| Titel: | Heyne's selbstthätige Schraubendrehbank. |
| Autor: | Mg. |
| Fundstelle: | Band 246, Jahrgang 1882, S. 455 |
| Download: | XML |
Heyne's selbstthätige
Schraubendrehbank.
Mit Abbildungen auf Tafel 34.
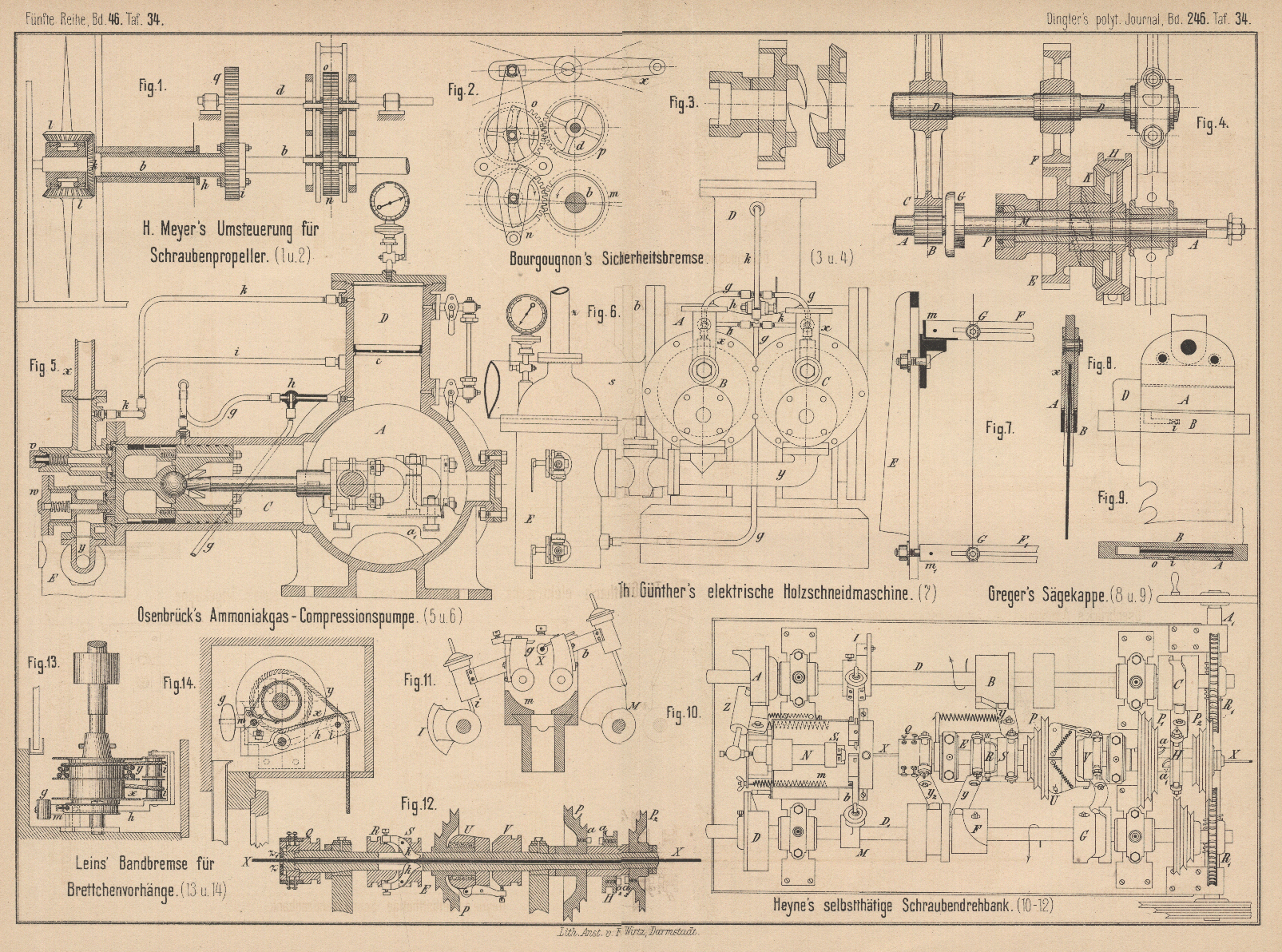
Heyne's selbstthätige Schraubendrehbank.
Eine ziemlich umständliche Maschine, welche selbstthätig Schrauben verschiedener Art
und Form, Muttern, Hülsen u. dgl. herstellt, ist von Gebrüder Heyne in Offenbach a. M. (* D. R. P. Kl. 49 Nr. 19366 vom 24. Jan. 1882) construirt
worden. Dieselbe arbeitet wie eine Drahtstiftmaschine derart, daſs sie einen
endlosen Draht, während er die Maschine durchläuft, stufenweise in die fertige Form
überführt, indem durch eine groſse Zahl von Nuthscheiben, Hebeln, Klauen,
Klemmbacken u.s.w. der Draht vorgeschoben, abgedreht, mit Gewinde versehen und als
fertige Schraube abgestochen wird.
Neben der hohlen Hauptspindel E (Fig. 10 bis
12 Taf. 34), durch welche der zu verarbeitende Draht X sich bewegt, sitzen 2 durch Schraubenräder R1 und Welle A1 angetriebene Achsen
D und D1, auf denen die zur selbstthätigen Ausführung aller
Operationen nöthigen Nuth- und Daumenscheiben Platz finden. Die Spindel E erhält ihren Antrieb, je nachdem die Geschwindigkeit
oder die Drehrichtung eine andere sein soll, durch eine der Schnurscheiben P, P1 und P2.
Bei Beginn einer Arbeitsperiode wird durch die Drehung der Nuthscheibe F der Hebel y nach links
und dadurch der Bundring B auf der Spindel E nach rechts bewegt, so daſs durch Einwirkung des
konischen Anlaufes an R die Klauen k (Fig. 12)
den Draht X zangenartig fassen; im nächsten Augenblick
wird durch Hebel y1 an
der Nuthscheibe B der Ring S und damit die Klauen sammt Draht um die gewünschte Schraubenlänge
verschoben. B ist verstellbar, um den Draht je nach der
gewählten Bolzenlänge verschieben zu können. Ist die letztere Arbeit beendet, so
wird durch den Hebel y2
das Futter Q nach rechts geschoben, wodurch die
keilförmig zulaufenden Backen z und z1 den Draht fest
einpressen (vgl. Fig. 12);
gleichzeitig haben in Folge entgegengesetzter Verschiebung von R und S die Klauen k den Draht losgelassen und nun wird der Drehstahl b (Fig. 10 und
11) durch die Daumenscheibe M gegen den
Draht geführt. Indem hierauf der Daumen an der Scheibe D den das Schneidzeug b tragenden Schlitten m
verschiebt, wird der Draht auf eine bestimmte Länge cylindrisch abgedreht. Bis
hierher war dadurch, daſs der Conus am Ringe V unter
die Hebelarme der Bremse U gedrückt wurde, der Würtel
P mit der Spindel E
gekuppelt und letztere durch P allein in Umdrehung
versetzt. Der Kupplungsmuff H steht mitten zwischen den
Schnurscheiben P1 und
P2 und es kommen
dessen Klauen in keine Berührung mit den Nasen an P1 und P2.
Ist nun der Draht fertig gedreht, so wird der Ring V
durch die Scheibe G nach rechts geschoben und hierdurch
die Bremse U gelockert, so daſs nun der Würtel P lose auf der Spindel E
läuft. Gleichzeitig wird durch die Nuthscheibe C der
Kupplungsmuff H nach links verschoben, wodurch sich die
Klaue a1 vor den Zahn
a der Scheibe P1 legt und die Spindel E in eine langsamere Umdrehung versetzt wird, da P1 weniger Touren macht
als P. Durch den Daumen an der Scheibe A (Fig. 10)
wird nun der Hebel Z gegen den im Rohr N befindlichen Bolzen gedrückt, wodurch das am vorderen
Ende desselben sitzende Schneidzeug S1 gegen den in Umdrehung befindlichen Draht
geführt wird. Sind ein paar Gänge eingeschnitten, so wird durch diese das
Schneidzeug, welches mit dem Bolzen in dem Rohr N
verschiebbar ist und nur durch eine starke Spiralfeder in einer bestimmten Lage
gehalten wird, weiter vorwärts gezogen, bis die Schraubengänge auf die gewünschte
Länge geschnitten sind. Ist dies geschehen, so wird der Kupplungsmuff H nach rechts geschoben, bis sich die Klaue a2 vor die Nase a3 der Schnurscheibe
P2 gelegt hat, so
daſs die Spindel E durch P2 in eine entgegengesetzte Drehung versetzt
wird. Hierbei windet sich die geschnittene Schraube aus dem Schneidzeug S1, welches
schlieſslich durch die Spiralfeder in seine frühere Lage in das Rohr N gezogen wird. Jetzt tritt der Stift i auf die Daumenscheibe I
(Fig. 11) und der Meiſsel g legt sich in
einer Entfernung, entsprechend der Höhe des Schraubenkopfes, hinter dem
geschnittenen Gewinde gegen den Draht und sticht, indem er durch die Daumenscheibe
I immer weiter gegen die Mitte gedrückt wird, die
Schraube von dem Drahte ab. Alle Theile nehmen jetzt wieder die Lage ein, welche sie
bei Anfang des beschriebenen Arbeitsvorganges inne hatten und es wiederholt sich
derselbe, so lange der Draht reicht.
Sollen statt Schrauben Muttern o. dgl. ausgebohrt werden, so ist statt des
Schraubenschneidzeuges S1 ein Bohrer an dem im Rohr N
befindlichen Bolzen einzuspannen. Es lassen sich durch Verstellen der Daumen- und
Nuthscheiben, sowie der Schneidwerkzeuge auſser Schrauben und Hülsen auch andere
Gegenstände, wie Scheiben, Knöpfe u. dgl., herstellen. Wenn kein Gewinde geschnitten
werden soll, so fallen Rechts- und Linksgang, sowie die durch diesen bedingten
Mechanismen weg und die Drehbank bewegt sich stetig in einer Richtung, bis neuer
Draht eingesetzt wird.
Mg.
Tafeln