| Titel: | Ueber Neuerungen in der Drahtfabrikation. |
| Autor: | St. |
| Fundstelle: | Band 244, Jahrgang 1882, S. 27 |
| Download: | XML |
Ueber Neuerungen in der
Drahtfabrikation.
Patentklasse 7. Mit Abbildungen auf Tafel 3.
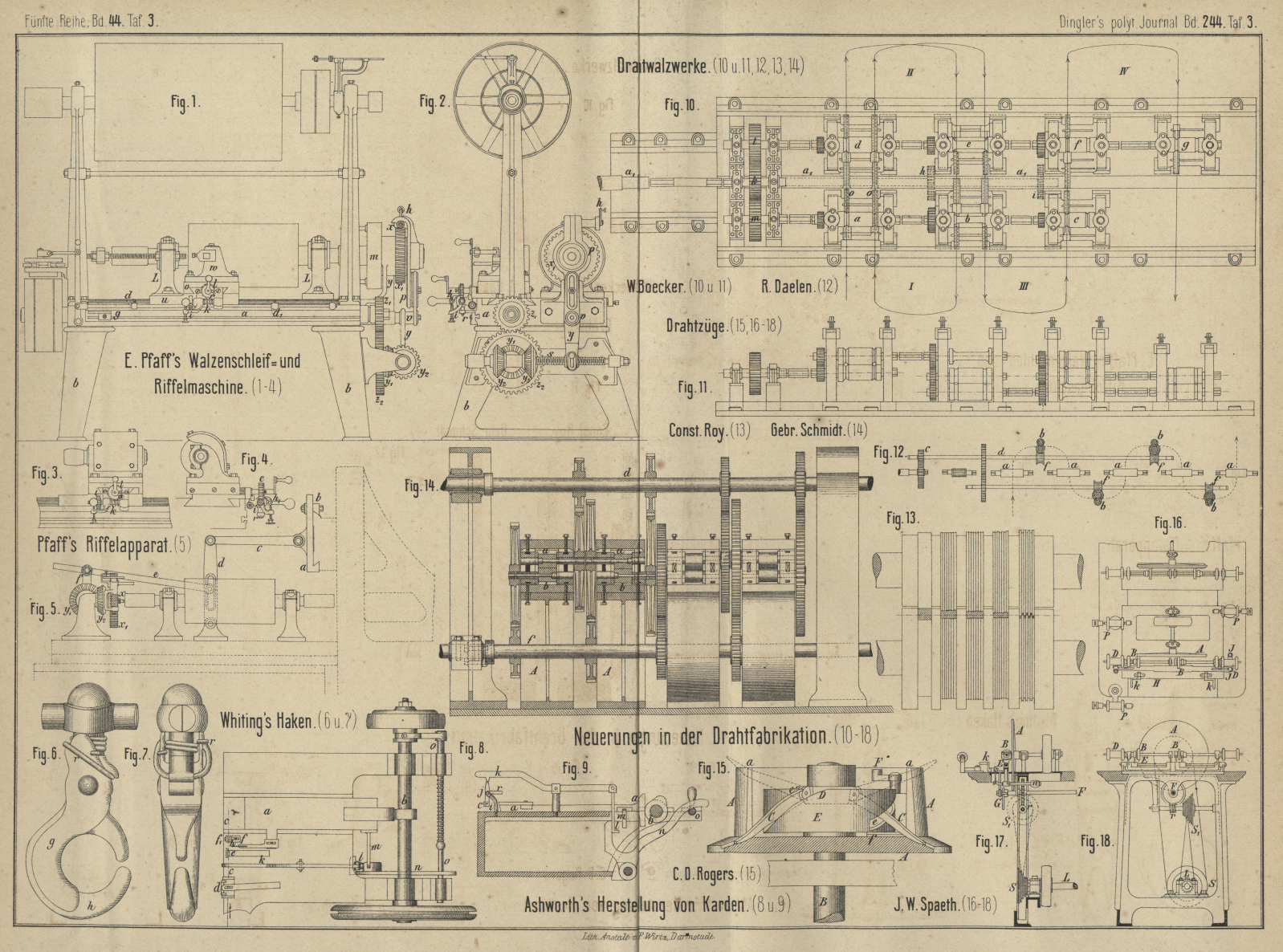
Ueber Neuerungen in der Drahtfabrikation.
Die Neuerungen bei den Drahtwalzwerken erstrecken sich
hauptsächlich auf die allgemeine Anordnung der Walzen, so daſs der Draht behufs
Vermeidung der allzu raschen Abkühlung auf dem kürzesten Wege die Walzen durchläuft
und eine möglichst geringe Zahl von Arbeitern zur Bedienung der Walzen nothwendig
ist. Wilh.
Boecker in Schalke, Westfalen (*
D. R. P. Nr. 10545 vom 15. Februar 1880) sucht dies
bei seinem Drahtwalzwerk dadurch zu erreichen, daſs er 2 Walzenstraſsen mit
horizontalen Walzen hinter einander und die Betriebswelle zwischen beide Straſsen
legt. In Fig. 10
Taf. 3, welche Skizze dem später noch zu besprechenden Zusatzpatente entnommen ist,
treibt die (theilweise punktirte) Hauptwelle a1 mittels des Zahnrades k die Räder l und m;
l überträgt seine Bewegung auf die Walzenpaare d und e, während m in directer Verbindung mit a steht. Das
ferner auf a1 sitzende
Rad h treibt die Walzenpaare b und c, das Rad i die Walzen f und g. Die verschiedenen mit der Kleinheit der Kaliber zunehmenden
Geschwindigkeiten der Walzen werden durch die in Fig. 11
gezeigten Räderübersetzungen bewirkt. Es wird dadurch eine gleichmäſsige
Beanspruchung der Betriebswelle in ihrer ganzen Länge erreicht. Den vom Draht zu
durchlaufenden Weg zeigen die Pfeile an. Die Einführung von der einen Walzenstraſse in
die andere geschieht selbstthätig mittels trichterförmiger, aus mehreren Theilen
zusammengesetzter, nicht verdrehter Führungen o, welche
zwischen den einander gegenüber stehenden Kalibern angebracht sind. Die vier
Arbeiter, welche das Walzwerk bedienen, stehen an den Stellen I bis IV. Da Draht von
quadratischem Querschnitt leichter zu führen ist, auch leichter von den Walzen
gefaſst wird als solcher von ovalem Querschnitt, so haben die Walzen a, e, c und g Quadrat-,
die Walzen d, b und f
Ovalkaliber. Dadurch hat der zwischen den Walzenstraſsen laufende Theil des Drahtes
immer einen quadratischen Querschnitt. Auſserhalb der Straſsen, wo die Schlingen auf
dem Boden laufen, ist der Querschnitt oval, was ohne Bedeutung ist, da hier die
Einführung zwischen die Walzen durch den Arbeiter erfolgt. Das Walzwerk besitzt
demnach nur 6 Einstiche und bedarf zur Bedienung nur 4 Arbeiter.
In dem Zusatzpatente (* D. R. P. Nr. 13595 vom 25. September 1880) geschieht die
Uebertragung der Rotation der Betriebswelle auf die Walzen in den erforderlichen
Verhältnissen auf zweierlei Weise: „Entweder haben die vor den einzelnen
Walzenständerpaaren aufgekeilten Räder die entsprechenden verschiedenen
Dimensionen, durch welche die Geschwindigkeit der Walzen bedingt wird, oder die
verschiedenen Umfangsgeschwindigkeiten der Walzen werden dadurch erreicht, daſs
den letzteren verschiedene Durchmesser gegeben werden, im Uebrigen aber die
Umdrehungszahl derselben die gleiche bleibt. Je kleiner also im letzteren Falle
das Kaliber wird, um so gröſser wird der Walzendurchmesser. In beiden Fällen
erfolgt die Durchleitung der Betriebskraft bis zum letzten Ständer durch die
Walzen hindurch, so daſs der in Fig. 10
punktirte Theil der Welle a1 fortfallen kann.
R.
Daelen in Düsseldorf (* D. R. P. Nr. 11838 vom 28. März 1880) läſst den Draht in
den Schleifen zwischen den horizontalen Walzen a (Fig.
12 Taf. 3) noch verticale Walzen b
durchlaufen. Letztere werden mittels des Vorgeleges c
und der Welle d durch Schneckenräder f getrieben. Die den Draht von den horizontalen zu den
verticalen Walzen und umgekehrt leitenden Führungen sind zweitheilig, so daſs der
obere Theil aufklappen und der Draht aus der Führung heraustreten kann, wenn
ungleiche Streckungen des Drahtes vorkommen. Die Führungen sind nicht verdreht, da
die Achsen der einzelnen Walzenpaare senkrecht zu einander liegen. Die Kaliber sind
bis auf das letzte, welches kreisrund ist, spitzbogenförmig. Die Anordnung des
Walzwerkes wäre, trotzdem es einen verhältniſsmäſsig groſsen Raum einnimmt, eine
praktische, besonders da es nur 2 Arbeiter zur Bedienung bedarf, wenn der
Schneckenantrieb der verticalen Walzen vermieden worden wäre.
Während bei vorstehender Anlage streng genommen schon drei
Walzenstraſsen hinter einander angeordnet sind, geht Emanuel
Minary in Paris (* D. R. P. Nr. 15070 vom 19. December 1880) bei seinem Drahtwalzwerk noch weiter
und legt alle Walzenpaare in ein einziges Gestell hinter statt neben einander, so
daſs der Draht das Walzwerk nur in einer Richtung durchläuft. Die Kaliber sind alle
oval. Die Anordnung läſst 4 Abänderungen zu: 1) Sämmtliche Walzen liegen horizontal
oder vertical; in diesem Falle besitzen die aus Hartguſs bestehenden Drahtführungen
eine schraubenförmig verdrehte Rinne, so daſs der Draht dem nächsten Kaliber um 90°
verdreht zugeführt wird. 2) Die Walzen liegen abwechselnd horizontal und vertical
und sind demnach die Führungen mit cylindrischen Rinnen versehen. In beiden Fällen
können die Kaliber zwischen den Walzenlagern, oder an
den frei tragenden Enden der Walzen angebracht werden. Als vortheilhaftesten
Gröſsencoefficienten für die Kaliber hält Minary die
Zahl 0,725, welche für Stahl bis 0,8 oder 0,85 steigen muſs. Das constante
Achsenverhältniſs a : b
der Ellipsen des Ovalkalibers beträgt 2 bis 1,5. Ein solches aus 7 Walzenpaaren
bestehendes Walzwerk hat eine Tiefe von nur 2m,45
und macht bei demselben das erste Walzenpaar 70, das letzte 600 Umdrehungen.
Das Verfahren von Constant E. Roy in
St. Dizier, Frankreich (* D. R. P.
Nr. 13037 vom 9. Juli 1880) zur Herstellung von Draht schlieſst sich eng
an die bereits erloschenen Patente Nr. 8112 und 8113 an (vgl. 1880 237 77). Auch hier wird zuerst ein im Querschnitt
quadratischer Stab (Fig. 13
Taf. 3) flach ausgewalzt und dann die Theilung in Drähte in der Weise vorbereitet,
daſs dieser Flachstab cannelirte Kaliber durchläuft, deren Vorsprünge immer höher
werden und zuletzt ein vollständiges Durchschneiden des Stabes bewirken. Aus dem
letzten Kaliber gehen die Drähte mit rundem Querschnitt hervor. Jedes Walzenpaar hat
nur ein Kaliber. Zwischen dem zweiten und dritten, bezieh. dritten und vierten
Walzenpaar liegt vor bezieh. hinter der Walzenstraſse je ein niedriger Glühofen,
welcher an der den Walzen zugekehrten Kopfseite mit einer Schiebethüre von der
Breite des Herdes versehen ist. Nach Austritt des Drahtes aus dem zweiten bezieh.
dritten Walzenpaar wird der Draht in einem einfachen Bogen durch den betreffenden
Glühofen geleitet und dann erst in das dritte bezieh. vierte Walzenpaar eingesteckt.
Es ist diese Einschaltung von Glühöfen zwischen die Kaliber eine bemerkenswerthe
Einrichtung. Das Aufrollen der Drähte wird mittels zweier eigenthümlich construirter
Handhaspeln bewirkt, welche erst dann in Thätigkeit treten, wenn die Drähte von
ihnen erfaſst worden sind. Zwischen den Haspeln und den Fertigwalzen mit dem
Endkaliber liegt eine Compensationsvorrichtung zum Ausgleichen der verschiedenen
Streckungen der einzelnen Drähte. Sie besteht aus einem doppelarmigen Hebel, dessen
freies Ende gegen die Drähte drückt, während das entgegengesetzte Ende mit einem
Gegengewicht belastet ist.
Das Patent * Nr. 15037 vom 10. Juli 1880 von Gebrüder Schmidt in Schwelm i. W. bezieht sich auf eine
Walzenstraſse zum Auswalzen des Drahtes auf kaltem Wege und bildet damit den
Uebergang zum Drahtziehen. Die Stahlwalzen a und b (Fig. 14
Taf. 3) liegen in kleinen Böcken A und werden von den
beiden Wellen d, f durch Zahnräder in der Weise
betrieben, daſs die neben einander liegenden Ober- und Unterwalzen abwechselnd bald
mit der oberen, bald mit der unteren Welle in Verbindung stehen. Dieser
eigenthümliche Walzenantrieb gestattet die Anwendung sehr kleiner Walzen, was bis
jetzt unthunlich war, da Ober- und Unterwalze sich gewöhnlich gegenseitig trieben.
Die Kaliber sind regelmäſsige Sechsecke. Ihre Construction ist einfach, indem jedes
folgende Kaliber ein Sechseck ist, welches in den eingeschriebenen Kreis des
vorhergehenden Kalibers eingetragen wird. Es soll hierdurch eine Structurveränderung
des Drahtes beim Kaltwalzen fast vollständig vermieden werden.
Bei den Drahtziehvorrichtungen begegnen wir nicht so durchgreifenden Neuerungen wie
gerade beim Drahtwalzen. Die auf erstere ertheilten Patente erstrecken sich meist
auf allgemeine Anordnungen an den Ziehbänken, welche, wenn auch nicht unpraktisch,
so doch leicht durch andere ebenso gute oder schlechte Vorrichtungen ersetzt werden
können.
So lieſs sich C. D. Rogers in Providence, Nordamerika (* D. R. P. Nr. 11103 vom 11. April
1880) eine Einrichtung an Drahtziehtrommeln patentiren, welche eine
leichte und regelmäſsige Abnahme der aufgewickelten Drahtrolle bezweckt. Nach
derselben ist die auf die Welle B (Fig. 15
Taf. 3) aufgekeilte Trommel A mit 3 verticalen
Schlitzen a versehen, in den sich 3 einarmige Hebel C bewegen, welche in dem an der Welle B befestigten Bund D ihre
Drehpunkte haben. Um B dreht sich ein loser Cylinder
E, welcher die Hebel G
mit schraubenförmig nach oben ansteigenden Schlitzen e
umschlieſst. Dreht man nun, nachdem die Trommel in Stillstand versetzt und das Ende
der aufgewickelten Drahtrolle befestigt worden, die an A angebrachte Kurbel F, welche durch ein
Gelenk bei f mit dem Cylinder E verbunden ist, aus der Bildfläche heraus, so wird E nach links herumgedreht, so daſs die Arme C die schrägen Schlitze e
hinaufsteigen und die auf den Enden von G ruhende
Drahtrolle von der Trommel gehoben wird. Die Einrichtung ist nicht unpraktisch
angeordnet; sie bedarf jedoch, wie es scheint, zu ihrer Bewegung eine bedeutende
Kraftentwicklung.
Die Ziebank von Joh. Wilh. Späth in
Dutzendteich bei Nürnberg (* D. R. P.
Nr. 14 732 vom 17. November 1880) ist blos für die dünnsten Drähte
bestimmt, bei welchen das Ziehen eine nur geringe Kraft bedarf. Die im Bankgestell
gelagerte Welle L (Fig. 17 und
18 Taf. 3) überträgt ihre Drehung durch Riemenbetrieb auf die Scheibe A, gegen welche mittels des Gegengewichtes n die in einem um die Welle E drehbaren
Support gelagerte und aus Kautschuk bestehende Reibungsscheibe B angedrückt wird. Mittels der Kurbel k kann B der Scheibe A genähert oder von ihr entfernt werden. Auf der Achse
von B sitzen die Ziehrollen D, während vor diesen die um ihre Achsen drehbaren Zieheisen J und die Drahtrollen P
angeordnet sind. Die Zieheisen stehen auf der Schiene H, der mittels der Schnurscheiben S, S1, dem Schneckengetriebe r und der auf der Welle F befestigten
unrunden Scheibe Q eine hin- und hergehende Bewegung
ertheilt wird. Da die Reibungsrollen B auf ihren Wellen
verschoben, also dem Mittelpunkte der Scheibe A
genähert werden können, so ist man im Stande, den Ziehrollen jede beliebige
Umdrehungsgeschwindigkeit zu ertheilen. Das Ziehen wird nun in der Weise bewirkt,
daſs der zu ziehende Draht von der Rolle P ab, durch
das Zieheisen J hindurch auf die Rolle D aufgewunden wird. Da das Zieheisen sich mit der
Platte H parallel hin und her verschiebt und dabei eine
Drehung um seine verticale Achse machen kann, so wird der Draht gleichmäſsig auf die
ganze Länge von D vertheilt.
Um noch gröſsere Aenderungen in der Ziehgeschwindigkeit vornehmen zu können, ordnet
man statt des Riementriebes mit Stufenscheiben auf der Welle L einen leicht stellbaren Reibungsantrieb an.
Um die Ziehlöcher der Zieheisen, welche ausgeleiert sind, leicht wieder auf den
richtigen Durchmesser zu bringen, verlegt C. D. Rogers in
Providence (* D. R. P. Nr. 11130 vom
11. April 1880) die Ziehlöcher in besondere kugel-, halbkugelförmige oder
abgestumpft conisch gestaltete, stählerne Körper, welche einfach in das Zieheisen
eingesetzt werden. Bedürfen die Löcher einer Verengung, so werden die Ziehköpfe
zwischen besonderen Matrizen kalt einem hohen Drucke ausgesetzt; dabei ist die
Richtung des Druckes entweder senkrecht oder parallel der Achse der Ziehöffnung.
Nach mehrmaligem Pressen und Verdrehen der Ziehköpfe wird wie gewöhnlich durch
Eintreiben eines Domes der richtige Durchmesser der Ziehöffnung genau bestimmt.
Bekanntlich müssen stärkere Drahtsorten nach jedem, schwächere nach jedem 2. oder 3.
Zug ausgeglüht werden. Die Reinigung des Drahtes von der während des Glühens
gebildeten Oxydschicht durch verdünnte Schwefelsäure ist eine der lästigsten
Arbeiten der Drahtziehwerke. Um diese zu umgehen, sind schon viele Versuche gemacht
worden; aber alle, auch diejenigen, welche eine lediglich mechanische Entfernung des
Glühspanes bezwecken, haben keinen durchschlagenden Erfolg aufzuweisen gehabt. Im
Principe am rationellsten sind diejenigen Wege, welche eine Oxydation des Drahtes
beim Glühen überhaupt zu vermeiden suchen. So erzeugt F.
Schmidt in Haspe (vgl. 1879 234 76) im Glühtopf
Kohlensäure.
Nach Wilhelm Schulte in
Bochum (* D. R. P. Nr. 16092 vom 8.
Juni 1881) wird das Glühen der Drahtrollen im Glühtopf in einer
Stickstoffatmosphäre vorgenommen. Letztere wird auf folgende Weise erzeugt: Aus
einem Gasometer wird mittels eines Gebläses atmosphärische Luft durch eine stark
glühende Retorte getrieben, welche in ihrer ersten Hälfte Koke, in der anderen ein
Metalloxyd enthält. Durch Berührung der Luft mit der glühenden Koke wird der
Sauerstoff der Luft in Kohlensäure übergeführt, während das nebenbei gebildete
Kohlenoxyd durch den Sauerstoff des Metalloxydes ebenfalls zu Kohlensäure oxydirt
wird. Das Kohlensäure- und Stickstoffgemenge wird durch mehrere mit Natronlauge oder
Kalkwasser gespeiste Waschapparate geführt, die Kohlensäure dadurch absorbirt und
der Stickstoff in einem Gasometer gesammelt. Von hier aus gelangt der Stickstoff,
nachdem er einen mit Kalkstücken gefüllten Trockenapparat durchstrichen hat, in den
Glühtopf; letzterer besitzt zum dichten Abschluſs nach auſsen einen Deckel, dessen
nach unten vorspringender Rand in eine Rinne taucht, welche vor dem Glühen mit
salpetrigsaurem Kali oder Chlorkalium gefüllt ist; diese Salze schmelzen beim Glühen
und verhindern den Zutritt der äuſseren Luft in den Glühtopf. Durch den Deckel des
letzteren ragen 2 Röhren, von denen eine bis auf den Boden reicht. Beide werden
durch Gummischläuche mit der Stickstoffleitung in Verbindung gebracht, welche
letztere vermöge des Gebläses wieder in den ersten Gasometer zurückgeführt werden
kann. Ist der Glühtopf mit Drahtrollen beschickt, luftdicht verschlossen und in die
Stickstoffleitung eingeschaltet, so öffnet man die betreffenden Hähne und läſst eine
dem 2 bis 3fachen Volumen des Topfes entsprechende Stickstoffmenge den Topf
durchstreichen. Sodann werden die Hähne geschlossen und das Glühen wie gewöhnlich
fortgesetzt. Während des Erkaltens wird ebenfalls wieder Stickstoff eingeleitet.
Blank in den Topf gebrachte Drähte sollen bei diesem Verfahren nach dem Glühen keine
Veränderung der Oberflächen gezeigt haben. Auffallend ist es, daſs an der Koke- und
Erzretorte keine Nachfüllvorrichtung angebracht ist. Um Kohlensäure hier zu
erzeugen, muſs eine lebhafte Verbrennung stattfinden und wäre hierdurch ein
ununterbrochener Ersatz der verbrannten Koke für gröſseren Betrieb nothwendig. Die
Ausführung des Verfahrens hängt von der Billigkeit der dazu nöthigen Anlagen ab.
Statt der Kalisalze zum dichten Abschluſs des Glühtopfes nach auſsen lieſsen sich
wohl billigere Materialien anwenden.
St.
Tafeln