| Titel: | Technologische Studien über Materialien und deren Formänderung; von Friedr. Kick. |
| Fundstelle: | Band 244, Jahrgang 1882, S. 36 |
| Download: | XML |
Technologische Studien über Materialien und deren
Formänderung; von Friedr. Kick.
Mit Abbildungen auf Tafel 4.
Kick's technologische Studien.
Wir bringen im Folgenden einen Auszug der vom Verfasser in den Technischen Blättern, 1881 S. 150 und 185
veröffentlichten Abhandlungen über Formänderungen, in so weit durch dieselben
gewissermaſsen abschlieſsende Ergebnisse gewonnen wurden, aber unter vorläufiger
Weglassung des letzten Theiles, für welchen eine ergänzende Fortsetzung in Aussicht
steht.
Der durch Kick (1879 234 257)
aufgestellte Satz: „Die Arbeitsgröſsen, welche erforderlich sind, um geometrisch
ähnliche Körper gleicher materieller Beschaffenheit gleichartig und unter
gleichen Geschwindigkeiten zu deformiren, verhalten sich wie die Volumen oder
Gewichte dieser Körper“, wurde dazu verwendet, durch Benutzung geometrisch
ähnlicher, kleiner Versuchskörperchen die Widerstandsdiagramme gröſserer Probestücke
über die direct durch die verfügbare Festigkeitsmaschine erreichbare Inanspruchnahme
hinaus fortzusetzen.
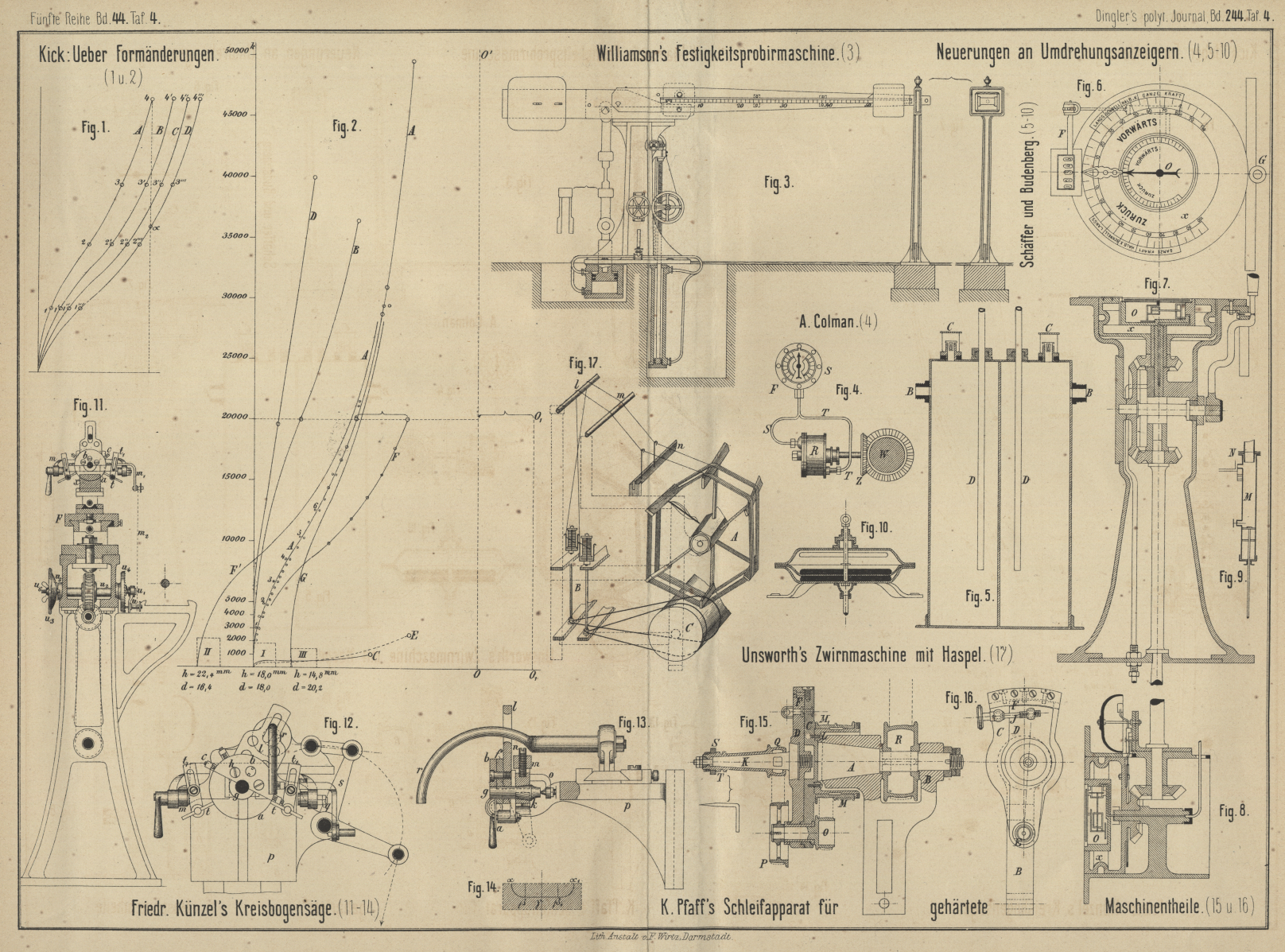
Die Linie A (Fig. 2 Taf.
4) zeigt in ihrem unteren Verlaufe bis zur Ordinate, welche dem Druck von 20000k entspricht, das Deformationsdiagramm eines
Kupfercylinders von 18mm,0 Höhe und 18mm,0 Durchmesser, und zwar entsprechen die
angegebenen Einzelpunkte mehreren gleichartigen Proben. Darüber hinaus, bis gegen
50000k Pressung ist das Diagramm, wie erwähnt,
durch Umrechnung aus kleineren, geometrisch ähnlichen Probestücken erhalten.
In gleicher Weise sind die Linien B und D erhalten, welche die Druckdiagramme für Schmiedeisen-
bezieh. Fluſseisen-Cylinder von h = d = 18mm darstellen. Die. Linie C des Diagrammes entspricht einem ebensolchen Bleicylinder, welcher trotz
aller bei dessen Herstellung angewendeten Sorgfalt sich nicht so gleichförmig
deformirte, daſs der Versuch weiter fortgesetzt worden wäre. Hierzu gesellt sich bei
Blei noch ein anderer sehr hinderlicher Umstand. Das Blei flieſst nämlich unter
Druck auſserordentlich langsam nach. Um genauere Daten zu erhalten, wurde ein
Bleicylinder h = d = 18mm aus einer überhämmerten, ausgestreckten
Bleistange gedreht. Der erste Theil des Diagrammes stimmte gut mit dem gezeichneten,
der weitere Verlauf blieb
aber etwas unter der gezeichneten Linie C, weil bei
derselben Belastung (750k), welche während 4 Tagen
bei öfterem Einstellen der Maschine erhalten wurde, die Bewegung fortdauerte und der
Cylinder endlich bis 7mm,6 Höhe zusammengedrückt
wurde, ohne daſs Gleichgewicht eintrat.
Reducirt man die Kupferlinie A auf 1/20 ihrer
Ordinaten, so erhält man die punktirt gezeichnete Linie E, welche auf eine längere Strecke ihres Laufes mit der Bleilinie
zusammenfällt, so daſs man innerhalb dieser Strecke den Widerstand des Bleies als
gleich dem 20. Theil des Kupferwiderstandes bezeichnen könnte. Dieses Verhältniſs
ändert sich aber im weiteren Verlaufe und wird selbst 1 : 40. Aehnliches zeigt der
Vergleich der Diagramme A, B und D.
Es stehen also die Widerstände verschiedener Materialien bei
denselben Formänderungen in keinem constanten Verhältnisse.
Es erklärt sich diese befremdende Thatsache, welche durch Schlagversuche gleichfalls
bestätigt wurde, dadurch, daſs dieselben Formveränderungen in den Spannungszuständen
verschiedener Materialien verschiedene Aenderungen herbeiführen, oder mit anderen
Worten, durch dieselbe Formänderung ändert sich die Beschaffenheit der Materialien
in verschiedener Weise. Hiermit will nichts Neues gesagt sein; denn Jedermann weiſs,
daſs sich z.B. Kupfer hart schlagen läſst, Blei nicht; aber es verdient die
Thatsache doch ausdrücklich auch an den gegebenen Diagrammen festgestellt zu werden
um so mehr, als Fig. 1
hierzu einen weiteren schlagenden Beleg liefert, wovon später gesprochen werden
soll.
Die Curve F (Fig. 2) gibt
das Deformationsdiagramm eines Kupfercylinders desselben
Volumens, aber anderer ursprünglicher Abmessungen h = 22mm,4, d = 16mm,4. Für diesen Versuchskörper
rückt die Nulllinie O O', welche der Zusammendrückung
bis zur Höhe Null entsprechen würde, nach O1
O1'. Um diese Curve
besser mit dem Diagramm A vergleichen zu können,
empfiehlt es sich, sie um O O1 nach links zu rücken, bezieh. sowohl das Diagramm A als F auf dieselbe
Nulllinie zu beziehen. Dies ist in Curve F' geschehen.
Auch das Diagramm G von einem Cylinder nahe gleichen
Volumens, jedoch abermals anderer Abmessungen ist auf dieselbe Nulllinie bezogen.
Die Druckcurven nähern sich ziemlich rasch asymptotisch einander und sind auch die
Probestücke, welche je mit 20000k Druck deformirt
wurden, nahezu congruent. Es gibt daher die Curve A bei
stärkerer Zusammendrückung von Kupfercylindern gleichen Volumens auch sehr
näherungsweise die Pressungen an. Diese Versuche zeigen zugleich deutlich, daſs man
bei hämmerbaren Metallen von einer rückwirkenden Festigkeit im gewöhnlichen
Wortsinne nicht sprechen darf.
Es wurde oben gesagt, daſs durch die Deformationen in dem deformirten Materiale
Spannungen entstehen, welche die für eine bestimmte Formänderung erforderliche
Pressung sehr wesentlich beeinflussen. Fig. 1 macht
dies besonders deutlich. Dem Versuche wurden 3 Kupfercylinder von h = d = 18mm unterworfen und in folgender Weise behandelt.
Der Cylinder I wurde einem Drucke von 5000k
ausgesetzt und lieferte Punkt 1 der Curve A; hierauf wurde derselbe ausgeglüht und abermals
(kalt) derselben Pressung unterworfen, gab Punkt 1';
wieder ausgeglüht und ebenso belastet, lieferte er Punkt 1'', endlich Punkt 1'''. Der Cylinder II
wurde ebenso bei 10000k behandelt, lieferte die
Punkte 2, 2', 2'' und 2'''; der Cylinder III bei 15000k die
Punkte 3, 3', 3'', 3'''. Als vierter Cylinder wurde ein
solcher mit d = h = 15mm benutzt, im übrigen ebenso verfahren. Die
effectiven Pressungen waren 15000k, was
umgerechnet 21600k gab. Man erhielt die Punkte 4, 4', 4'' und 4'''. Die
zusammengehörigen Punkte, durch continuirliche Linien verbunden, lieferten die
Figur, aus welcher ersichtlich ist, daſs bei 4maligem Ausglühen schon ein Druck von
11800k (Punkt α)
dieselbe Formänderung bewirkt, welche 20000k sonst
zu Wege brachten.
Durch jedes Ausglühen werden die ins Material gelangten Spannungen behoben und
dieselbe Pressung vermag wieder neuerdings, wenn auch stets minder ausgiebig, die
Form zu ändern. Setzt man die Linie D (Fig. 1) mit
der Bleilinie C (Fig. 2) in
Vergleich, so findet man, daſs das so behandelte Kupfer nur etwa 11mal so
widerstandsfähig wie Blei ist.
An diesen wenigen Beispielen, welche keine Grenzwerthe geben, ist mithin gezeigt
worden, daſs das Verhältniſs des Deformationswiderstandes von Blei und Kupfer
zwischen 1 : 11 und 1 : 40 wechselt. Will man daher betreffs des Arbeitswiderstandes
der verschiedenen Materialien Verhältniſszahlen aufstellen, so können dies nur ganz beiläufige Näherungszahlen sein, oder man muſs sie
für specielle Deformationen suchen und nur in diesem beschränkten Kreise
verwerthen:
Beiläufiges Verhältniſs der Deformationsarbeiten und der
Arbeitswiderstände einiger Materialien.
Material
Für Schlag
Für Druck
Fluſseisen (kalt)
–
3000
Schmiedeisen (kalt)
4000 bis 4500
2000
„ (roth glühend)
600 bis 900
(300 bis 400)
„ (gelbroth glühend)
500
(250)
Kupfer (kalt)
1000
1000
„ (rothglühend)
550
(250)
Messing (kalt)
800 bis 1200
–
Zinn (kalt)
500
(250)
Blei (kalt)
70 bis 90
20 bis 50
Guttapercha (bei 60 bis 70°)
–
0,01 bis 0,02
Modellirthon
–
0,3 bis 0,4
Porzellanmasse (20 bis 24 Proc. Wasser)
–
0,2 bis 0,3
Die in Klammern stehenden Werthe der letzten Spalte vorstehender
Tabelle sind nicht direct aus Druckversuchen abgeleitet, sondern aus den Schlag
versuchen geschätzt. – Jede Zahlenreihe ist nur für sich zu verwenden und sind
dadurch die Beziehungen zwischen Schlag und Druckarbeit nicht gegeben.
Bei Betrachtung der Tabelle wird zunächst auffallen und scheinbar
eine Bestätigung des Gesagten liefern, daſs die Verhältniſszahlen für Schlag andere
sind als jene für Druck. Doch diese Differenzen sind weit weniger in
Zustandsänderungen, als vielmehr darin gelegen, daſs bei den Verhältniſszahlen für
die Schlagbarkeit als solche, das Product aus activem Fallgewicht mal Hubhöhe in
Rechnung oder in Vergleich gestellt wurde und der sehr wesentliche Theil dieser
Arbeit, welcher in den Ambos und die Fundamente geht, nicht berücksichtigt
erscheint. Unterliegt es auch keinem Zweifel, daſs zu einer raschen Formänderung
eine gröſsere Arbeitsmenge aufgewendet werden muſs als zu einer langsamen, weil bei
der raschen Formänderung ein gröſserer Theil der Arbeit zur Erwärmung des
Arbeitstückes verbraucht wird, oder als innere Arbeit verloren geht, so ist es
andererseits gewiſs leicht einzusehen, daſs bei einem sehr widerstandsfähigen oder
harten Körper ein viel gröſserer Theil der Schlagarbeit in die Fundamente geht als
bei einem weichen Materiale. Wenn Thon oder Blei durch einen Schlag deformirt wird,
so werden die Fundamente des Schlagwerkes wenig erschüttert; deformirt man Kupfer,
so ist der Schlag härter, bei kaltem Schmiedeisen noch härter, bei gehärtetem Stahle
wird fast die ganze Schlagarbeit in den Fundamenten und durch den Rückstoſs verloren
gehen. Da nun die Arbeit eines Hammers stets durch Gewicht mal Fallhöhe bestimmt ist
und dieser Ausdruck für die thatsächlich aufgewendete Arbeit in Rechnung gestellt
werden muſs, so werden sich die Verhältniſszahlen für den Arbeitswiderstand gegen
Schläge nothwendig um so ungünstiger stellen, je härter das Material, d.h. ein je
gröſserer Theil der Schlagarbeit auf die Fundamente übertragen wird. Die Erklärung,
daſs die Zahlen der ersten Spalte obiger Tabelle mit jenen der zweiten nicht
übereinstimmen können, ist daher eine sehr einfache. Jede Zahlenreihe ist nur für
sich anzuwenden.
Da bei allen Vergleichen zum Zwecke ziffermäſsigen Ausdruckes eine
Einheit oder ein Maſs zu Grunde gelegt werden muſs, so wurde der Arbeitswiderstand
des Kupfers bei Druck wie bei Schlag mit 1000 angenommen und die Arbeitswiderstände
der anderen Materialien hierauf bezogen. Hiermit ist über das Verhältniſs des
Arbeitswiderstandes desselben Materials bei Druck und Schlag Nichts bestimmt,
vielmehr diese Frage offen gelassen.
Kick's Abhandlung wendet sich dann Versuchen zu, durch
welche die Aenderung der Dichte bei Bearbeitungen von
Blei, hierauf von Kupfer untersucht wurde. Die
Resultate dieser Versuche sind, soweit sie sich auf Blei beziehen, in nachfolgender
Uebersicht zusammengestellt:
Bezeichnung des Probestückes und Art seiner
Inanspruchnahme
Spec. Gew.bei 20°
1)
Bleicylinder gegossen, abgedreht
11,3546
2)
Derselbe gepreſst mit 6000k
Gesammtdruck
11,3557
3)
„ „ „ 10000k „
11,3572
4)
Derselbe unter dem Dampfhammer zu einer Scheibe geschlagen (1
Schlag G = 1339k, H = 0m,85)
11,3560
5)
Vom Probestück 4 ein Segment vom Rande geschnitten
11,3540
6)
Vom Probestück 4 ein Stück aus der Mitte genommen
11,3590
7)
Ein Stück aus der Mitte in würfelförmige Form durch
kräftiges Ueberhämmern während ½ Stunde gebracht, hierauf
blank geschnitten
11,3653
Diese Resultate sind um so interessanter, wenn man dieselben mit der Zahl 11,3739
vergleicht, welche die Dichte des Probestückes Nr. 1 bei 0° darstellt. Es ist also
selbst durch die kräftigste Bearbeitung eines an sich blasenfreien Stückes nicht
jene Aenderung der Dichte erzielt worden, welche einer Temperaturerniedrigung von
nur 20° entspricht. Wird die cubische Ausdehnung für Blei für 1° zu 0,0000854
angenommen, so würde eine Temperaturerniedrigung von etwa 11° bereits genügen, um
das specifische Gewicht des Probestückes Nr. 1 von 11,3546 auf 11,3653 zu erhöhen,
also auf die Dichte des überhämmerten Stückes Nr. 7 zu bringen. Wäre das Probestück
Nr. 1 nicht mit der Vorsicht hergestellt worden, dasselbe dadurch von unten auf in
der Form erstarren zu machen, daſs die Oberfläche des Bleies durch eine directe
Flamme erhitzt und längere Zeit flüssig erhalten wurde, so wäre nie das feine,
dichte Gefüge erhalten worden und die Bearbeitung hätte, die Hohlräume füllend, eine
wesentlichere Vermehrung der Dichte ergeben.
Ein zweiter ebenso sorgfältig hergestellter Bleicylinder, gleichfalls von 11,3546 sp.
G. (bei 20°) wurde in einer Stahlfassung einem Drucke von 784k/qc unterworfen,
das specifische Gewicht veränderte sich nur auf 11,3591.
Kupfer von 8,8877 sp. G. (auf 20° bezogen) wurde durch
Ueberhämmern nur auf 8,8909 verdichtet, entsprechend der bei einer
Temperaturdifferenz von 7° eintretenden Dichtenänderung.
Ein zweites Probestück (Kupfer) von einer anderen Stange wurde im Stahlgehäuse hartgeschlagen und zeigte nur 8,8727 sp. G. Durch
Ausglühen reducirte sich dasselbe (nach Entfernung der Oxydschicht und ebenfalls auf
20° bezogen) auf 8,8656, einer Temperaturdifferenz von etwa 15° entsprechend.
Diese Resultate sind im Grunde genommen sehr natürliche; denn aus welcher Ursache
sollte sich z.B. Kupfer, Stabeisen, Stahl u. dgl. durch die Bearbeitung noch weiter
verdichten lassen, nachdem diese Materialien bei ihrer Erzeugung doch sehr
intensiven Einwirkungen unterworfen wurden? Das Ausflieſsen der Hohlräume wurde
durch Hammerarbeit, Walzen u. dgl. bei gutem Materiale bereits vollkommen oder
nahezu vollkommen besorgt und es kann dies nachhaltiger durch die weiteren
mechanischen Mittel der Bearbeitung nur dann geschehen, wenn dieselben noch
kräftiger einzuwirken vermögen, was in der Regel nicht der Fall ist.
Die bedeutenden Differenzen in den Angaben der specifischen Gewichte der Metalle,
z.B. bei Kupfer zwischen 7,720 bis 8,965, bei Blei (auf 0° bezogen) zwischen 11,300
bis 11,445, rühren theils von dem Einflüsse der Verunreinigungen, theils von den
Hohlräumen her, welche letzteren bei Guſsstücken sehr abhängig von der Art des
Erstarrens sind. Blei, Zinn, Schriftgieſsermetall krystallisirt dann grob, wenn
diese Metalle in gut leitende, kalte Formen gegossen werden, hingegen feinkörnig,
wenn das Erstarren in der gut vorgewärmten Form sehr allmählich erfolgt. Im letzteren Falle ist das
Material dichter, specifisch schwerer; im ersteren Falle kann durch die Bearbeitung
das Gefüge feinkörniger und dichter gemacht werden; das specifische Gewicht nimmt
dann zu, weil Hohlräume durch den Fluſs der Theile geschlossen werden. Manche mit
Gasarten erfüllte Hohlräume lassen sich schwer beseitigen; so gehört z.B. eine
anhaltende hohe Pressung der warm gehaltenen Masse dazu, um aus weicher Guttapercha
die enthaltene (durch Kneten hinein gebrachte) Luft auszupressen. Ebenso spielt die
in Porzellanmasse und Thon enthaltene Luft, sowie sie merkliche Bläschen bildet,
eine für die Fabrikation sehr unangenehme Rolle, indem sie zu einem Springen der
Waare beim Brennen Veranlassung geben kann; um sie zu beseitigen, werden diese
Materialien nach eigenthümlichen Regeln geschlagen.
Sieht man aber von den Hohlräumen ab und ebenso von jenen Unterschieden im
specifischen Gewichte, welche dadurch bedingt sind, daſs die käuflichen Metalle
nichts weniger denn rein sind, so kann man aus den gemachten Versuchen die Folgerung
ziehen: Metalle, welche frei von Hohlräumen sind, ändern
ihre Dichte durch die Bearbeitung nur innerhalb der Grenzen der durch mäſsige,
ja geringe Erwärmung oder Abkühlung erzielbaren Dichtenänderung.
Tafeln