| Titel: | Herstellung geschmiedeter Kurbelwellen in der Lancefield Forge zu Glasgow; von W. L. E. McLean. |
| Autor: | W. L. E. McLean |
| Fundstelle: | Band 243, Jahrgang 1882, S. 102 |
| Download: | XML |
Herstellung geschmiedeter Kurbelwellen in der
Lancefield Forge zu Glasgow; von W. L. E. McLean.
Mit Abbildungen auf Tafel 10.
McLean, über Herstellung geschmiedeter Kurbelwellen.
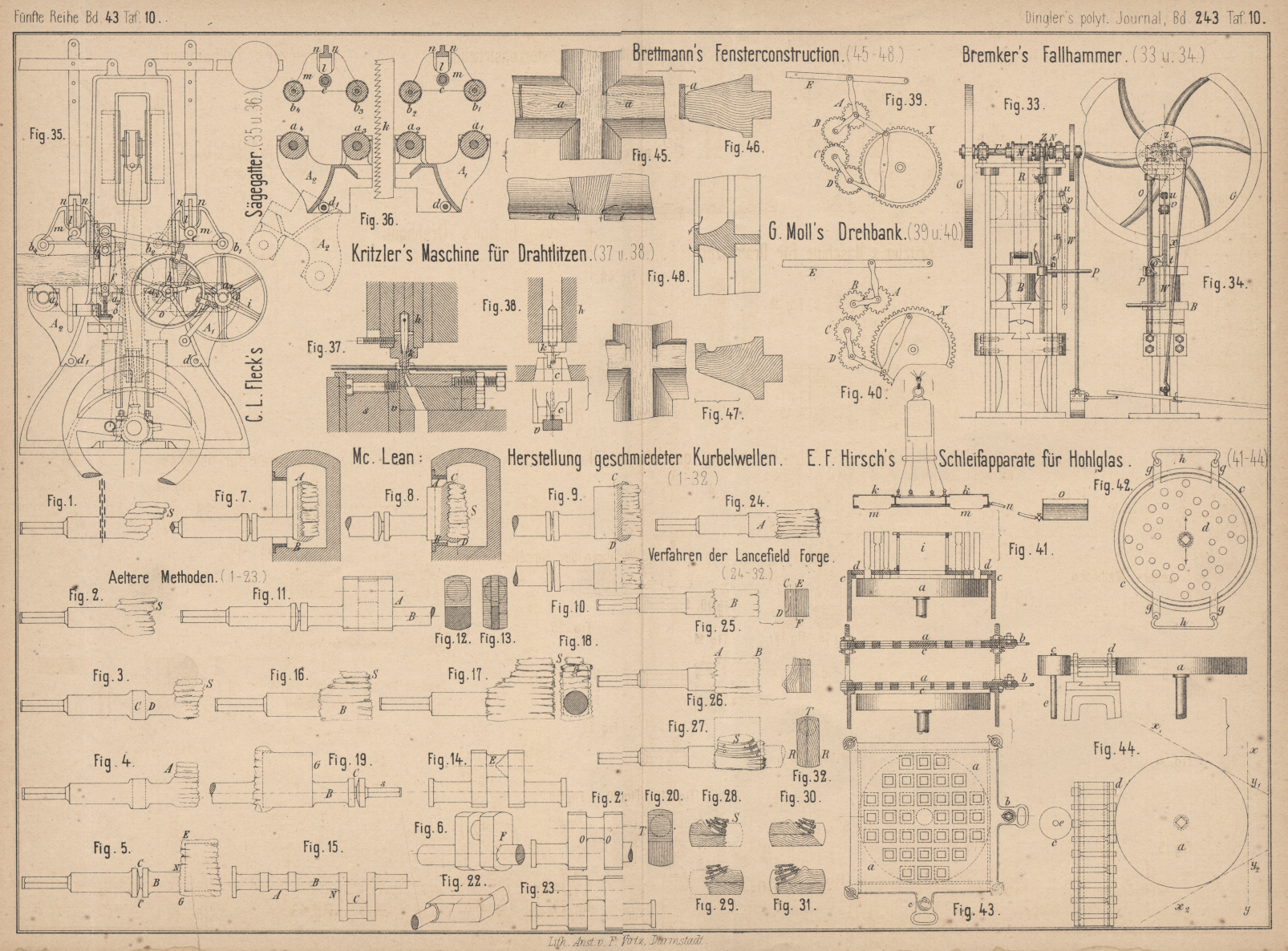
Bei dem älteren Verfahren der Herstellung groſser Kurbelwellen aus Schweifseisen
benutzt der Schmied einen Rundschaft (Fig. 1 Taf.
10), der in eine Krahnkette drehbar eingehängt wird und wiederholt als Träger des
eigentlichen Werkstückes dient. Die Arbeit beginnt mit der Anfügung von zwei oder
drei Platten (slabs) S und
deren Erhitzung im Schweifsofen. Diese Platten sind aus Alteisen (scrap iron) durch Schweiſsung hergestellt Sobald
dieselben schweifswarm sind, wird das Stück unter dem Dampfhammer sorgfältig
geschmiedet. Man wendet es dann um und schweifst auch auf der Gegenseite zwei bis
drei Platten S (Fig. 2) auf.
Wenn so genügendes Material angehäuft ist, wird der Wellenbund C (Fig. 3) und
die nächstliegende Wellenpartie D aus dem Groben
gestaltet. Weitere Platten S werden angeschweiſst, um
den Kurbelkörper zu bilden. Das Stück nimmt zunächst die Form bei A (Fig. 4) an
und weiterhin die Form Fig. 5. Der
Wellenbund wird dann bei seiner Fertigstellung rundum eingehauen, wie bei C (Fig. 5) zu
ersehen, so daſs späterhin die Abtrennung des fertigen Stückes leicht zu bewirken
ist und nur der zur Stützung des Werkstückes erforderliche Querschnitt stehen
bleibt. Der Schmied schrotet dann die Seitenfläche EG
ab und rundet den Wellenkörper B und Hals N entsprechend aus. Es folgt nun die weitere
Materialanhäufung für den Kurbelkörper durch Anfügung von Schweifsplatten. auf
beiden Seiten des begonnenen Stückes, wobei dasselbe zuerst nach Maſsgabe von Fig.
7, späterhin nach Fig. 8 im
Schweifsofen liegt. Es wird so nach mehreren Hitzen die Form Fig. 9 und
10, endlich durch ähnliche Bearbeitung und Ausbildung des Wellenhalses
AB die Form Fig. 11
erreicht, worauf nach Erfordern ein zweiter Bund angefügt wird; in Fig. 11 ist
die nachfolgende Herstellung des Kurbelzapfens durch TheilungsoperationenVgl. Malmedie; Guſsstahlfabrikation in der Zeitschrift des Vereines deutscher Ingenieure,
1859 Bd. 3 S. 278. angedeutet. – Soll eine doppelt gekröpfte
Welle, wie Fig. 15
zeigt, zu Stande kommen, so muſs nothwendig nach Fertigstellung des ersten Kurbelkörpers
A auch der zweite C
durch weiteres Anschweiſsen gebildet werden, wenn man nicht die Zusammenschweiſsung
zweier isolirt hergestellter Kurbelwellen im Wellenstück B vorziehen will.C. Knight: The mechanician and constructor for
engineers, London 1869 S. 74.
Das dargestellte Verfahren führt verhältniſsmäſsig rasch zum Ziele, leidet aber an
einigen schwer wiegenden Mängeln. Bei Ausbildung des Wellenhalses B (Fig. 5 und
15) werden die in der Kehle N Hegenden
Materialfasern infolge des schon beträchtlichen Gewichtes des angefangenen
Kurbelkörpers empfindlich beansprucht, was in zahlreichen Fällen – wie den
Marine-Ingenieuren bekannt ist – zu einem an dieser Stelle ansetzenden Einbruch
führt, wie bei F (Fig. 6)
angedeutet. Ferner haben die Schweifsfugen im Kurbelkörper, besonders in derjenigen
Partie, welche den Kurbelzapfen liefert, eine ungünstige Lage und Beschaffenheit.
Während ein Schnitt nach AB (Fig. 7 und
8) durch den zuerst gebildeten Theil des Kurbelkörpers die durch Fig.
12 charakterisirte Beschaffenheit zeigt, liefert ein Schnitt durch die
Mitte des Kurbelkörpers (nach CD
Fig.
8) das in Fig. 13
angedeutete Bild; in beiden Figuren soll der punktirte Kreis die Lage des
Kurbelzapfens angeben. Die horizontalen Schweifsfugen in Fig. 13
sind ebenso wie diejenigen, welche den Endflächen der angestückten Platten
entsprechen, nach der vorherrschenden Richtung der Schlagwirkung von unzuverlässiger
Beschaffenheit, ein Umstand, in Folge dessen nicht selten Querbrüche im Kurbelzapfen
(scarf ends in the pin) wie bei E (Fig. 14)
angedeutet, auftreten.
Bei einer zweiten älteren Methode wird der Kurbelkörper zuerst gebildet. An einem
Rundschaft werden zuerst Platten S nach der in Fig.
1 und 2
bezeichneten Art angeschweiſst; hiermit wird fortgefahren, bis ein dem Kern des
Kurbelkörpers entsprechender Ansatz B (Fig. 16)
entstanden, endlich die volle Höhe der Kröpfung (Fig. 17)
erreicht ist. Bei sehr groſser Dicke des Kurbelkörpers werden wohl je zwei Platten
stumpf an einander gestoſsen wie bei S (Fig. 18);
die Kurbel wird jedoch ohne seitliche Aufblattungen (side
slabs) der in Fig. 8 bis
10 angedeuteten Art aufgebaut; denn die auf die hohe Seite gerichteten
Schläge liefern ausreichendes Material zur Gestaltung der Breitseiten. Die Endfläche
G (Fig. 19)
wird durch Abschroten, der Wellenhals B im Gesenk
gestaltet, der Bund C angeschweiſst, endlich ein
schwächerer Schaft s durch Ausstrecken gebildet, mit
welchem die Führung des Werkstückes bei Ausbildung des anderen Wellenendes
erfolgt.
Auch diese Methode, obwohl schon besser als die vorige, hat noch entschiedene Mängel;
Querbrüche im Kurbelzapfen treten zwar, seltener auf, aber die Schweifsfugen laufen
sämmtlich quer zur Kurbeldicke, wie bei T (Fig. 20) zu
ersehen, wo die Lage des Kurbelzapfens durch einen punktirten Kreis angedeutet ist,
und die Kurbelarme zeigen bei starker Beanspruchung leicht Einbrüche an den Stellen
O (Fig. 21)
von der in Fig. 22 und
23 skizzirten Art.
Die Erkenntniſs der Schwächen, welche den nach diesen beiden Verfahrungsweisen
hergestellten Kurbelachsen anhaften, hat in der Lancefield
Forge zu Glasgow ein drittes Arbeitsverfahren zur Ausbildung gebracht,
welches in kurzer Zeit auch von anderen Schmiedewerkstätten angenommen wurde.
Fig.
24 Taf. 10 zeigt das in gewöhnlicher Art am Rundschaft begonnene Stück, an
welchem die Partie A als künftiger Wellenhals
cylindrisch gerundet und der den Anfang des Kurbelkörpers bildende Theil B (Fig. 25)
aus flach liegenden, der Mittelebene der Kröpfung parallel laufenden Schweifsplatten
zusammengesetzt und zunächst quaderförmig ausgeschmiedet wird. Dieser Theil wird
zunächst auf einer Seite nach der ganzen Länge AB (Fig.
26) dergestalt nach der Breite gestreckt, daſs die neben Fig. 26
gezeichnete Profilform entsteht; die linke Seitenfläche zeigt hier zwei dachförmig
abfallende concave Oberflächen. Auf die breitere dieser Oberflächen, welche der Lage
des künftigen Kurbelzapfens entspricht, werden nun drei dünne, passend begrenzte und
ausgehöhlte Flachschienen S gebracht nebst
zwischengelegten Eisenbrocken, wie Fig. 27 im
Aufriſs, Fig. 28 im
Querschnitte erkennen läſst; das Stück wird flach liegend in den Ofen gebracht, die
aufgehefteten Schienen nach oben; dieselben sollen gleichzeitig aufgeschweiſst
werden, was bei geringer Wandstärke und vermöge der freien Zwischenräume, welche den
Zutritt der Flamme beim Erhitzen und den Austritt der Schlacken beim Zuschlagen
gleichmäſsig ermöglicht, ganz gut gelingt. Die Platten werden um 10 bis 20cm kürzer genommmen, als der künftigen Breite des
Kurbelkörpers entspricht, weil der Schweiſsproceſs eine Streckung auch nach der
Lauge des Werkstückes liefert. Das Stück wird nunmehr umgewendet und auf der
entgegengesetzten Seite in gleicher Art vorgerichtet (vgl. Fig. 29).
Nach Beendigung dieser zweiten Schweiſsung wird wieder die erste Seite seitlich
ausgetieft (scarfed) und mit Schweifsplatten versehen,
dann wieder die zweite Seite (vgl. Fig. 30 und
31) und so fortgefahren, bis die volle Gröſse des Kurbelkörpers erreicht
ist. Fig. 32 gibt die Structur desselben in einem Querschnitte normal zur
Wellenachse; der punktirte Kreis entspricht der Lage des Kurbelzapfens. Man erkennt,
daſs die mittlere Schicht des anfänglichen Körpers (entsprechend der Linie EF in Fig. 25)
bis durch den Kurbelzapfen gestreckt wurde, daſs Schweifsfugen, welche den
Kurbelzapfen oder die Kurbelarme quer durchsetzen, nicht vorkommen; Schweifsfugen,
welche bei T ansetzen, laufen bei R unter spitzem Winkel aus. Durch die vielfach zu
wiederholenden Schweiſsungen wird die Entwicklung einer feinfaserigen Structur von erwünschtem
Verlaufe befördert Nachdem so der Kurbelkörper seinen vollen Umfang erlangt hat,
wird die Endfläche durch Abschroten gestaltet, unter Belassung erforderlichen
Materials zu Ausbildung des zweiten Wellenstückes. Es folgt die Anschweiſsung eines
Bundes und Streckung eines Schaftes s, wie oben mittels
Fig. 19 erläutert wurde.
Das Verfahren erfordert mehr Zeit als die vorher beschriebenen älteren Methoden und
ist dem entsprechend auch kostspieliger; aber der Mehraufwand ist reichlich
aufgewogen durch die solide Beschaffenheit des Schmiedestückes. Indem der
Kurbelkörper zuerst hergestellt wird, vermeidet man die gefährliche Beanspruchung
des Wellenhalses während der Arbeit, wie sie bei der ersten Methode auftritt;
Schweiſsfugen, welche den Kurbelzapfen oder die Kurbelarme quer durchsetzen, sind
nicht vorhanden; alle Schweiſsfugen haben einen solchen Verlauf, daſs die auf die
Breitseite gerichteten Schläge, welche die Fallhöhe des Hammerbärs möglichst
auszunutzen gestatten, die zuverlässigste Schweiſsung sichern. Bei Anwendung
genügender Schweifshitze und bei richtiger Führung des Stückes im Hammer wird die
Kurbelwelle keinerlei schwache Stellen zeigen. Die gröſsten nach diesem Verfahren
hergestellten Kurbelwellen für Schiffsmaschinen haben Kurbelzapfen von 512mm (Oceandampfer Orient) bis 736mm
(Great Eastern) Dicke und entsprechen sämmtlich den
gehegten Erwartungen. (Nach den Proceedings of the Institution of Mechanical
Engineers aus dem Civilingenieur, 1881 Bd. 27 S. 419.)
Tafeln