| Titel: | A. Sayn's Maschine zum Abschmieden von Schraubenmuttern. |
| Autor: | Mg. |
| Fundstelle: | Band 240, Jahrgang 1881, S. 259 |
| Download: | XML |
A. Sayn's Maschine zum Abschmieden von
Schraubenmuttern.
Mit Abbildungen auf Tafel 21.
Sayn's Maschine zum Abschmieden von Schraubenmuttern.
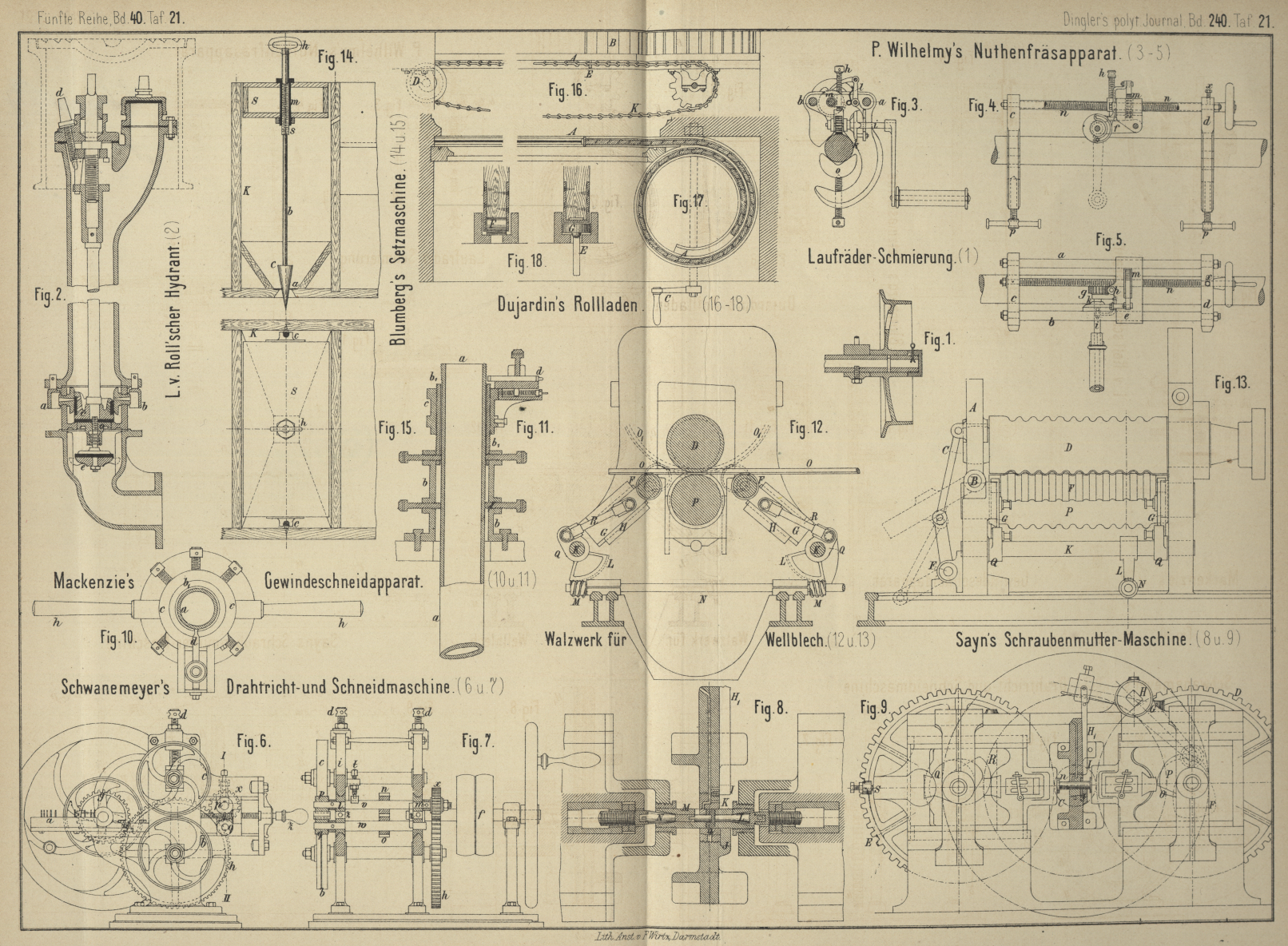
Diese nach Oppermann's Portefeuille in Fig. 8 und
9 Taf. 21 dargestellte Maschine von A. Sayn
in Paris baut sich in einfachster und sinnreicher Weise auf einer Grundplatte auf und ist zur
Herstellung von Schraubenmuttern sowohl viereckigen, wie sechseckigen Querschnittes
bestimmt.
Auf den Achsen der groſsen Zahnräder D und E, welche von einem Vorgelege durch das Getriebe C bewegt werden, sitzen Hebedaumen F, O und P bezieh. Q und R. Das zur
Bearbeitung kommende Eisen wird in Stücken von rechtwinkligem Querschnitt
zugerichtet, deren Breite gleich dem Durchmesser des Umfanges der zu erzeugenden
Mutter ist, während die Dicke etwas stärker als die Höhe der Mutter sein muſs.
Dieses Eisenstück wird geglüht und vom Arbeiter auf die innere Matrize J gelegt, während die Punzen L und N, sowie die Formeisen K und M, welche sämmtlich
durch die erwähnten Hebedaumen bewegt werden, zurückgezogen sind. Die Matrize J ist für die Erzeugung sechseckiger Schraubenmuttern
von der halben, dreiseitigen Gröſse derselben, für quadratische Muttern von der Form
des Diagonalschnittes. Der Hebedaumen F wirkt nun auf
den Hebel G und dreht dadurch eine kurze Achse H, die in einer Hülse gelagert ist und an ihrem anderen
Ende einen Arm trägt, welcher mit der Matrize I durch
einen Schlitzhebel H1
verbunden ist. I hat die gleiche Form wie die
entsprechende zugehörige Matrize J, so daſs bei der
durch den Hub des Hebels G bewirkten Zusammenpressung
beider Matrizen das dazwischen geschobene Eisenstück die gewünschte äuſsere Form
erhält. Nachdem dies geschehen, wirkt der zweite Daumen O und schiebt die sechsflächige stählerne Punze K vor, welche das Eisenstück in die Hauptmatrize n einstöſst, wo der äuſsere Umfang der Mutter festgelegt wird. Jetzt
kommen die Hebedaumen auf der anderen Seite in Thätigkeit, und zwar schiebt Q den ebenfalls sechsflächigen Stahlstempel M vor, so daſs innerhalb der Matrize n eine Zusammendrückung des Eisenstückes zwischen den
beiden Stempeln K und M
eintritt und die Höhe der Mutter festgestellt wird. Damit nun einerseits kein
Zerspringen der Form erfolgen kann, wenn das Eisenstück ein wenig zu stark war,
andererseits aber eine genügende Pressung, bezieh. ein weiteres Vorgehen der Stempel
stattfindet, wenn das Eisenstück etwas zu klein war, sind hinter dem Stempel M bezieh. hinter seiner Führung starke Federn
angebracht, die mittels einer Schraube S gestellt
werden können. Die Berechnung der Stärke dieser Federn bezieh. deren Einstellung
sind für die gute und sichere Wirkung der Maschine von gröſster Wichtigkeit und wohl
nur durch Erfahrung zu erzielen.
Hat nun die Schraubenmutter ihre äuſsere Form erhalten, so kommen die beiden letzten
Hebedaumen P und R zur
Wirkung, welche in der aus der Skizze ersichtlichen Weise die beiden Stempel L und N für starke Muttern
auf eine Entfernung von 4mm sich nähern lassen.
Darauf geht der Stempel L zurück, während N jetzt weiter vorrückt und das zwischen beiden Stempeln
eingepreſste Mittelstück jetzt herausdrückt, worauf der Stempel K zurückgeht; ihm folgt aber der Stempel M und schiebt die nun fertig für die weitere Vollendung
vorgeformte Mutter aus der Hauptmatrize heraus; hier wird die Mutter von einem Hebel
erfaſst, der von einem am Umfange der Scheibe D
angebrachten Daumen bewegt wird, und herausgeschleudert. Dann beginnt die
beschriebene Operation von Neuem.
Die a. a. O. dargestellte Maschine arbeitet sehr schnell; sie macht 50 Umdrehungen in
der Minute und fertigt, da bei jeder Umdrehung eine Schraubenmutter hergestellt
wird, in der Stunde 3000 Stück. Der entstehende Materialverlust soll nur 10 Proc.
betragen. Zum Betriebe dieser Maschine bedarf man einer Kraft von 5e.
Mg.
Tafeln