| Titel: | Hydraulik-Excenterpresse von M. Hasse und Co. in Berlin. |
| Autor: | Schg. |
| Fundstelle: | Band 245, Jahrgang 1882, S. 407 |
| Download: | XML |
Hydraulik-Excenterpresse von M. Hasse und Co. in
Berlin.
Mit Abbildungen auf Tafel 28.
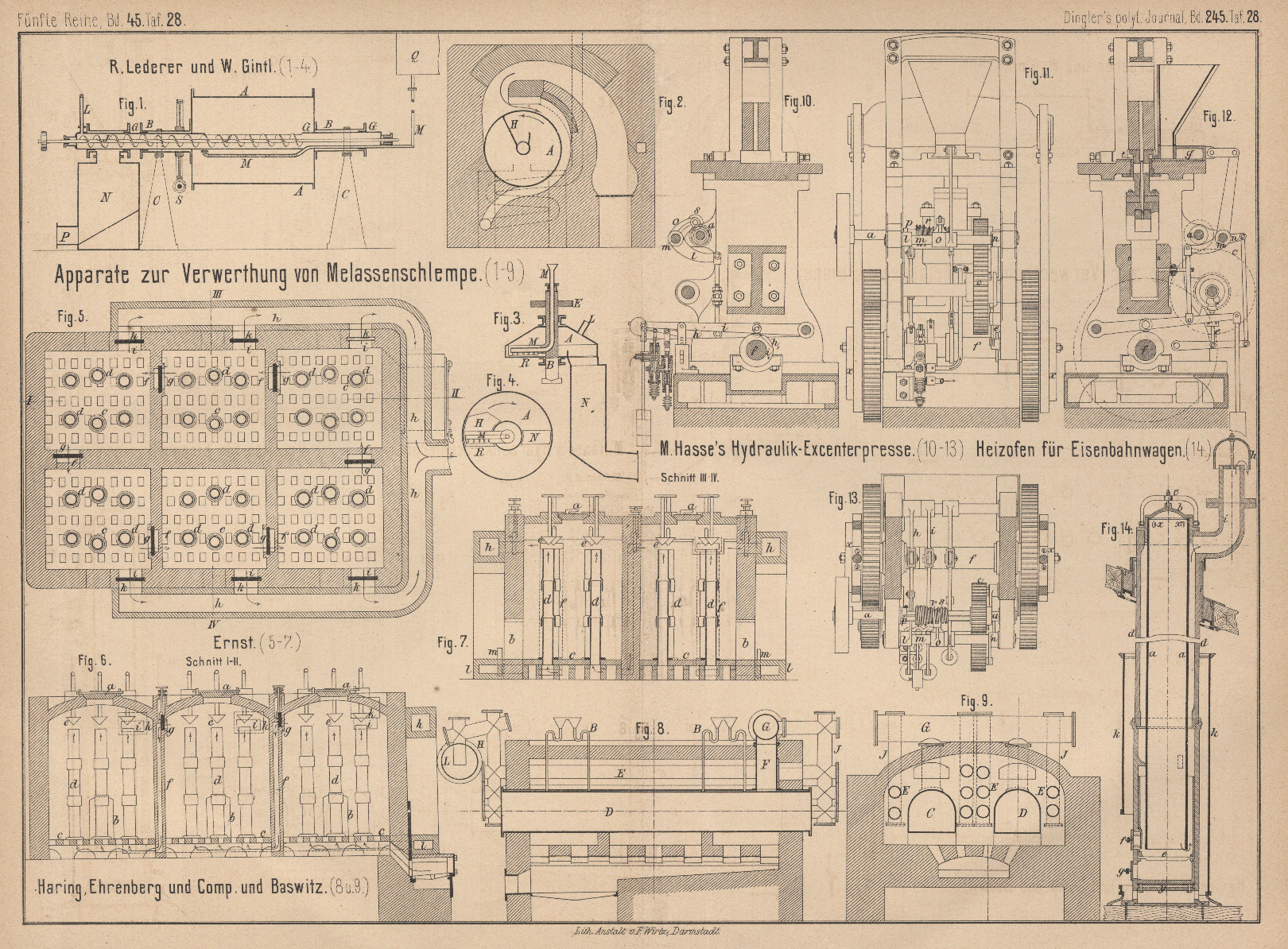
M. Hasse's Hydraulik-Excenterpresse.
Die von Max Hasse und Comp. in Berlin (*D. R. P. Kl. 58
Nr. 18117 vom 12. Juni 1881) construirte Presse besitzt zwei Stempel, zwischen
welchen die Pressung geschieht und von denen der Oberstempel, von Excentern bewegt,
zum Abschluſs der Preſsform dient, während der Unterstempel ein hydraulischer ist
und die eigentliche Pressung vollführt.
Die in Fig. 10 bis 13 Taf. 28
dargestellte Maschine arbeitet in folgender Weise: Das aus dem Trichter in den
Schieber g fallende Material wird von letzterem über
den Preſsraum gebracht und in diesen entleert, wobei die Schieberbewegung unter
Vermittelung eines durch Welle m drehbaren Winkelhebels
von dem auf der Hauptwelle f sitzenden Excenter aus
erfolgt. Alsdann geht der an einem Querstück befestigte Oberstempel t nieder und tritt ein wenig in die Preſsform hinein.
In dieser letzteren Stellung sind die den Stempel bewegenden Excenter x im Todtpunkte angelangt und werden nun in Ruhe
versetzt, indem das die Rotation von der Antrieb welle a übermittelnde Vorgelegerad c durch die
Hebung des Kupplungsschiebers e ausgelöst wird.
Zugleich wird aber auch durch das auf der Excenterwelle f sitzende Curvenstück h1 und Hebel h die
Wasserzuströmung zum Preſscylinder geöffnet. In Folge dessen steigt der Preſskolben
und bleibt so lange unter Druck stehen, bis ein auf Zeitdauer einstellbarer
Schaltmechanismus das Ablassen des Druckwassers und den Wiedereintritt der Drehung
von Welle f veranlaſst. Gerade diese andauernde
Pressung ist für specielle Materialien von besonderer Wichtigkeit.
Es befindet sich nämlich auf Welle a, mit Nuth und Feder
verschiebbar, eine Schnecke r, welche so viel Gänge
hat, als dem gewünschten längsten Stillstande während des Druckes entspricht. Die
Schnecke selbst besteht aus zwei Schrauben von verschiedenen Durchmessern, deren
Gänge an ihrer Berührungsstelle in einander übergehen. Es ist hieraus ersichtlich,
daſs der mit einer Rolle s in den Schraubengangen
laufende Winkelhebel lo die mit ihm fest verbundene
Welle m dreht, sobald die sich unter ihm verschiebende
Schraube mit der Berührungsstelle der zusammentreffenden Schraubengänge unter ihm wegläuft. Diese
Drehung von m bedingt auch eine Bewegung des auf
letzterer aufgekeilten Hebels n und durch jenen ein
Auf- oder Niedergehen des die Ein- bezieh. Ausschaltung vermittelnden bereits
erwähnten Schiebers e. Die verschiedene Preſsdauer
ermöglicht hierbei die Stellung des auf a
verschiebbaren Anstoſsringes p, indem hiervon die
Anzahl der mit der Rolle s zum Eingriff gelangenden
Schraubengänge abhängig ist. Sobald die Pressung vollführt und der Oberstempel von
den wieder in Drehung versetzten Excentern gehoben ist, wird auf kurze Zeit abermals
durch Wirkung eines zweiten Curvenstückes i1 und des Hebels i das
Zufluſsventil geöffnet und der hydraulische Stempel weiter gehoben, um den
gepreſsten Körper herauszudrücken.
Der Antrieb kann mittels Riemen vom Schwungrade der Dampfmaschine aus auf die Welle
a erfolgen. Für letztere empfiehlt sich eine
Tourenzahl von 60 in der Minute, so daſs aus der Anzahl der Schraubengänge der
Schnecke r direkt auf die Preſsdauer in Sekunden
geschlossen werden kann. Die Rückwärtsbewegung bis an den Anschlagring p dieser sich in der angegebenen Weise verschiebenden
Schnecke erfolgt durch eine Gabel mit Gegengewicht.
Sollen mehrere Preſscylinder gleichzeitig in Anwendung kommen, so sind dieselben
zweckmäſsig mit einander in Verbindung zu setzen, so daſs die Zuführung des
Druckwassers sowie die Abführung desselben von dem gleichen Steuerungsmechanismus
erfolgen kann.
Derartige Pressen arbeiten in der Pulverfabrik zu Spandau.
Schg.
Tafeln