| Titel: | Neuerungen an Siederohr-Putz- und Fräsmaschinen. |
| Autor: | J. P. |
| Fundstelle: | Band 235, Jahrgang 1880, S. 420 |
| Download: | XML |
Neuerungen an Siederohr-Putz- und
Fräsmaschinen.
Mit Abbildungen auf Tafel 42.
Neuerungen an Siederohr-Putz- und Fräsmaschinen.
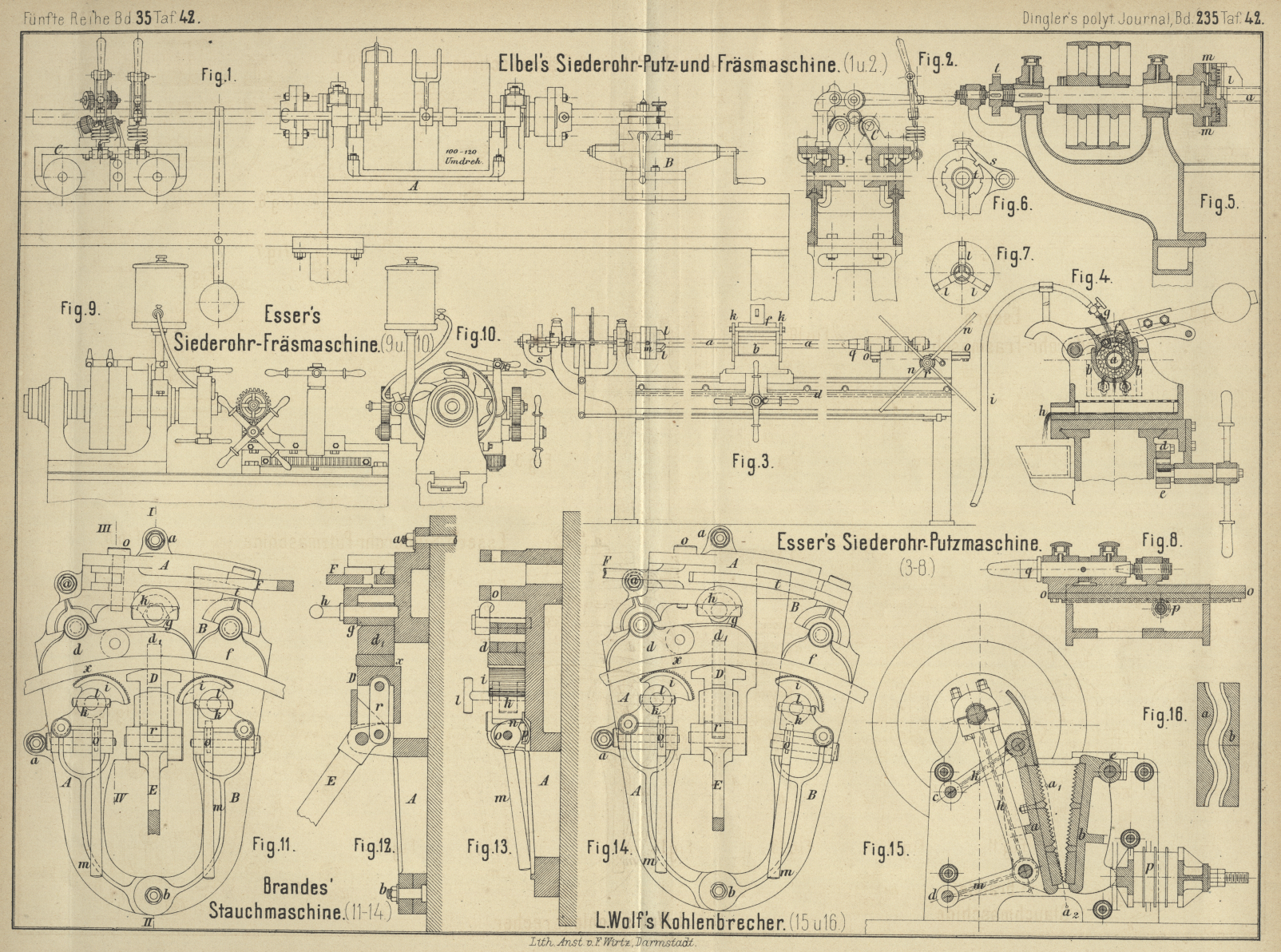
Die in Fig. 1 und
2 Taf. 42 nach dem Organ für die Fortschritte des
Eisenbahnwesens, 1879 S. 140 dargestellte Maschine ist nach Elbe's System von Zobel,
Neubert und Comp. in Schmalkalden gebaut und dient zum Putzen (Reinigen)
der Locomotiv-Siederöhren von Kesselstein und gleichzeitig zum Anfräsen von deren
Enden behufs Anlöthens der Kupferstutzen.
Sie besteht aus einem Spindelstock A
mit hohler Spindel, welche an jedem Ende einen Centrirkopf trägt, so daſs das durch
diese Spindel gesteckte Rohr schnell centrisch eingespannt wird. Der Spindelstock
steht auf einem kurzen Stück Wange, welche einen Handkreuzsupport B trägt zum Ab- und Anfräsen der Kupferstutzen und
Rohrenden. Während diese ohnehin nöthige Arbeit auf der einen Seite vorgenommen
wird, vollzieht sich das Reinigen an der anderen Hälfte des Rohres selbstthätig
durch den sogenannten Putzwagen C.
Derselbe läuft mit seinen Rollen auf den prismatisch gehobelten
Schienen der längeren Wange und trägt auf seiner Platte ein System eigentümlich
schräg gestellter, am Umfange verzahnter Guſsstahlrollen, welche durch Federn an das
Rohr gepreſst werden. Der Umfang dieser Rollen wickelt sich auf dem Rohr
spiralförmig ab, lockert dabei den festen Kesselstein, bewegt dadurch den Wagen
vorwärts und zieht das Rohr durch ein zweites System von Schabern, welche auch durch
Federn angedrückt werden und das Putzen sodann vollenden. Der Federdruck ist
verstellbar. Der Wagen bleibt stehen, sobald das Rohr geputzt ist und die Rollen vom
Rohr abgelaufen sind, so daſs der Arbeiter beim Fräsen nicht gestört wird.
Ein Arbeiter vermag bei geringer Uebung in der Schicht etwa 100
Stück Röhren zu putzen. Bei der erfahrungsmäſsigen Zweckdienlichkeit dieses
Apparates empfiehlt es sich da, wo in den Werkstätten schon besondere Fräsmaschinen
vorhanden sind, dieselben mit der Einrichtung des beschriebenen Putzwagens zu
vereinigen. Die prismatisch gehobelte Wange läſst sich leicht durch Abhobeln zweier
alter Eisenbahnschienen herstellen, welche auf Füſse gestellt sodann die Wange
bilden.
Die in Fig. 3 bis
8 Taf. 42 dargestellte Maschine nach H.
Esser's System (* D. R. P. Nr. 5259 vom 27. October 1878) wird von Gschwindt und Comp. in Karlsruhe gebaut und dient
allein zum Reinigen der Siederöhren.
Das Verfahren besteht darin, daſs das mit Kesselsteinansatz
behaftete Rohr mit gewöhnlichen Kieseln oder anderen Steinen umgeben und sodann in
schnelle Rotation (etwa 600 Umdrehungen in der Minute) versetzt wird, während die
Kiesel an das Rohr angedrückt und an demselben hin- und hergeführt werden und ein
Wasserstrahl zwischen den Kieseln durchgeleitet wird. Die Steine reiben und drücken
den Kesselstein vom Rohre in kleinen Stückchen ab und diese werden durch das Wasser
weggespült.
Das inkrustirte Rohr a ist von den in
einem trogartigen Support b gelagerten Kieselsteinen
rings umgeben; der Support kann mittels Zahnstange d
und Getriebe e an der ganzen Länge des Bettes der
Maschine von Hand leicht hin- und hergeführt werden, wodurch die Kiesel an dem Rohre
hin- und hergeschoben werden. Das Rohr ist in einer Drehbank eingespannt und erhält
mittels geeigneten Antriebsmechanismus eine schnelle rotirende Bewegung. Der mit
einem Gewicht beschwerte Deckel f des Supports b drückt die Kiesel an das Rohr; die Zu- und Ableitung
des Wassers ist bei g und h angegeben. Das Rohr i ist von Kautschuk und
so aufgehängt und an die Wasserleitung angeschlossen, daſs es dem Support auf seinem
ganzen Wege längs des Bettes folgt; so geht ein ununterbrochener Wasserstrahl in den
kleinen, die Kieselsteine enthaltenden Trog. Dieser Trog ist nach oben durch den
schon genannten Deckel f abgeschlossen, während an den
Seiten verstellbare Backen k, welche dem jeweiligen
Durchmesser der zu reinigenden Röhren angepaſst sind, das Herausfallen der
Kieselsteine verhindern.
Das Einspannen des Rohres geschieht in der Weise, daſs dasselbe
auf der einen Seite von den drei Klauen l eines
Spannkopfes, welche gleichzeitig durch einen bei m
eingesteckten Schlüssel zugespannt werden können, erfaſst wird, während auf der
anderen Seite durch das Handrad n, Zahnstange o und Getriebe p der
conische Dorn q in das Rohr eingetrieben und am
Zurückgehen durch das Sperrrad r (Fig. 3)
verhindert wird. Wenn das Rohr eingespannt oder ausgespannt werden soll, wird die
Sperrklinke s (Fig. 6) in
das Sperrrad t eingelegt, damit sich die Antriebspindel
nicht drehen kann, während der Spannkopf auf- oder zugedreht wird.
Ein Arbeiter reinigt mit Leichtigkeit 80 bis 120 Röhren je nach
der Länge und dem Kaliber derselben in einer 10stündigen Arbeitszeit, wobei aas
vorherige Richten, Hohlen und Abstellen der Röhren mit inbegriffen ist.
Zum Anfräsen der Rohrenden wird von Gschwindt und Comp. eine eigene Fräsmaschine gebaut, welche unabhängig von
der Putzmaschine arbeitet und in Fig. 9 und
10 Taf. 42 dargestellt ist.
Die Arbeiten, welche damit ausgeführt werden können, sind
folgende: 1) Das Abschneiden der ganzen Röhren auf Maſs. 2) Das Abschneiden der
stützen. 3) Das Conisch-Anfräsen von Stutzen. 4) Das Conisch-Anfräsen der Röhren von
innen. 5) Das Aufbörteln der Röhren. 6) Das Cylindrisch-Anfräsen der Stutzen. 7) Das
Abfräsen der Börtel nach dem Löthen.
Die Maschine besteht aus einem auf einem Bett aufgesetzten
Spindelstock mit Riemenscheiben-Antrieb; die Spindel desselben ist hohl, um die
Siedeten Hindurch stecken zu können; in das vordere Ende der hohlen Spindel ist ein Centrirkopf
gesteckt, in welchem die Backen durch eine Spindel mit rechtem und linkem Gewinde
vorwärts und rückwärts bewegt werden können. Mit diesem Spannkopfe werden theils die
auf Länge abzuschneidenden Siederöhren, sowie diejenigen, welche zu Stutzen
geschnitten werden, eingespannt, theils dient derselbe auch dazu, die Werkzeuge zum
Fräsen und Aufbörteln aufzunehmen.
Dem Spindelstocke gegenüber ist ein Support, der von Hand mit
Zahnstange und Getriebe auf dem Bette hin und her bewegt werden kann. Der Support
trägt in zwei einander gegenüber stehenden Lagern, deren Achse horizontal und
rechtwinklig zur Spindel des Spindelstockes steht, zwei kleine Cylinder, welche
durch gemeinschaftlichen Räderantrieb und durch Schrauben von Hand in der Weise
verstellbar sind, daſs sie gleichzeitig der Mittellinie der Maschine näher oder
ferner gerückt werden können.
In die eben erwähnten Cylinder wird das Werkzeug zum Abschneiden
der Siederöhren und Stutzen festgespannt. Dasselbe besteht aus 3 Stahlscheiben,
welche nach Art der bekannten Rohrabschneider geformt sind und ebenso wie diese
wirken; der bei dieser Art des Abschneidens nach dem Innern des Rohres sich bildende
Grath wird durch eine in das Rohr eingeführte Fräse weggenommen. Ferner dienen beide
Cylinder auch zur Aufnahme von Backen, um die Siederöhren sowie die Stutzen während
des An- und Ausfräsens festzuhalten, bei welcher Arbeit das Werkzeug sich dreht und
das zu bearbeitende Stück feststeht.
Während des Arbeitens mit der Maschine sind zu beiden Seiten in
der Längsrichtung derselben je zwei Böcke aufgestellt zum Auflegen der Röhren.
Im Anschluſs kann noch erwähnt werden die
Maschine zum Scheuern der Innenwand metallener Röhren von W.
C. Allison in Philadelphia (* D. R. P. Nr. 8715 vom 26. August 1879).
In das im Innern zu scheuernde horizontal liegende Rohr wird ein
zweites Rohr geführt, das unten mehrere Oeffnungen besitzt, durch welche das
Scheuermaterial in das zu scheuernde Rohr gelangen kann; letzteres wird um seine
Achse gedreht und durch die Reibung des Scheuermaterials auf der Innenfläche dieses
Rohres gereinigt. Damit sich das Scheuermaterial auf die ganze Länge des Rohres
gleichmäſsig vertheilt, bewegt sich das innere Rohr in der Richtung der Achse hin
und her.
J. P.
Tafeln