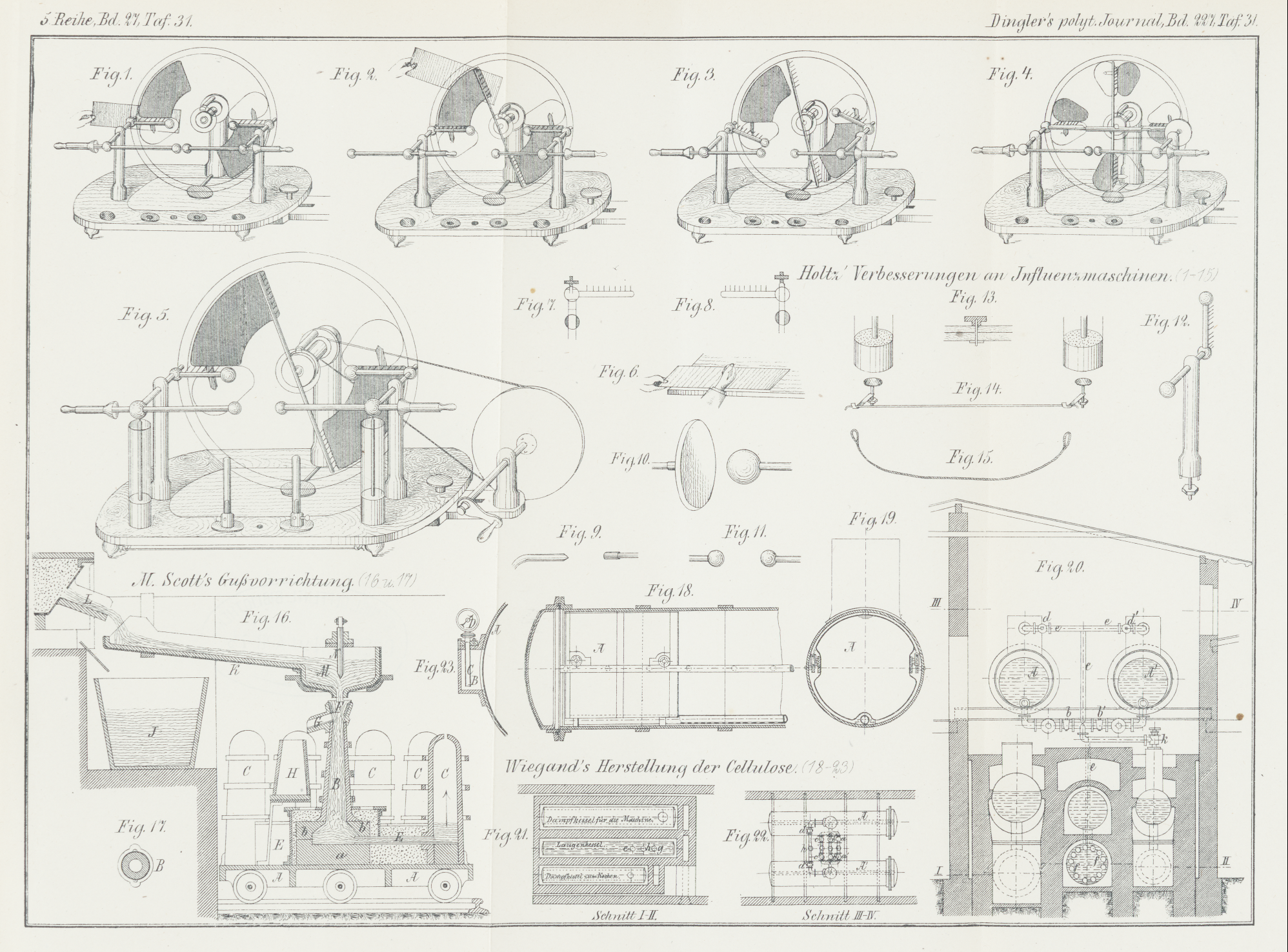
Scott's Gussvorrichtung für den Siemens-Martin-Process.
M.
Scott in London hat eine neue und
sehr praktische Gussvorrichtung (Fig. 16 und 17 Taf. 31)
angegeben, welche gegen die bisher gebräuchlichen den Vorzug der Einfachheit mit
demjenigen, einen unter allen Umständen reinen Guss zu liefern, verbindet. Die auf
einem Schienengleise laufende Grundplatte A trägt die
Gussformen C; letztere stehen kreisförmig um das
senkrechte Eingussrohr B, welches sämmtliche Formen
durch Vermittlung horizontaler Kanäle E gleichmässig
mit dem zu vergiessenden Metalle versieht. Sowohl das Rohr B als die Kanäle E bestehen aus Eisenblech,
welches innerlich mit feuerfestem Material ausgefüttert ist. Die Eingussröhre B ist nach unten erweitert und an den Stössen der
Blechhülle mit dehnbaren Muffen bekleidet. Als Aufsatz befindet sich auf letzterer
der mit einer Schnauze G versehene Trichter F. Zwischen den Gussformen C und dem Eingussrohr B steht ein Behälter
H, in welchen die Schnauze G mündet.
Wenn der Guss bewerkstelligt werden soll, so führt man den Apparat vor das Stichloch
L des Ofens, unter welchen der Schlackenkasten J steht und setzt auf die Eingussröhre den
trichterförmigen Behälter M nebst anschliessender
Zuflussrinne K. Nach Oeffnung des Stichloches L wird durch Vorhalten einer Platte die zuerst
ausfliessende blasse bis zum Erscheinen des reinen Gusses in den Schlackenkasten J geleitet. Hierauf füllt man den Behälter M, dessen Ausgussöffnuug vorläufig durch Niederdrücken
des Stiftes N verschlossen gehalten wird. Hierdurch
bewirkt man, dass sämmtliche mit dem Metall ausfliessende Schlakentheilchen und
sonstige Unreinigkeiten an die Oberfläche steigen und dass bei hierauf folgender
Oeffnung des Ausflusses die Formen mit durchaus homogener Masse gefüllt werden.
Diejenige Metallmenge, welche die Formen nicht mehr auszufüllen vermag, läuft durch
G in das Gefäss H
über, wodurch gleichzeitig die Beendigung des Gusses angezeigt wird. Nachdem die
Rinne K entfernt, wird der Apparat vom Ofen weggefahren
und der Einguss B, dessen Fuss aus 3 Theilen a, b und b' besteht,
abgehoben; die Gussformen werden beseitigt und die Zuführungskanäle zerbrochen.
Durch Belegen der Sohle der Gussformen mit feuerfesten Ziegeln lässt sich das Gewicht
der Gussstücke reguliren. Zum Transport der Schlacken eignen sich am besten
Kippwagen mit aufgesetztem Kasten, welcher durch einen Krahn auf- und abgehoben
werden kann. Das beschriebene Verfahren gestattet ein ununterbrochenes Zufliessen
des Metalles und in Folge dessen eine schnelle Füllung. (Nach der Berg- und hüttenmännischen Zeitung, 1878 S. 6.)
Tafeln