| Titel: | Mittheilungen von der Weltausstellung in Paris 1878. |
| Autor: | S–l. |
| Fundstelle: | Band 231, Jahrgang 1879, S. 193 |
| Download: | XML |
Mittheilungen von der Weltausstellung in
Paris 1878.
(Fortsetzung von S. 107 dieses
Bandes.)
Mittheilungen von der Weltausstellung in Paris 1878.
Die Heizung und Lüftung geschlossener
Räume (Taf.
16, 17 und 25).
Die Anordnungen, welche bei der Weltausstellung 1878 Anwendung landen, waren
besonders hemmend für das Studium der hierher gehörenden Gegenstände. Frankreich
hatte den gröſsten Theil seiner betreffenden Objecte in eine besondere, gleichzeitig
zur Ausstellung der Beleuchtungseinrichtungen dienende Halle gebracht. Ein nicht
unbedeutender Theil derselben befand sich aber in der Haupthalle, und zwar an sehr
verschiedenen Stellen derselben. England zeigte Heizeinrichtungen an verschiedenen
Orten der Haupthalle und in seinem Annex für Maschinen. Die übrigen Staaten hatten
ihre hierher gehörenden Ausstellungsstücke zwar allein in der Haupthalle
untergebracht – Amerika stellte Einiges auſserhalb der Haupthalle aus – aber an sehr
verschiedenen Orten, je nachdem die Heizeinrichtungen als Gegenstände der
mechanischen Technik, der Baukunst, der Eisen- bezieh. Thonwaarenfabrikation oder
endlich als Möbel aufgefaſst worden waren.
Die Zahl der Ausstellungsstücke war erheblich; von Neuem und zugleich Zweckmäſsigem
war verhältniſsmäſsig nicht viel zu entdecken. Anschlieſsend an meine Berichte über
die Ausstellungen in Brüssel (*1876 222 1) und Cassel (* 1877 225 521. 226 1. 113.
217. 635) werde ich in dem Folgenden eine Uebersicht der in Paris ausgestellten
Gegenstände geben, wobei sich Gelegenheit bieten wird zu eingehender Besprechung
einiger Einzelnheiten.
I. Die Feuerungen.
a) Feuerungen für Kohle und Koke. Die Planrast herrschte
hier vor und war nicht selten in recht mangelhafter Weise angeordnet. Sehr viele
Aussteller hatten Einrichtungen angewendet, vermöge welcher der Brennstoff durch
Schächte oder höher gelegene Thüren auf die Rast geworfen werden konnte. Hierdurch
gewinnt man die Möglichkeit, eine hohe Brennstoffschicht hervorbringen, aber nach
Wunsch auch mit niedrigerer Brennstoffschicht arbeiten zu können. Erstere ist bekanntlich für Koke
vortheilhaft, letztere für die meisten Kohlensorten des alten Festlandes nothwendig.
Da diejenigen Personen, welche die Feuerungen zu bedienen haben, nur in seltenen
Fällen ein genügendes Verständniſs für die Wirkungsweise der hohen bezieh. niedrigen
Brennstoffschicht haben, da vielfach die Gröſse der Feuerung dem Wärmebedarf nicht
in sachgemäſser Weise angepaſst wird, so ist gewiſs häufig die Beobachtung gemacht
worden, daſs der Zug des zu Gebote stehenden Schornsteines nicht genügte, um die
nöthige Brennstoffmenge in Gas zu verwandeln, bezieh. die erforderliche Wärme zu
erzeugen. Aus diesem Grunde wird man veranlaſst worden sein, unverhältniſsmäſsig
groſse Rastflächen anzuwenden.
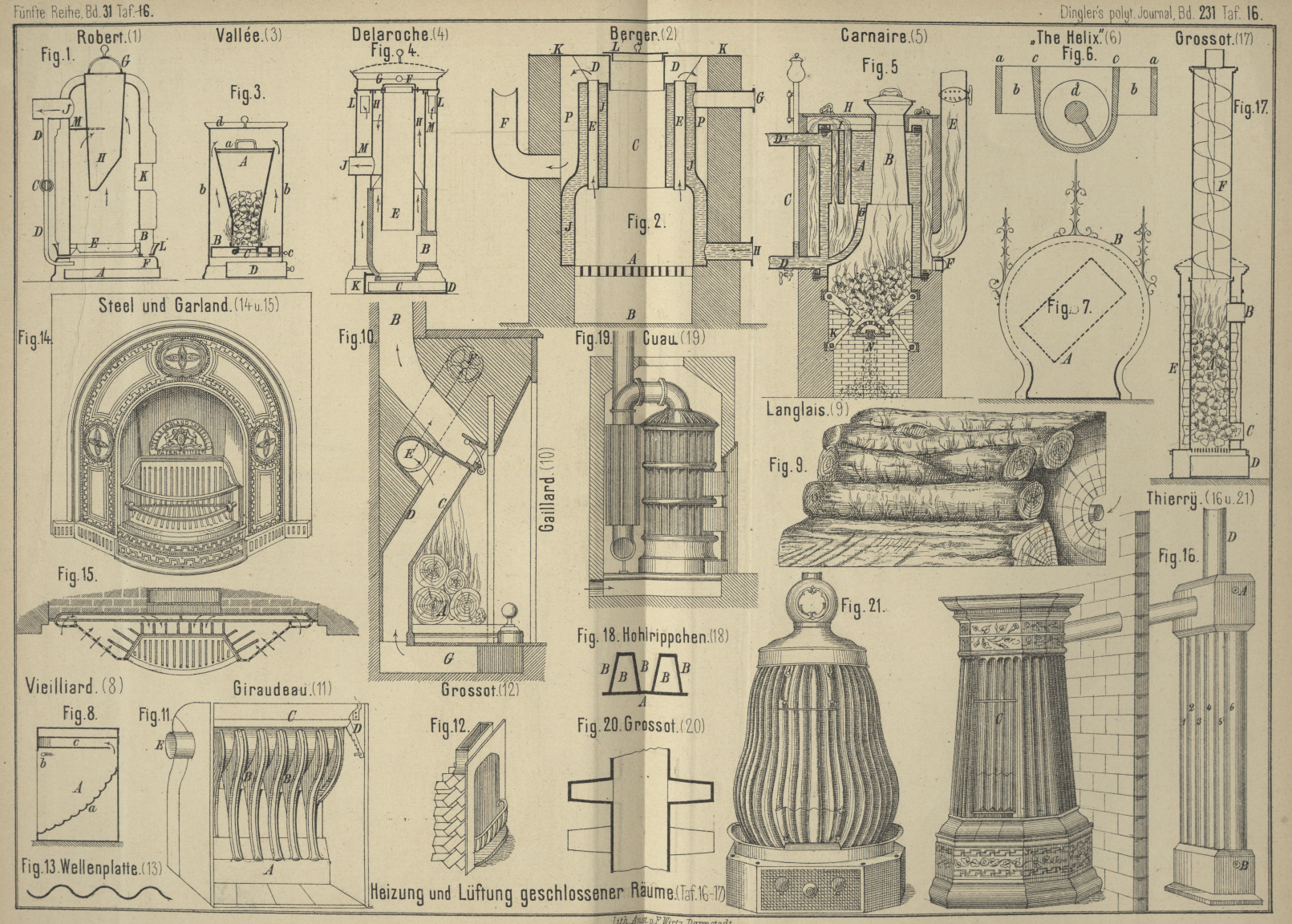
So zeigte Robert in St. Etienne einen Ofen (Fig.
1 Taf. 16), welcher, wenn man die Rippenheizfläche, ihrem Werth als Wärme
abgebende Fläche entsprechend, geringer in Rechnung setzt (vgl. * 1878 228 1) und
bedenkt, daſs die Heizfläche des Topfes H, wegen
erschwerter Bespülung derselben durch Luft, ebenfalls nur geringeren Werth hat, nur
die 18 fache Rastfläche als glatte Heizfläche aufweist. Bei dem in Fig. 2 Taf.
16 skizzirten Wasserheizkessel von Berger und Barillot in Moulins (Allier) ist sogar die Heizfläche
nur etwa 8mal so groſs als die Rastfläche.
Die unmittelbare Folge solcher Verhältnisse ist eine zu hohe Temperatur des
abströmenden Rauches, sofern man nicht den Luftzutritt entsprechend beschränkt.
Geschieht dies aber, so wird man namentlich bei Steinkohlenfeuerung die Bildung von
Kohlenoxydgas und Kohlenwasserstoffen, statt Kohlensäure, befürchten müssen.
Aehnliches ist der Fall bei dem in der Mitte befindlichen und ringsum vom Feuer
umgebenen Füllschacht, wie die Feuerung Fig. 3 Taf.
16 erkennen läſst. Die Skizze ist nach einem Ofen entworfen, welchen F. Vallée in Paris erfunden zu haben vorgibt. Der
Brennstoffbehälter A ist an seinem unteren Rande mit
senkrechten Schlitzen versehen, so daſs gleichsam eine Zahl von Beinen entsteht.
Diese stützen sich auf eine wagrechte Platte B, unter deren kreisförmiger Oeffnung
die Kipprast C sich befindet. Durch Ziehen an dem
Knopfe wird der Riegel, welcher die Rast trägt, seitwärts bewegt, so daſs die Rast
C niedersinkt und die Ueberreste des Brennstoffes
in den Aschenkasten D fallen. A ist oben mit dem Deckel a verschlossen. Die
in die Rast C tretende Luft verbindet sich mit dem
Brennstoff; die Verbrennungsgase entweichen durch die genannten Spalten des
Behälters A, strömen entlang der Heizfläche b und gelangen oberhalb a
durch ein seitliches Rohr in den Schornstein. Sie erwärmen demnach auch die Wandung
des Behälters A, wodurch eine theilweise Destillation
des Brennstoffes erfolgt. Die gebildeten Gase können
durch den aufgespeicherten Brennstoff nach unten entweichen, dort die Flamme
nährend; sie werden aber, wenn der Deckel a nicht dicht
schlieſst, den
einfacheren Weg zwischen Deckel a und Wand des
Behälters A vorziehen. Die beschriebene Feuerung hat
ferner den für ihre Dauer gewiſs verhängniſsvollen Nachtheil, daſs die vorhin
genannten Beine des Behälters A mitten im Feuer stehen,
also bald verbrennen werden.
Zweckmäſsiger ist die Feuerung eines Ofens von E.
Delaroche in Paris (Fig. 4 Taf.
16), welche ganz ähnlich von A. Peyre-Gough in Paris
und Rob. Lamm in Stockholm ausgestellt war. Die
Anordnung ist der in meinem Bericht über die Brüsseler Ausstellung (* 1876 222 7)
beschriebenen Füllfeuerung für Wasserheizungskessel ähnlich, übrigens seit etwa 30
Jahren in Deutschland vielfach ausgeführt. Der Brennstoffbehälter E ist hier durch an demselben befindliche Nasen
aufgehängt, so daſs zwar der untere Rand desselben im Feuer hängt, jedoch nicht eine
so hohe Temperatur zu ertragen hat als die oben erwähnten Beine. Sobald indeſsen
eine theilweise Zerstörung des unteren Randes von E
eintritt, wird der Ofen keineswegs unbrauchbar, sondern nur mangelhafter wirken. Der
Deckel F des Brennstoffbehälters E ist mit Hilfe von Sand, welcher in der Furche G des Ofendeckels sich befindet, ziemlich gut
abgedichtet, so daſs hier kein Gas entweichen, bezieh. keine Luft eintreten kann (in
E herrscht eine geringere Spannung als in der
freien Luft). Die Verbindung bezieh. Abdichtung zwischen E und dem Ofendeckel ist mangelhaft. Die Regelung des Luftzutrittes
erfolgt durch einen in der Thür D des Aschenraumes C befindlichen Schieber. In der Feuerthür B ist eine durchsichtige Platte – wahrscheinlich von
Glimmer – angebracht, so daſs man erkennen kann, ob das Feuer brennt oder nicht.
Die Meidinger-Feuerung (* 1877 226 5) war in zahlreichen Ausführungen vertreten, und
zwar sowohl in den französischen, als auch in den österreichischen Abtheilungen. Musgrave und Comp. in Belfast zeigte eine ähnliche,
aber erweiterte Sammlung seiner in Cassel bereits ausgestellten Oefen (vgl. * 1877
226 5).
Die einzige Firma, welche die in Deutschland für Zimmeröfen sehr beliebte
Halbfüllfeuerung (vgl. *1878 226 10) ausstellte, ist Landskrona Gjuteri och mekaniska Werkstads Actie-Bolag, deren Oefen, ihrer
eigenthümlichen Rauchwege halber, nochmals Erwähnung finden werden.
Eine eigenthümliche Rastanordnung war in Zeichnung von F.
Richnowski in Lemberg ausgestellt. Die Rast dieses Ofens, welche durch eine
höher gelegene Thüröffnung beschüttet wird, hängt nämlich mit dem Aschenkasten
zusammen und wird demnach mit diesem aus dem Ofen gezogen, sobald die Beseitigung
von Asche und Schlacke erfolgen soll.
Bemerkenswerth ist ferner eine Rastanordnung von J. Carnaire
und Montellier in Saint-Chamond (Loire), welche für einen
Warmwasser-Heizkessel angewendet war; Fig. 5 Taf.
16 stellt dieselbe in ihren wesentlichsten Theilen dar. Das Einwerfen des
Brennstoffes erfolgt durch das Rohr B, welches den
Kessel A senkrecht durchbricht. Der Brennstoff ruht während des
Brennens auf drei Theilen, nämlich den beiden schrägen Gittern L und dem zwischen diesen liegenden Körper N von halbrundem Querschnitt, dessen Mantel vielfach
durchbrochen ist. Die Gitter sind an ihrem oberen Rande um Bolzen drehbar und werden
an ihrem unteren Rande durch drehbare Rahmen K
gestützt. Der Körper N ist ebenfalls drehbar, und zwar
um die Mittelachse seiner Rundung. Das Ganze bezweckt eine Reinigung des Feuers,
bezieh. Freilegung der Rastflächen, sobald diese mit Asche in höherem Maſse bedeckt
sind, als man wünscht. Durch Hin- und Herdrehen von N
verschiebt sich dessen halbrunde Fläche an dem Brennstoff, so daſs die über N liegende Asche theilweise durch die Schlitze von N, theilweise aber durch diejenigen Schlitze fällt,
welche zwischen den Gittern L und dem Körper N frei bleiben. Sollen auch die Gitter L gereinigt werden, so dreht man die Rahmen K, wodurch die Gitter Erschütterungen erfahren, aber
auch eine Verschiebung des Brennstoffes auf denselben erfolgt, also Veranlassung zum
Hindurchfallen der Asche gegeben wird. Soll die Feuerung vollständig gereinigt
werden, so klappt man die Rahmen K möglichst zur Seite
und dreht N vollständig um; es fällt alsdann alles über
der Rast Befindliche nach unten. – Es ist die Frage, ob die freie Beweglichkeit der
Theile L dauernd erhalten werden kann.
Die denkbar vollkommenste Verbrennung von Steinkohlen findet statt, wenn man
dieselben verkokt, die hierbei entstehenden Gase aber durch oder dicht über die
glühende, früher gebildete Koke führt, so daſs sie durch deren Wärme befähigt
werden, zu verbrennen. Zu den bekannten Feuerungseinrichtungen, welche diesen
Verbrennungsvorgang möglichst sicher hervorbringen sollen, ist eine neue
hinzugekommen; sie war von der Furnace Feeder Company
in Lancaster unter dem Namen „The Helix“ ausgestellt. Fig. 6 Taf.
16 ist der Querschnitt eines Raststabes dieser Feuerung, aus welchem die
Wirkungsweise derselben genügend deutlich erkannt werden kann, a, a und c, c sind Stäbe,
weiche in der Längenrichtung der Rast gelagert sind. Je zwischen a und c sind Querstäbe b gegossen, zwischen denen Spalten für den Lufteintritt
frei bleiben. Die beiden Stäbe sind durch eine Mulde mit einander verbunden, in der
eine Schnecke d drehbar gelagert ist. Das eine Ende
dieser Schnecke reicht bis auſserhalb der eigentlichen Feuerung und liegt dort in
dem unteren Theile eines Trichters, in welchen die Kohle geworfen wird. In Folge
geeigneter Umdrehung der Schnecke bewegt diese die Kohlen in die genannte Mulde. Nur
ist noch zu bemerken, daſs die Mulde sich nach hinten mehr und mehr verengt und
verflacht; in Folge dessen können in den hinteren Theilen der Mulde nicht diejenigen
Kohlenmengen fortgeschoben werden, die aus dem Einschütttrichter herangeholt sind.
Sonach muſs die Kohle sich in der Mulde stauen, was aber keinen anderen Erfolg haben
kann, als daſs ein
Theil der Kohle auf die Rastfläche gehoben wird. Dort befindet sich aber Kohle,
welche schon einige Zeit gebrannt hat; dieselbe ist daher gröſstentheils in Koke
verwandelt. Indem nun die stauende Kohle unter diese Schicht brennender Koke drückt,
hebt sie dieselbe. Die nun eintretende Verkokung der frischen Kohle findet unter dem
früher in Koke verwandelten Brennstoff statt; es müssen daher die entsprechenden
Gase durch die Schicht glühender Koke hindurchströmen, wobei sie so stark erwärmt
werden, daſs sie sich mit dem Sauerstoff der Luft verbinden können. Das Backen des
Brennstoffes während der Verkokung kann hier nicht hinderlich sein, weil die
nachrückende Kohle die gebildete Borke regelmäſsig zerbricht.
Indem die Schnecke die Kohle fortbewegt, wirkt sie auch schiebend auf die über der
Rastfläche liegenden Brennstoffmengen, sie schiebt diese somit, wenn auch langsam,
nach dem hinteren Theile der Rast, von dem die unverbrennlichen bezieh.
unverbrannten Kohlentheile in eine Vertiefung fallen. Sofern die Verhältnisse
günstig gewählt sind, so wird auf diese Weise die gesammte Bedienung des Feuers
mittels der Schrauben d bewirkt werden. – Ob die
geeigneten Verhältnisse genügend sicher bekannt sind, weiſs ich nicht, zumal die
ausgestellte Feuerung nicht im Betrieb war. Auch ist fraglich, ob die Einrichtung
und ihre beweglichen Theile genügend gegen die schädlichen Einflüsse der hohen
Temperaturen geschützt sind, um eine längere Dauer in Aussicht zu stellen. (Vgl. H. Smith * 1878 230 453).
Zum Schluſs erwähne ich noch eine Feuerungseinrichtung, welche von Rosser und Russel in London ausgestellt war. Die Rast
der hier zur Verwendung kommenden sogen. präparirten Kohle bildet einen rechteckigen
Kasten A (Fig. 7 Taf.
16), dessen Wände durchbrochen sind. Dieser Kasten ist um eine wagrechte Achse
drehbar, so daſs man die Kohle – ähnlich wie ein Zündhölzchen behufs besseren
Anbrennens zwischen den Fingern gedreht wird – der bereits entzündeten Fläche
gegenüber in verschiedene Lagen bringen kann. Die Lager der Achse befinden sich in
verzierten Giebelplatten B, welche vermöge verzierten
Gitters mit einander verbunden sind. Das Ganze ist reich verziert, so daſs die
Einrichtung in dem Kamin eines feiner ausgestatteten Zimmers aufgestellt werden
darf.
b) Feuerungen für Gas. Die Vorliebe der Franzosen und
Engländer für Kamine ist bekannt, nicht minder die mangelhafte Ausnutzung des
Brennstoffes in denselben. Dies hat dazu geführt, die Kamine mehr und mehr den Oefen
ähnlich einzurichten, so daſs eigentlich nur die äuſseren Formen des Kamines übrig
bleiben. Ich komme hierauf bei Besprechung der Heizflächen zurück; an diesem Orte
habe ich dieses anführen müssen, um den Uebergang zu den Gaskaminen, bei welchen
mehrere bemerkenswerthe Feuerungen vorkamen, zu gewinnen. Aus dem Gesagten geht nämlich
hervor, daſs die meisten der jetzigen Kamine mehr oder weniger Imitationen sind.
Nachdem man sich so weit von dem Wesen des Kamines entfernt hatte, war der Schritt,
durch Gasflammen ein Kaminfeuer nachzuahmen, kein gar groſser. Die Ausstellung 1878
bewies, daſs eine gröſsere Zahl von Menschen vor diesem Schritte nicht
zurückgeschreckt sind.Dem vorurtheilsfreien Beobachter muſs auffallen, wie derartige Surrogate mit
einer gewissen Vorliebe gepflegt werden. Man denke doch an die gewebten
Gemälde, welche unter dem Namen „Gobelins“ bekannt sind; man denke
ferner an die gemalten Gobelins, das Surrogat eines Surrogates! Gleichzeitig
verfolgt man die Imitationen der Nahrungsmittel, oder, wie man sich hier
ausdrückt, die Fälschungen derselben mit einer Art Fanatismus. Kann man das
Volk zur Wahrheit erziehen, wenn man zur Verherrlichung der Unwahrheit
Veranlassung gibt? Kann man von ihm Gerechtigkeit erwarten, wenn man
offenkundig die einen Fälscher als hervorragende Künstler feiert, während
Andere, welche minderwerthige Nahrungsmittel künstlich in ihrem Ansehen zu
heben suchen, schwer bestraft werden?
Von den „Gaskaminen“ nenne ich zuerst diejenigen, welche schon die
Philadelphiaer Ausstellung 1876 zierten und in dem lesenswerthen Bericht von L. StromeyerBericht über die Weltausstellung in Philadelphia
1876. Herausgegeben von der österreichischen Commission. Heft
17. beschrieben worden sind. Fig. 8 Taf.
16 zeigt den Durchschnitt eines Gaskamines, wie solche in Paris sehr zahlreich
ausgestellt waren. In einem an der vorderen Seite entsprechend verzierten Kasten A befindet sich ein Gasrohr b, welches nach hinten eine Zahl von Brenneröffnungen hat, nach vorn aber
verdeckt ist. Diesem gegenüber befindet sich eine hochpolirte wellenförmige oder
gebuckelte Platte a, welche einen Theil der
Wärmestrahlen, vor Allem aber die Lichtstrahlen zurückwirft, so daſs die Platte a einem wohl unterhaltenen Feuer ähnlich sieht. Diese
Strahlplatten sind aus verschiedenen Metallen gemacht, nämlich von Messing, Tombak
und Kupfer, bezieh. solcher Legirungen, deren Farbe zwischen Messing und Kupfer
liegt. Auf mich machten die kupfernen Platten den vortheilhaftesten Eindruck. Ihr
Glanz ersetzte ein gutes Kohlenfeuer am besten. Die Verbrennungsgase strömen durch
den flachen Kanal c nach vorn; bei einigen Kaminen
entströmen sie ins Zimmer, bei anderen werden sie – vielleicht nach fernerer Leitung
in Kanälen, durch deren Wände ihre Wärme abgeführt wird – dem Schornstein
überantwortet. Obgleich mehrere Aussteller derartige Kamine ausstellten, so nenne
ich doch nur die Firma L. Vielliard und Comp. in
Paris, deren Ausstellungsstücke entschieden
hervorragten.
Vielleicht hat die Unbequemlichkeit, die genannte Strahlplatte blank halten zu
müssen, den Aussteller C. Martin, früher Martin und Darbaud, in Paris veranlaſst, eine ähnliche
gewölbte Platte aus gefärbten Glasstäbchen zu bilden, hinter bezieh. unter welcher die Gasflammen
angebracht waren. Denselben Gedanken hatte ein anderer Aussteller verwerthet, dessen
Namen ich nicht erfahren konnte.
Eine andere Reihe von Ausstellern – ich nenne Langlois, L.
Liotard jun., Chabríé, sämmtlich in Paris – führten das Gas unter oder
hinter ein weitmaschiges Drahtsieb, in welches Asbest geflochten war. Wahrscheinlich
soll der Asbest zum Glühen kommen, oder doch Veranlassung zu einer spielenden Flamme
geben; die Kamine waren nicht im Betrieb, so daſs ich mich von der Wirkung nicht
überzeugen konnte.
Derselbe Langlois, ferner A.
Peyre-Gough, J. Chène und ein mir unbekannter Aussteller hatten in
kaminartige Nischen einen aus Thon gebildeten Körper (Fig. 9 Taf.
16) gestellt, welcher einem Haufen Holz ähnlich sah. Hinter demselben liegt ein
Gasrohr, welches den hohlen Thonkörper speist, dessen nach vorn gerichtete Fläche
mit zahlreichen kleinen Oeffnungen versehen ist. In der Nähe derselben hat man
Asbestfetzen befestigt, anscheinend um die Flamme zu zerreiſsen bezieh. unruhig zu
machen. – Pinçon und Duval in Paris hatten in ähnlicher
Weise Kohle imitirt.
Die Verwendung von Leuchtgas zum Beheizen von Zimmern u. dgl. ist nicht ohne weiteres
zu verwerfen.
Berechnet man z.B. für ein nicht gar groſses Zimmer den
stündlichen Wärmebedarf für die durchschnittliche
Wintertemperatur zu 1000c, also für eine
10stündige Beheizungsdauer zu 10000c, so kostet
diese Beheizung in Hannover das Folgende.
Man wird von 1k Koke nicht mehr
als 4000c nutzbar machen. 1k Koke kostet, wenn man die Koke in gröſseren
Mengen kauft, 1,8 Pf. Folglich kostet die Koke für jene 10stündige Heizungsdauer
\frac{10000}{4000}\times 1,8=4,5\;\text{Pf.}. Hierzu ist für
den Brennstoff zum Entzünden der Koke etwa 1 Pf. zu rechnen, so daſs die
Gesammtkosten des Brennstoffes 5,5 Pf. betragen.
Leuchtgas kostet in Hannover, wenn in gröſseren Mengen verbraucht,
für 1cbm 14 Pf. Bei Annahme mittleren specifischen
Gewichtes kostet somit 1k Gas 28 Pf. Mit diesem
wird man ohne Schwierigkeit 10000° entwickeln können, selbst wenn man die
Verbrennungsproducte in den Schornstein führt. Zum Anzünden des Gases genügt ein
Zündhölzchen, welches nicht berechnet zu werden braucht.
Die Gasheizung des in Rede stehenden Zimmers kostet demnach an
Brennstoff 22,5 Pf. mehr, als diejenige der Kokeheizung. Dürfen 100 Heiztage
angenommen werden, so entspricht dieses einem Mehrkostenbetrage von 22,50 M. Diesem
gegenüber erfordert die Kokeheizung eine sorgfältige Bedienung, indem der Brennstoff
herangeschafft, in ordnungsmäſsiger Weise in die Feuerung gelegt und endlich die
Rückstände beseitigt werden müssen. Werden diese Mühewaltungen nicht in vielen
Fällen mindestens ebenso theuer bezahlt werden müssen, wie die Mehrkosten des Gases
betragen? Alsdann ist die Gasheizung entschieden vorzuziehen; sie ist
unvergleichlich reinlicher als die Kokesfeuerung, sie ist von den Insassen des
Zimmers selbst zu bedienen, erfordert nur geringe Aufmerksamkeit derselben und spart
daher manchen Aerger, manche Verdrieſslichkeit und manchen Schnupfen.
Man sollte aber bessere als die hier beschriebenen Brenner anwenden, welche zum Theil
längst bekannt sind (vgl. 1877 226 15). In der Ausstellung ist mir nur eine
derartige zweckmäſsige Feuerung aufgefallen. Gebrüder
Lecoq hatten dieselbe zur Beheizung von Badeöfen angewendet. Da diese nur
kurze Zeit geheizt werden, somit bei jedem Gebrauch eine gewisse Wärmemenge zur Durchwärmung der
Ofentheile gleichsam verloren geht, so dürfte sich die Gasheizung für diese in
ziemlich vielen Fällen zweckmäſsig ergeben. Lecoq führt
das Gas in durchbrochene Kugeln; hier tritt atmosphärische Luft in regelbarer Menge
ein, welche sich bei der Fortbewegung in der auf jede Kugel folgenden Rohrleitung
mischt. Die eigentlichen Brennerröhren liegen neben einander. Quer gegen dieselben
ist ein kleiner Einlochbrenner angeordnet, mit Hilfe dessen die Flammen von etwa 6
Brennerröhren bequem entzündet werden können. – Ich erinnere mich, 1874 ähnliche
Brenner im Kolbe'schen Laboratorium in Leipzig gesehen
zu haben.
c) Feuerungen für flüssige Brennstoffe. Von flüssigen
Brennstoffen kann hier nur das Erdöl in Frage kommen. Ich hoffte, zweckmäſsigere
Brenner, als bisher bekannt sind, für diesen Stoff zu finden, habe mich aber hierin
insofern getäuscht, als mir nur Dochtbrenner zu Gesicht gekommen sind. Diese waren
in zahllosen Exemplaren für Koch- und Brateinrichtungen angewendet und vielfach so
vortheilhaft bedient, daſs die Rauchgase fast gar nicht rochen.Eine liebenswürdige Französin bewies die Geruchlosigkeit ihrer Flammen
dadurch, daſs sie kurze Zeit hindurch Brodschnitte in einiger Entfernung
über die Flamme hielt und den Beschauern zum Beriechen darbot. Ich kann nur
bestätigen, daſs an diesen Brodschnitten so gut als gar nicht Erdölrauch zu
spüren war.
II) Die Wände und sonstigen Mittel zur Uebertragung der
erzeugten Wärme.
a) Halböfen. Mit diesem Namen will ich die
Heizeinrichtungen bezeichnen, welche das Aeuſsere eines Kamines haben, aber
wesentlich als Oefen wirken. Die Ausstellung war durch England und Frankreich sehr
reich mit derartigen Einrichtungen beschickt. Ihre äuſsere Ausstattung muſs vielfach
prachtvoll genannt werden, so daſs sie sich von vornherein als Luxusgegenstände zu
erkennen geben. Sie bringen wirkliches Feuer zu unmittelbarer Anschauung und geben,
mit Holz geheizt, dem wenig erleuchteten Zimmer ein eigentümliches Aussehen. Man
wird, wenn man sonst Nichts zu thun hat, oder wenn man das Bedürfniſs fühlt, sich
auszuruhen, gern dem tändelnden Spiel der Flammen zuschauen und mit ihrem Formen-
und Farbenwechsel Träumereien – die Spaziergänge des Gehirns – ausschmücken. Indeſs
kann man den vernünftig angelegten Halböfen einen besseren Werth nicht absprechen.
Da dieselben ihren Brennstoff mit bedeutendem Luftüberschuſs in Rauchgase
verwandeln, so entziehen sie dem betreffendem Raum weit mehr Luft als ein guter
Ofen. Wird nun dafür gesorgt, daſs diese Luft durch frische, wohl erwärmte Ersatz
findet, so entsteht ein nicht belästigender Luftwechsel. Die Erwärmung der frischen
Luft findet nur bei den guten Halböfen durch diese selbst statt; sie veranlassen
daher eine zweckmäſsige Lüftung, während ihr Benutzer Adelleicht in erster Linie an die anderen
Eigenschaften, namentlich an das Kaminartige gedacht hat. Wenn man auch dieselbe
Lüftung billiger und reinlicher z.B. durch gute Oefen erreichen kann, so soll man
die hier in Rede stehenden Halböfen nicht ohne weiteres verdammen, da noch sehr
viele Menschen nur ein mit Kamin versehenes Zimmer für behaglich halten.
Fig.
10 Taf. 16 ist der Querschnitt eines Halbofens von Gaillard, Haillot und Comp. in Paris. A
bezeichnet in derselben das brennende Holz. Der Rauch bestreicht die Auſsenseite der
Wand C und entweicht unter Vermittlung einer über die
ganze Breite des Feuers reichenden Klappenöffnung in den Schornstein B. Gleichlaufend mit der guſseisernen Wand C ist eine solche D
angebracht, zwischen C und D befindet sich eine Zahl wellenförmiger Wände, so daſs eine Reihe von
Kanälen zwischen C und D
gebildet wird, welche oben abgedeckt sind, seitwärts aber in einem Rohr E münden und unten mit dem Kanal G in Verbindung stehen. Dem breiten Kanal G wird frische Luft zugeführt, welche zunächst etwas
Wärme von der Bodenplatte des Feuers entnimmt, dann in den Kanälen zwischen C und D mehr erwärmt wird
und endlich unter Vermittlung des Rohres E aus den zwei
Oeffnungen F – vor und hinter der Bildfläche – in das
Zimmer gelangt.
Giraudeau und Jalibert in Paris haben dieselbe Aufgabe,
wie folgt, gelöst. Fig. 11
Taf. 16 ist eine perspectivische Ansicht des sogen. Kamin-Einsatzes. Ein
prismatischer Hohlraum A, dessen Vorderwand die
Rücklehne für den Brennstoff bildet, steht mittels einer Zahl eigenthümlich
geformter Rohre B mit dem liegenden Luftrohr E in Verbindung. Der Rauch bespült die Rohre B sowohl, als auch den mittleren Theil von E und entweicht theilweise zwischen B und unterhalb E,
theilweise durch die Klappenöffnung C, welche mittels
der Zahnstange D enger oder weiter eingestellt werden
kann. Die frische Luft wird in den Hohlraum A geführt,
findet, während sie durch diesen wie auch durch die Rohre B und C strömt, Gelegenheit, sich zu
erwärmen, und gelangt von E aus zu beiden Seiten des
Ofens in ähnlicher Weise ins Zimmer, wie bei Fig. 10
erwähnt wurde.
A. Cordier in Sens (Yonne) hatte die Hinterwand aus nach
vorn übergeneigten guſseisernen Röhren gebildet, welchen unten Luft zuströmte,
während ein oben liegendes Verbindungsrohr die erwärmte Luft an das Zimmer
abgab.
Die Halböfen von F. F. Groſsot in Paris enthielten eine
Luftkammer, deren Vorderwand – die Rückwand des Feuers – an ihrer der Luftkammer
zugewendeten Seite mit zahlreichen, spatenförmigen Hervorragungen besetzt war, die
winkelrecht gegen die genannte Platte gerichtet, aber sonst geneigt lagen, wie Fig.
12 Taf. 16 erkennen läſst, so daſs die durch die Kammer strömende Luft zu
einem lebhaften Bespülen derselben gezwungen wurde. Die mehrgenannte Platte war nach
vorn nieder zu
klappen. Zuströmungs- und Ausströmungsleitungen für die frische Luft bieten nichts
Bemerkenswerthes.
Ein anderer französischer Aussteller, dessen Name mir nicht bekannt geworden ist,
hatte eine Lufterwärmungskammer mittels guſseiserner Platte von wellenförmigem
Querschnitt (Fig. 13
Taf. 16) von dem Feuer getrennt, somit gleichzeitig sowohl die Heizfläche
vergröſsert, als auch den Verbrennungsgasen innerhalb der Brennstoffschicht einen
Weg längs der Platte gesichert.
Einige Aussteller hatten die mehrgenannte Lufterwärmungskammer sowohl oben, als unten
mit dem zugehörigen Zimmer in Verbindung gebracht, so daſs keine frische, sondern
die Zimmerluft erwärmt wurde. Man hatte somit eine gewöhnliche Umlaufsheizung vor
sich. Ich nenne von diesen nur Steel und Garland in
London, von welchen ein derartiger Halbofen in Fig. 14 und
15 Taf. 16 in Vorderansicht und im Horizontalschnitt dargestellt ist. Es
soll Steinkohle gebrannt werden, daher die gitterförmige Feuerrast; um die
Luftzuführung zum Feuer auch längs der senkrechten Stützfläche des Brennstoffes zu
sichern, ist diese, wie in Fig. 14
erkennbar, mit niedrigen Leisten versehen, zwischen denen Rillen frei bleiben. Die
Rückwand sowohl, als auch die Flügelwände sind an der Seite, welche sie der
Warmluftkammer zukehren, mit ziemlich hohen Rippen versehen, so daſs die Heizfläche
entsprechend vergröſsert wird. Die Luft tritt durch die durchbrochene Leiste des
guſseisernen Rahmens dicht über dem Fuſsboden ein und entweicht aus den
durchbrochenen Verzierungen des oberen Theiles dieses Rahmens. Zur Ehre der
genannten Aussteller muſs ich erwähnen, daſs sie die Möglichkeit offen gelassen
haben, der Luftkammer auch frische Luft zuzuführen; sie weisen wenigstens bei
Aufzählung der „Vorzüge“ dieser Heizeinrichtung darauf hin.Bemerkenswerth dürfte noch sein, daſs Nr. 5 dieser „Vorzüge“, wie
folgt, bezeichnet ist: „Ein Raum gewöhnlicher Gröſse, 24 Fuſs bei 18 Fuſs
messend, kann vorzüglich erwärmt werden bei stündlichem Verbrauch von
nur 1 Pfund Kohle; die Ersparniſs beträgt gegenüber dem Verbrauch eines
gewöhnlichen Registerofens volle 75 Proc.
b) Zimmeröfen. Oefen mit Gasheizung waren von Frankreich
ziemlich zahlreich ausgestellt; ich habe aber nichts Neues an deren Einrichtung
finden können. Fast alle Aussteller hatten gewöhnliche, gebogene Brennerröhren
wagrecht in senkrechte Blechtrommeln gelegt; die Verbrennungsgase entwichen meistens
in das zu beheizende Zimmer. Die Thür, welche behufs Anzündens des Gases zu öffnen
ist, war bei fast allen derartigen Oefen in bekannter Weise mit verschiedenfarbigen
Glasstäben ausgesetzt, so daſs die Gasflammen ein buntes Licht in das Zimmer
werfen.
Hier anreihend nenne ich die in ziemlicher Zahl vorhandenen Kanonenöfen, weil diese
in ihrer Einrichtung ebenfalls unvollkommen sind. Einige französische Aussteller zeigten ganz
vorzüglich gegossene derartige Oefen. Godin in Guise
(Aisne) hatte sehr hübsche emaillirte Ofenmäntel zu dieser Art Oefen geliefert;
namentlich zeichneten sich einige derselben durch solche Formen aus, welche zur
Emaillirung sich eignen, und lieferten damit den Beweis, daſs die Emaillirung ein
sehr hübsches Aeuſsere gewährt, sofern man nur die Formen der Technik entsprechend
wählt. Die Abführung des Rauches aus dem oberen Ende des Ofens, welche bei den
bisher genannten Oefen selbstverständlich, konnte man leider an sehr vielen anderen
Oefen ebenfalls entdecken.
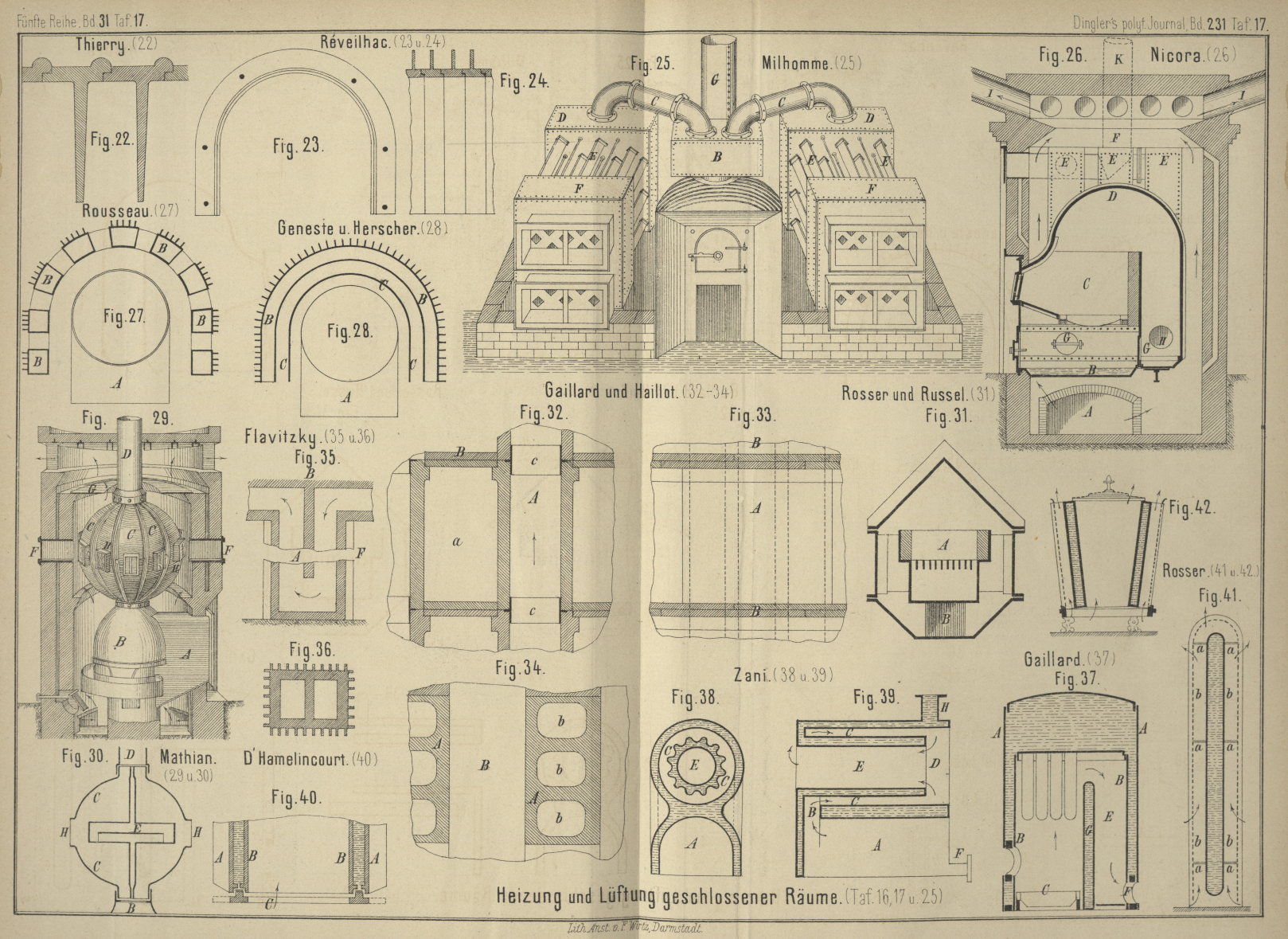
Thierry, Viotte und Derosne in Loulans und Larians
(Haute-Saône) zeigten einen Ofen C (Fig. 16
Taf. 16), welcher lediglich aus einem sich nach oben etwas verjüngenden guſseisernen
Kasten mit unten liegender Kohlenrast besteht. Die Kohlen werden in eine obere Thür
eingeworfen, das Schüren des Feuers findet durch die Oeffnung einer unten
befindlichen Thür statt. Der Rauch entweicht aus diesem Ofen aus dem oberen Theile
desselben. Die Constructeure werden beobachtet haben, daſs der Rauch in Folge dieser
Einrichtung mit sehr hoher Temperatur in den Schornstein entweicht, und fügen
deshalb einen Patent-„Réducteur“ bei, in welchem
dem Rauch Gelegenheit gegeben wird, sich besser abzukühlen. Was wird nicht alles
patentirt? Dieser „Reducteur“ besteht aus einem Kopftheil A, einem Fuſstheil B und
den senkrechten Röhren 1 bis 6. In A und B
sind verschiedene Scheide, wände angebracht, vermöge welcher der Rauch zunächst
durch Rohr 1 nach unten, dann durch Rohr 2 nach oben, durch Rohr 3
nach unten u.s.w., endlich durch Rohr 6 nach oben und
in das zum Schornstein führende Rohr D gelangt. Wie der
Erfinder sich die Entruſsung dieses Reducteur gedacht hat, ist mir unerklärlich. Ich
glaube, daſs derartiges von einer angesehenen deutschen Firma nicht geboten werden
kann.
Mehrere Aussteller haben die Rauchwege schraubenförmig angeordnet, um das zu rasche
Entweichen des Rauches zu verhüten. Hierher gehört F. V.
Groſsot in Paris, von dessen Ofen Fig. 17
Taf. 16 ein Durchschnitt ist. Der Brennstoff, jedenfalls Koke, wird in sehr hoher
Schicht A, durch eine seitliche Oeffnung B eingeworfen, unten von einer gewöhnlichen wagrechten
Rast getragen. Fast unmittelbar über derselben befindet sich eine Thür C, nach deren Oeffnung man die Feuerung reinigen kann.
Die Thür D endlich ist zur Bedienung des Aschenraumes
vorhanden. Der guſseiserne Feuerschacht ist nach Art Fig. 12
Taf. 16 mit zahlreichen, im Zickzack gestellten Lappen versehen, welche fast an den
Mantel E des Unterofens reichen. Die unten eintretende,
vielleicht dem Freien entnommene Luft wird durch die genannten Lappen zu vielfachen
Wirbelungen veranlaſst und soll in Folge dessen dem Feuerschacht die Wärme besser
entziehen, als bei glatter Schachtwand der Fall sein würde. Oberhalb des Mantels E entweicht die warme Luft in das Zimmer. Der Rauch bewegt sich von
der Feuerstelle ab durch einen schraubenförmigen Kanal F nach oben, während ein Theil seiner Wärme durch die glatte Wandung des
Ofenobertheiles unmittelbar an die Zimmerluft abgegeben wird.
Der schon genannte Ofen der Landskrona Gjuteri och mekaniska
Werkstads Actie-Bolag hat ebenfalls rings um den Feuerschacht einen Mantel
und oben ganz ähnliche schraubenförmige Rauchwege. Die Achse der Schraube ist aber
hohl und steht in Verbindung mit dem durch die genannte Ummantelung gebildeten
Hohlräume. Es strömt sonach Luft durch die Schraubenachse und findet dort eine
entsprechende Erwärmung.
Der Ofen von Roh. Lamm in Stockholm ist mit Planrast
ausgerüstet. Der Feuerraum ist ausgemauert, auſserdem sind aber die guſseisernen
Wandungen desselben, wie auch diejenigen des Aschenraumes, mit Rippen versehen.
Nachdem der Rauch den Feuerraum verlassen, tritt er in einen schraubenförmigen Kanal
und entweicht oben. Die äuſseren Wände dieses Kanales haben hohe Rippen.
Die viel einfacheren Rauchwege der meisten deutschen Oefen dürften den hier
beschriebenen gegenüber vorzuziehen sein.
Musgrave und Comp. in Belfast hatten eine hübsche
Sammlung ihrer bekannten Oefen (vgl. * 1877 226 5. 122) geliefert, worin indeſsen
Neues sich nicht vorfand.
Der schon genannte Ofen von E. Delaroche in Paris (Fig.
4 Taf. 16) nähert sich in Betreff der Zweckmäſsigkeit der Rauchwege dem
vorhin genannten, indem der Rauch zunächst senkrecht nach oben geführt wird – in dem
Hohlraum HH – darauf aber sich nach unten bewegen muſs,
um unter Vermittlung des Rohres J in den Schornstein zu
gelangen. Die Luft – frische oder vom Zimmer entnommene – tritt bei K in den Hohlraum M
zwischen Heizfläche und Mantel und gelangt durch die Oeffnungen L in das Zimmer.
c) Oefen für Feuer-Luftheizungen. Bezüglich dieser habe
ich zunächst eine Neuerung zu vermerken, welche mehrere Aussteller unter dem Namen
Ailettes creuses verwenden. Diese „hohlen
Rippchen“ sind, wenigstens in den vorliegenden Ausführungen, nicht zu
empfehlen. Ihr Querschnitt, der bei den verschiedenen Ausführungen in der Form etwas
schwankt, wird dem Wesen nach durch die Fig. 18
Taf. 16 wiedergegeben. An der Seite A befindet sich
Rauch, an der andern Seite B und in den Höhlungen der
Rippen bewegt sich die zu erwärmende Luft. Es ist leicht durch Rechnung
nachzuweisen, daſs diese hohlen Rippchen höchstens 0m,2 lang sein dürfen, wenn ihre inneren Heizflächen noch einigermaſsen
nützlich verwendet werden sollen.
Aus Fig. 19 Taf. 16, welche das Bild eines Ofens von Cuau und Comp. in Paris wiedergibt, ersieht man, daſs die hohlen Rippchen,
welche bis zum
oberen Rande des Ofens reichen, bei weitem länger, also viel zu lang angewendet
werden.Die Aussteller sagen von dem Ofen: „Der Apparat mit hohlen Rippchen
unterscheidet sich von den Oefen mit Rippen oder Leisten, welche
fälschlich Calorifères genannt werden,
indem derselbe nicht allein durch Strahlung wirkt, sondern auch durch
regelmäſsige Lufterneuerung, und durch diese Eigenschaften ist er ein
Calorifere, welchem die gröſste Möglichkeit zur Hervorbringung der
Lüftung durch warme Luft anhaftet.“ Sollte man diesen Ausspruch
seitens einer Firma von Ruf für möglich halten?
Uebrigens zeichnet sich der soeben besprochene Ofen unter vielen der französischen
durch seine einfachen und zweckmäſsigen Rauchwege aus. Die Oefen von A. Allez, G. Croppé, F. Rousseau und von Giraudeau und Jalibert in Paris sind auſserordentlich
zusammengesetzt. Aber auch andere Aussteller haben sich Mühe gegeben, den Rauch
recht tüchtig spazieren zu führen. Bevor ich zu der Beschreibung einiger der hierher
gehörigen Oefen übergehe, habe ich noch einige besondere Heizflächen ferner zu
besprechen.
Da ist zunächst F. V. Groſsot in Paris zu nennen. Von
einer gewöhnlichen Planrast aus, welche in guſseisernem, mit schaufeiförmigen Lappen
versehenem Kasten liegt, bewegt sich der Rauch in zwei rechteckigen, wenig weiten
Kästen in Zickzackwegen nach oben, sammelt sich dort in einem Rohr und entweicht in
den Schornstein. Behufs Führung des Rauches in den Heizkästen sind mehrere Platten
wagerecht in dieselben gelegt. Die Seitenwände sind nun mit zahlreichen Säcken (Fig.
20 Taf. 16) versehen, welche etwa 5cm
weit und 10cm tief sind und ihren Hohlraum dem
Rauch zukehren. Offenbar wird hierdurch die Heizfläche bedeutend vergröſsert, nicht
aber die Wärmeabgabe. Die Säcke werden sich sehr rasch mit Rufs füllen; sie sind
nicht zu reinigen, werden demnach mit Rufs gefüllt bleiben, also mangelhafter die
Wärme übertragen, als wenn die Säcke ohne Höhlung sein würden; Die „Calorifères convergentes“, wie sie der Aussteller nennt, sind daher
nicht zur Nachahmung zu empfehlen. (Fortsetzung folgt.)
Prof. Herm. Fischer.
G. Roy's Zinkenschneidmaschine
(Tafel
18).
Die Zinkenschneidmaschine von Georg Roy in Wien hat
bezüglich der Art und Weise der Herstellung der Sägeschnitte Aehnlichkeit mit der
Davenport-Armstrong'schen Maschine (vgl. *1868 187
185. 261. 188 169); sie unterscheidet sich aber von dieser hauptsächlich dadurch,
daſs das zu schneidende Bret eine ruckweise Bewegung erhält derart, daſs während des
Schneidens das Bret feststeht, sowie durch den Umstand, daſs für die Herstellung der
Zinkenschlitze und der Zapfen gesonderte Sägescheiben dienen. In Nachstehendem soll
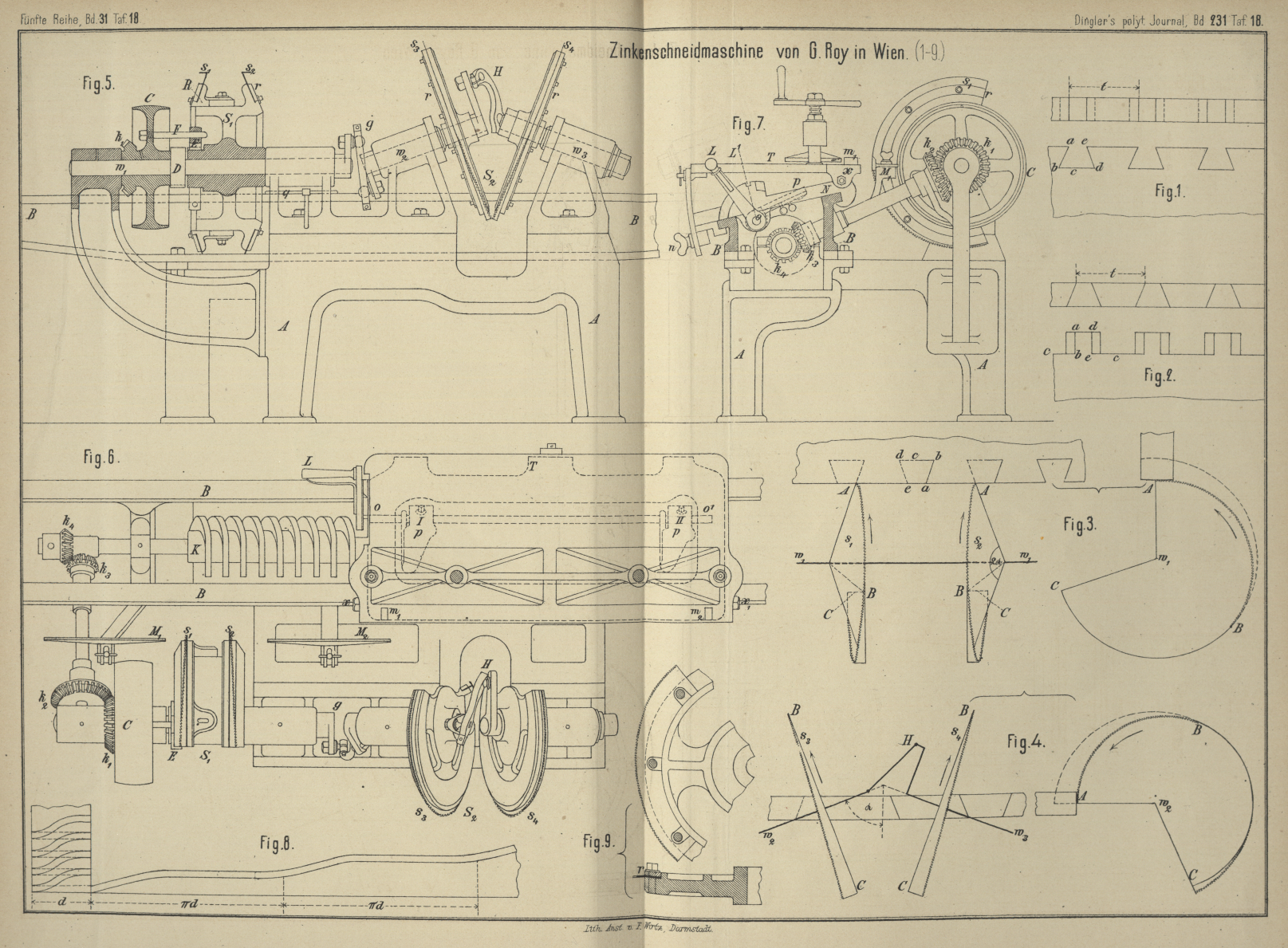
vorerst das Princip in Kürze besprochen und dann die Beschreibung der auf Tafel 18 gezeichneten Maschine selbst gegeben
werden.
Die Zinkenschlitze a bis e
(Fig. 1) werden von zwei Kreissägen s1, und s2 (Fig. 3) auf
gemeinschaftlicher Welle w1, welche parallel mit der zu verzinkenden Bretseite läuft, in der Weise
hergestellt, daſs die eine Säge s1 die Schnitthälfte abc
und s2 die andere
Hälfte cde in immer gleichen Abständen t erzeugt, so daſs sich beide Schnitte zu einem
ergänzen. Weil das Bret während des Schneidens feststeht, muſs das Sägeblatt nach
der Mantelfläche eines Kegels geformt sein, dessen Scheitelwinkel 2 α beträgt, wenn unter α
der Winkel abc verstanden wird. Um nach Vollführung
eines Schnittes das Verschieben des Bretes um die Theilung t zu ermöglichen, bildet jede der Sägescheiben nur einen Theil einer
Mantelfläche, so daſs sie bei ihrer Drehung (in der Pfeilrichtung Fig. 3) das
Bret frei läſst, sobald der Punkt C aus demselben
herausgetreten ist. Während der Weiterdrehung um den Bogen CA erfolgt nun die Verschiebung des Bretes. Das Einschneiden geschieht
derart, daſs die Erzeugende der Kegelfläche bei A am
kürzesten ist (so daſs A die vordere Seite des Bretes
eben berührt), von da bis B allmälig um die Gröſse ab wächst und dann bis C
constant bleibt. Von B an ist der Rand des Sägeblattes
um den Winkel α umgebogen, und zwar nimmt diese
Umkremplung von Null bis bc (bei C) zu. Daraus ist ohne weiteres klar, daſs der Bogen
AB den Schnitt ab und
BC den Schnitt bc
herstellt.
Die Zinkenzapfen a bis d
werden in ganz analoger Weise erzeugt (Fig. 2); nur
sind hier die Sägen s3
und s4 (Fig. 4)
Theile ebener Kreisflächen. Sie sind auf zwei kurzen, symmetrisch gegen einander
geneigten Achsen w2,
w3 aufgekeilt,
welche mit dem Perpendikel einen Winkel α
einschlieſsen. Den gleichen Winkel bilden dann natürlich auch die Sägeflächen mit
der Ebene des horizontal liegenden Bretes, so daſs bei der Umdrehung der Säge um den
Bogen AB der Schnitt ab
dieselbe Lage erhält, während der umgebogene Theil BC
den verticalen Schnitt bc besorgt.
Die Roy'sche Maschine selbst ist in Fig. 5 im
Aufriſs und theilweise im Schnitt, in Fig. 6 im
Grundriſs und in Fig. 7 in
der Seitenansicht dargestellt. Sie besteht aus einem guſseisernen Gestelle A, welches vorn die vier Lager für die Wellen w1, w2 und w3 der Schneidscheiben
S1 und S2, rückwärts den
Führungsrahmen B für den Aufspanntisch trägt. Der
Antrieb erfolgt von der Riemenscheibe C, welche mit der
Schlitzscheibe S, auf der Welle w1 lose aufsitzt. Beide sind durch einen
Bundring D, der mit w1 ein Stück bildet, von einander getrennt. D ist mit der ihm zugekehrten Nabenhälfte der Scheibe
S1, auf gleichen
Durchmesser abgedreht, so daſs ein Kupplungsring E,
welcher durch den Mitnehmer F mit der Riemenscheibe
rotirt, entweder auf D oder auf die Nabe von S1 geschoben werden
kann. Sowohl der Ring D, als die Nabe S1 haben auf ihrem
Umfange eine Nuth parallel zu der Achse, E hingegen die
entsprechende Keilnase, so daſs die Welle w1 oder die Scheibe S1 mit der Riemenscheibe gekuppelt ist, je nachdem
E auf D oder auf S1 geschoben wird.
Letzteres gilt für das Schneiden der Schlitze, ersteres für das der Zapfen. Die
Zapfenscheiben s3 und
s4 sitzen auf den
Wellen w2 und w3, erhalten ihre
Drehung von w1, durch
die Schleppkurbeln g und H
und sind auf ihren Wellen etwas verschiebbar, so daſs sie einander genähert oder von
einander entfernt werden können; die Festklemmung der Scheiben in ihrer richtigen
Lage erfolgt mittels einer Schraube.
Sämmtliche Sägen bestehen aus einzelnen Segmenten (Fig. 9),
welche zwischen der Scheibe und einem ringförmigen Backen r festgeschraubt werden. Um auch die Entfernung der Sägen s1 und s2 der Schlitzscheibe
S1 nach
Erforderniſs stellen zu können, ist nur die Säge s2 mit letzterer fest verbunden, während s1 auf einem
ringförmigen Theil R (Fig. 5)
angebracht ist, der sich auf der abgedrehten Schlitzscheibe verschieben und
festschrauben läſst.
Die ruckweise Bewegung des Einspanntisches T erfolgt von
einer eigenthümlichen Schraube oder Schneckenspindel K
(Fig. 6), welche zwischen den Wangen B des
Führungsrahmens gelagert ist und ihre Drehung durch die Kegelräder k1 bis k4 erhält. k1, ist mit der
Riemenscheibe C in einem Stück gegossen; k1 und k2, sowie k3 und k4 haben gleiche
Durchmesser, so daſs K mit C gleiche Umdrehungen macht. Die Schraube K
ist insofern eigentümlich, als die Gänge nicht mit constanter Steigung umlaufen,
sondern sie besitzen nur auf etwa ¼ des Schraubenumfanges eine Steigung, welche
gleich ist der Zinkentheilung t, während der übrige
Theil die Steigung Null hat, also wie ein Ring verläuft. (Die Form der Schraube
dürfte am deutlichsten aus Fig. 8 zu
ersehen sein, welche eine Abwicklung zweier Umgänge darstellt.) In die Schnecke
greift ein gabelartiger Arm p an der Achse oo' des Schlittens N,
welcher mittels zweier kleiner Rollen einen Gang der Schraube zwischen sich faſst
und dadurch von derselben die erforderliche ruckweise Verschiebung erhält. Durch
Zurückziehen des Hebels L (in die gezeichnete Stellung)
wird der Arm p auſser Eingriff mit der Schraube
gebracht, und es kann der Tisch – behufs Einspannung eines neuen Bretes – mit der
Hand in die Anfangsstellung zurückgeschoben werden, ohne die Maschine abzustellen.
Um an der Länge der Schneckenspindel zu sparen, ist der Arm p auf der mit einer Längsnuth versehenen Achse oo' des Schlittens N verschiebbar und wird,
wenn Schlitze geschnitten werden sollen (also der Tisch in Fig. 5 und
6 auf das linke Ende des Führungsrahmens gestellt wird) nach rechts in
die punktirte Stellung H (Fig. 6)
gerückt und mittels einer Spitzschraube festgestellt. Für das Schneiden der
Zinkenzapfen (auf der Scheibe S2) muſs T von der
Schneckenspindel über S2 hinaus nach rechts verschoben werden; daher wird, um den Eingriff von
p und K zu erhalten,
p nach links in die Stellung I gebracht. Um zu diesem Theile p zu gelangen,
ist die Tischplatte T um die Zapfen xx' des Schlittens drehbar, so daſs durch dessen Hebung
(wie in Fig. 7
gezeichnet) p zugänglich wird. Die Drehbarkeit des
Tisches um xx' hat auſserdem den Zweck, das Bret derart
zu stellen, daſs seine gedachte Verlängerung immer durch die Achse der jeweilig
benutzten Sägescheiben S1 oder S2
hindurchgeht. Zur Erleichterung des richtigen Einspannens dienen zwei Anschläge m1 und m2 an dem Tische und
zwei stellbare Anstöſse M1 und M2 des
Gestelles, welche letztere die Tiefe der Zinken regeln.
Es sind demnach folgende Hantirungen vorzunehmen, wenn Schlitze geschnitten werden sollen: Der Kupplungsring E ward auf S1 geschoben, dadurch S2 ausgeschaltet, in die gezeichnete
Stellung gebracht und in dieser durch Vorschieben des Stiftes q (Fig. 5)
fixirt. T wird gehoben und durch die Flügelschraube n festgeklemmt; p in die
Stellung II gebracht, der Tisch vollständig nach links
gerückt, der Anstoſs M1
entsprechend gestellt, das Bret eingespannt und M2 zurückgezogen, um dasselbe vorbei zu lassen. Ist
die Maschine im Gang, wird der Hebel L in die Lage L' gebracht (also p in die
Schraube K eingerückt), worauf das Schneiden
beginnt.
Wenn Zinkenzapfen geschnitten werden sollen, wird E auf den Ring D
geschoben, dadurch S, ausgeschaltet, mit der
unterbrochenen Seite (welche in Fig. 5
sichtbar ist) dem Brete zugekehrt und durch Vorstecken des Stiftes q nach links fixirt. Hierauf wird p in die Stellung II
gebracht, die Platte T gesenkt und das Bret mit
Benutzung von M2
eingespannt. Zu der eben beschriebenen Umwechslung ist nach Angabe des Erfinders 1
Minute nöthig.
Der Hauptvortheil dieser Maschine vor der amerikanischen (Armstrong-Davenport'schen) ist die Herstellung vollkommen regelrechter und
schöner Zinken, welche sich auch für feine Tischlerarbeit sehr gut eignet. Der
Kraftverbrauch ist sehr gering, und soll dieser nach Roy kaum ⅓ von dem der amerikanischen Maschine betragen, was deshalb
glaubwürdig erscheint, als die Sägen (daher auch die Schnitte) bedeutend schwächer
sein können, keinerlei seitliche Reibungen des Blattes im Sägespalt vorkommen und
der Tisch nur während des Leerganges der Sägen verschoben wird. Eine Aenderung in
der Breite der Zinkenschlitze und Zapfen kann durch Auseinander- oder Zusammenrücken
der Sägen beider Schneidscheiben erzielt werdenDiese Veränderung in der Stellung der Sägen ist durch keine Hilfsmittel
erleichtert, muſs also durch Probiren ermittelt werden., ohne die
Genauigkeit der Verzinkung zu schmälern. Durch Auswechslung der Schneckenspindel K. kann aber auch die Theilung derselben beliebig
geändert werden, was bei der amerikanischen Maschine nicht möglich ist.
Die Zinkenschneidmaschine von G. Roy ward in zwei
Gröſsen hergestellt; die Maschine Nr. 1 ist für Breter bis 105cm Breite und 10 bis 35mm Dicke, Nr. 2 für Breter bis 35cm Breite und 3 bis 12mm Dicke bestimmt. Mit der Maschine Nr. 1, welche besonders für Fabriken
zur Kistenerzeugung geeignet ist, kann nach Roy ein
Arbeiter in 10stündiger Arbeitszeit etwa 280 bis 300 Stück Kisten bei einer Breite
von 50cm verzinken, so daſs er in einer Minute bis
4 Bretseiten mit Zinken zu versehen im Stande ist. Dabei ist für die Sägescheiben
eine Tourenzahl von 150 in der Minute vorausgesetzt. Der Preis der Maschine Nr. 1
beträgt 950, Nr. 2 600 fl. ö. W.
Franz
Stübchen-Kirchner, Assistent für mechanische Technologie in
Prag.
Hopkinson's selbstthätiges
Absperrventil für Dampfkessel (Fig. 1
Taf. 19).
Dieses in Fig. 1 Taf.
19 dargestellte Ventil soll zwischen die Hauptdampfleitung mehrerer Kessel und das
Absperrventil jedes einzelnen Kessels eingeschaltet werden, um selbst beim Oeffnen
des letzteren das Ueberströmen des Dampfes der anderen Kessel zu vermeiden. Dies ist
besonders wichtig, wenn von einer Batterie von Kesseln einer kalt gestellt und
untersucht werden soll, um die neuerer Zeit wiederholt durch unvorsichtiges Oeffnen
des Absperrventiles vorgekommenen Unglücksfälle zu vermeiden; es erweist sich aber
auch für viele andere Fälle von Werth, so z.B. bei Reparatur eines Absperrventiles.
Die ganze Vorrichtung, wie sie von J. Hopkinson und
Comp. in Huddersfield ausgestellt wurde, besteht aus einem
Durchgangsventil, welches in der aus der Abbildung ersichtlichen Weise in die
Dampfleitung eingeschaltet wird; der Ventilteller selbst ist möglichst leicht und
erhält unten einen in Quecksilber eingetauchten Schwimmer, so daſs der entstehende
Aufdruck das Eigengewicht des Ventiles aufhebt und dasselbe noch mit leichtem Druck
nach aufwärts preſst. Wie in dem Kessel auch nur der geringste Ueberdruck gegenüber
der Dampfleitung herrscht, öffnet sich das Ventil von selbst und der Dampf passirt
ohne Druckverlust; bei Minderdruck im Kessel schlieſst sich das Ventil und wird
durch den Ueberdruck der Dampfleitung immer fester auf seinen Sitz gepreſst.
Wn.
W. H. Baxter's Meſsmaschine für
Getreide u. dgl. (Fig. 2
Taf. 19).
Der Ursprung dieser Maschine dürfte auf die selbsthätige Wägemaschine desselben
Erfinders zurückzuführen sein, welche in Wien 1873 ausgestellt war, jedoch wenig
bekannt geworden ist, wahrscheinlich deshalb, weil sie den Anforderungen auf einen
entsprechenden Genauigkeitsgrad nicht zu genügen vermochte (vgl. *1871 200 99).
Referent hatte seiner Zeit Gelegenheit, dies bei eingehendem Studium der
Wägemaschine bestätigt zu finden, und unterlieſs deshalb eine Mittheilung. Baxter scheint diesen Mangel nun auch selbst eingesehen
zu haben; denn er führt
jetzt die alte Erfindung in neuer Gestaltung vor, wahrscheinlich mit besserem
Erfolg, denn die neue Form ist entschieden lebensfähiger und scheint deshalb einer
näheren Erwähnung immerhin werth zu sein.
Die allgemeine Disposition der ausgestellten Meſsmaschine (*D. R. P. Nr. 839 vom 1.
August 1877) entspricht wieder einer Wage. An einem Wagbalken w (Fig. 2 Taf.
19) hängt einerseits eine Trommel mit drei Meſszellen z
und ein sich genau an den Trommelumfang anschlieſsender Aufsatz a, andererseits ein Gewicht g, welches auſser der Trommel und dem Aufsatz noch den Inhalt einer
Meſszelle auszubalanciren im Stande ist. Die Länge jeder Zellenmündung nimmt nicht
das ganze Drittel des Trommelumfanges ein, so daſs sich zwischen den einzelnen
Zellen je ein verlorener Raum befindet, welcher am Trommelumfang durch eine
entsprechend gebogene Blechplatte abgedeckt ist. Das zu messende Getreide wird in
eine durch eine Klappe k absperrbare Gosse f geschüttet, welche in den Aufsatz a taucht. Während der Füllung befindet sich eine
Meſszelle genau unter dem Aufsatz, wobei ihre Schwerlinie die Trommelachse kreuzt;
sobald sich die Zelle füllt, wird sich die Trommel in Folge dessen nicht mehr im
Gleichgewicht befinden und sich zu drehen suchen. Diese Drehung wird aber durch
einen der an ihr angebrachten Zapfen i gehindert,
welcher am Anschlag o des Gehäuses anliegt. Sobald
jedoch auſser der Zelle sich auch noch der Aufsatz a zu
füllen beginnt, sinkt die Trommel in Folge des auf ihrer Seite eintretenden
Uebergewichtes, bis der Zapfen i endlich den Anschlag
o verläſst. Nun dreht sich die Trommel und die
überfüllte Zelle wird hierbei durch die bei b mit
Borsten besetzte Vorderwand des Aufsatzes a genau
abgestrichen, worauf sie sich entleert.
Während die Trommel sinkt, wird die Gosse durch ihre der Wagebalkenbewegung folgende
Klappe abgesperrt. Steigt nach der Entleerung der Zelle die Trommel wieder, so kommt
die nächste Zelle unter den Aufsatz a und die
Gossenklappe öffnet sich wieder, damit eine neue Füllung sich vollziehen kann. Die
genaue Lage der Meſszellen wird durch ein auf der Trommelachse befestigtes Prisma
p fixirt, welches sich mit einer Seite an den
Anschlag r des Gestelles legt, sobald die Trommel
gehoben ist. Jedes störende Rückwärtsdrehen der Trommel hindert eine von einer Feder
niedergehaltene Klinke s, welche von einem Arm des
Wagebalkens getragen wird. Der jedesmalige Niedergang des Wagebalkens hat die
Bethätigung eines Zählwerkes zur Folge, welches mit Rücksicht auf den Inhalt der
Meſszellen so eingerichtet sein kann, daſs es sofort die von der Maschine gemessene
Malzmenge angibt. Für die Richtigkeit dieser Angaben ist es von Belang, daſs sich
die Zellen jedesmal gänzlich entleeren können, daſs also ein Anstauen des Getreides
unter der Trommel, welches ja der Entleerung hinderlich wäre, entweder nicht
eintreten kann, oder daſs ein solches den zeitweiligen Stillstand der Maschine zur
Folge hat. Dieser
Nothwendigkeit ist nun trotz der gegentheiligen Meinung des Erfinders durchaus nicht
Rechnung getragen.
Meſsmaschinen, welche unmittelbar auf Mahlgängen angeordnet werden, erhalten eine von
der beschriebenen etwas abweichende Einrichtung. Die Trommel bekommt blos zwei
diametral gegenüber liegende Zellen. Die zu ihrer Entleerung erforderliche Drehung
wird auf mechanische Weise bewerkstelligt, indem ein auf der Trommelachse sitzendes
Zahnrad beim jedesmaligen Sinken der Trommel mit einem vom Mahlgang beständig
gedrehten Getriebe in Eingriff gelangt. (Im Uebrigen verweisen wir auf die oben
angeführte deutsche Patentschrift Nr. 839.)
Baxter glaubt in seinen Maschinen auch ein Mittel zur
Beurtheilung des gemessenen Getreides zu haben, wenn er eine Seitenwand des
Aufsatzes a aus Glas herstellt und mit einer
Eintheilung versieht, welche den jeweiligen Stand des Getreides im Aufsatz beim
Auslösen der Trommel erkennen läſst. Doch möchten wir dem keine besondere Bedeutung
beilegen.
Wir bemerken schlieſslich noch, daſs Baxter keinen
Anspruch auf die Neuheit der Idee erheben kann, ein Meſsgefäſs an einen Wagebalken
zu hängen, da die Maschinenbau-Actiengesellschaft
Nürnberg in Nürnberg etwas Aehnliches schon Ende der 60er Jahre ausgeführt
hat.Vgl. Beschreibung und bildliche Darstellung der verschiedenen zur Anwendung
im aufschlagpflichtigen Betriebe genehmigten Systeme von Malzmühlen mit
Messungsapparaten u. dgl. (München 1874. Verlag von F. Straub.)
F. H.
Piccard's Apparat zur Verdampfung von
SalzlösungenUeber diesen in Paris von der Firma Weibel, Briquet
und Comp. in Genf ausgestellten Apparat ist bereits in D. p. J. * 1878 230
476 berichtet. Da indeſs diese Darstellung in Folge mangelhafter Unterlagen
zu einem abfälligen Urtheile führte, so kommen wir auf diesen Apparat um so
lieber nochmals zurück, als uns die Firma Schäffer
und Budenberg in Buckau-Magdeburg, welche das Ausführungsrecht für
Deutschland erworben hat (vgl. S. 66 d. Bd.), in die Lage setzte, hier einen
zutreffenden Bericht über den interessanten Piccard'schen Abdampfapparat zu veröffentlichen. (Fig. 3
und 4 Taf.
19).
Der Piccard'sche Apparat ist in Fig. 3 und
4 Taf. 19 im Aufriſs und Querschnitt dargestellt. Die zu verdampfende
Flüssigkeit circulirt beständig zwischen den beiden Kesseln A und A', und zwar erfolgt der Uebertritt aus
A' nach A mit Hilfe
einer besonderen Vorrichtung, während die umgekehrte Bewegung durch höhere
Temperatur und Spannung hervorgerufen wird. In dem Röhrengefäſse S erfolgt die Vorwärmung der zur Speisung des Apparates
dienenden und in den Kessel A' eintretenden Soole
mittels der aus dem Dampfraum B abgehenden
Condensationswässer. Zwischen dem liegenden Kessel Al und dem verticalen Röhrenkessel A ist ein cylindrisches Gefäſs R eingeschaltet, welches mit jenem durch die Oeffnung p (Fig. 4), mit
diesem durch die
Oeffnung m und das Circulationsrohr q in Verbindung steht. Beide Oeffnungen p und m sind nach dem
Innern des Gefäſses R mit Röhren mit seitlichen
Oeffnungen p' und m'
versehen, welche der Kolben n abwechselnd öffnet und
schlieſst. Im oberen Theile von R, der höher als das
Soolenniveau in A' steht, sind die beiden Oeffnungen
r und r', erstere mit
dem Dampfraum in A', letztere mit dem in A die offene Verbindung herstellend und mit den sich
abwechselnd öffnenden und schlieſsenden Schiebern s und
s' versehen.
Das Spiel des Apparates erfolgt nun derart, daſs, wenn die Oeffnungen p' und r' geöffnet sind,
daher R mit A' sowohl im
Dampfraum, als im Soolenraum in offener Verbindung steht, gleichzeitig m' und r geschlossen sind;
es wird jetzt die Soole in R gleiche Spiegelhöhe mit
der im Kessel A' annehmen. Tritt nun die
entgegengesetzte Stellung des Kolbens n sowie der
Schiebers und s' ein, so wird R von A' abgeschlossen, dagegen mit A in Verbindung gebracht und die Soole flieſst, da sie
in A stets niedriger als in A' steht, aus R nach A hinüber. Hier nun erfolgt ihre Erwärmung durch den aus dem Dampfraum des
Kessels A' nach der Luftcompressionspumpe gegangenen,
hier auf 2at verdichteten und nun in den Röhren
B circulirenden Dampf. In Folge der weiteren
Erwärmung wird sich in A etwas Dampf entwickeln,
welcher die überhitzte concentrirte Soole durch das Rohr Z (Fig. 3) und
die mittels Ventil regulirbare Oeffnung O nach A' zurücktreibt. Hier aber herrscht ein geringerer
Druck als in A und in Folge dessen wird ein Theil der
durch O eintretenden Flüssigkeit in Dampf verwandelt,
während der übrige, nunmehr übersättigte Theil der Lösung die der Spannung in A' entsprechende Temperatur annimmt und das in solcher
überschüssige Salz ausscheidet; die Krystalle fallen in die concentrirte heiſse
Soole, bilden sich hier weiter aus und erreichen allmälig den Boden des Gefäſses A' von welchem sie durch Schaufeln in das Rohr F geworfen, aus diesem aber mit Hilfe der Schieber H auf einfache und bekannte Weise in das Rohr K befördert werden.
Die beschriebene Vorrichtung zur Vermittlung des Soolenlaufes von A' nach A könnte füglich
durch eine gewöhnliche Pumpe ersetzt werden, hat indeſs vor dieser den Vorzug
erhalten, weil die gegen die Metallflächen der Pumpe tretende, gesättigte Soole
durch Dampfbildung und Niederschläge leicht Störungen im Gange erzeugt.
Die Compression des Dampfes erfolgt durch eine mittels Wasserkraft in Bewegung
gesetzte Pumpe; da aber, wo eine hydraulische Kraft zu diesem Zwecke nicht zur
Verfügung steht, wird man den im ersten Kessel erzeugten Dampf mit den
Condensationsflächen eines zweiten Kessels, in welchem Soole von niedrigerer
Temperatur sich befindet, in Berührung bringen; der in diesem Kessel sich
entwickelnde Dampf geht einem dritten zu u.s.w.
Ueber die Wirksamkeit des Apparates, welcher auf der Saline Bevieux bei Bex (Canton Waadt,
Schweiz) aufgestellt ist, berichtet in der Oesterreichischen
Zeitschrift für Berg- und Hüttenwesen, 1878 S. 525 ff. der Hüttenverwalter
v. Balzberg, welcher eine Campagne zu beobachten
Gelegenheit hatte. Die Resultate des Betriebes sind für die einzelnen Arbeitstage in
tabellarischer Form zusammengestellt und dürften hier besonders die verschiedenen
Temperatur- und Spannungsbeobachtungen von Interesse sein. Das Resultat der Arbeit
selbst wird als ein für den Apparat sehr günstiges bezeichnet.
S–l.
(Fortsetzung folgt.)