| Titel: | Neuerung an Krampenmaschinen. |
| Fundstelle: | Band 246, Jahrgang 1882, S. 494 |
| Download: | XML |
Neuerung an Krampenmaschinen.
Mit Abbildungen auf Tafel 37.
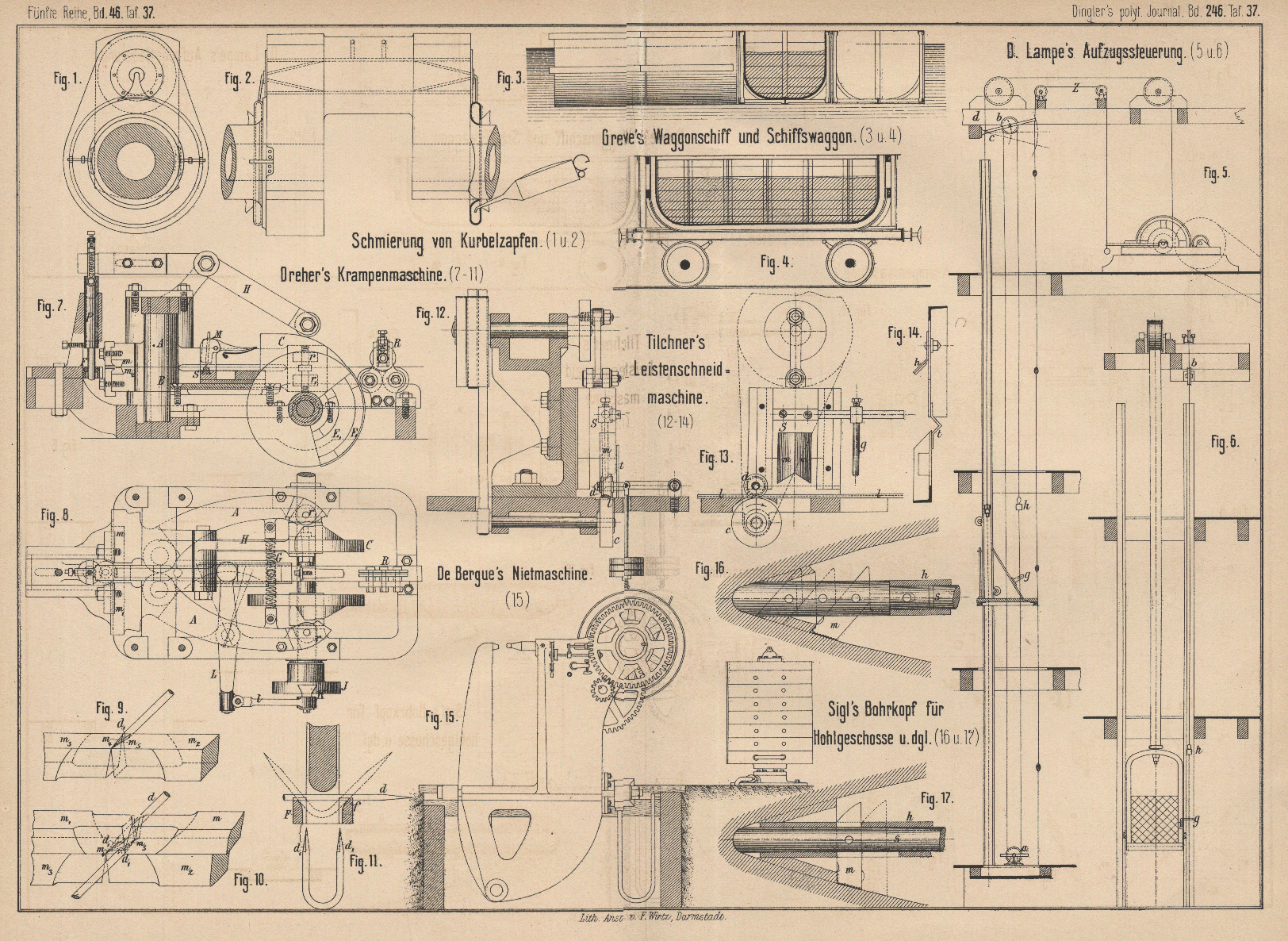
Dreher's Neuerung an Krampenmaschinen.
Die geschmiedeten Krampen sind theuer, während die ohne Pressung schräg
abgeschnittenen wegen ihrer kurzen Spitzen sich schlecht in das Holz einschlagen
lassen; bei der Herstellung einer dritten Sorte Krampen mit Drahtstiftspitzen leiden
die die Spitzen schneidenden Messer, da diese des halbweich zu verarbeitenden
Drahtes wegen sich bei jedem Abschnitt berühren müssen: auch soll letztere
Herstellungsart etwa 5 Proc. Abfall ergeben.
Die Krampenmaschine von Dreher und Sohn in
Gerresheim (* D. R. P. Kl. 49 Nr.
18331 vom 27. Juli 1881) beruht auf einem vierten Arbeitsverfahren. Die
Krampen werden aus Eisendraht mit beliebig langen Spitzen durch 4 Messer
hergestellt, welche den Draht zu Spitzen pressen und schräg durchschneiden, während
der so an beiden Enden zugespitzte Draht auf derselben Maschine mittels eines Dornes
durch eine Hülse gedrückt wird, um so seine Krampenform zu erhalten.
Der Draht gelangt von einer Rolle durch den Richtapparat R (Fig. 7 und
8 Taf. 37) auf den Schlitten S, von wo er unter dem Drücker M zwischen die vier offen stehenden Hebel A, B bezieh. die an denselben befestigten Messer m bis m3 weiter geschoben wird. Ist die Maschine in
Bewegung, so werden die Hebel A, B durch die schrägen
Bahnen der Scheiben E und E1 zum Schluſs gebracht, und zwar wirken auf
die unteren beiden Hebel B die Scheiben E1 mittels der
Gleitrollen r; und auf die oberen beiden Hebel A die Scheiben E mittels
der Rollen r; Federn G
halten hierbei die Rollen r, r1 stets auf den Bahnen der Scheiben.
Die vier Messer sind schwalbenschwanzförmig in die Köpfe der Hebel A, B eingesetzt und durch vorgeschraubte Laschen
festgehalten. Die Messer arbeiten paarweise derart zusammen, dass die beiden oberen
und unteren je eine Drahtspitze pressen und über einander weggleitend den gepreſsten
Draht hierdurch abscheren. Die Dreieckfläche d1 (Fig. 9) ist
die Schnittkante; die untere und seitliche Conicität der Krampenenden wird durch die
Aussparungen m4 und m5 der Messer m1, m2 angepreſst. Da die
der Stärke des Drahtes entsprechende gröſste Aussparung des Messers m1 der des Messers m2 entgegengesetzt
gerichtet ist, werden zwei entgegengesetzt stehende Spitzen an der Schnittstelle des
Drahtes erzeugt, so daſs kein Abfall gebildet wird.
Der Drücker M auf dem Schlitten S ist so eingerichtet, daſs er ein Zurückweichen des Drahtes verhindert
und nur den Vorschub zuläſst. Der Schlitten S erhält
seine Bewegung von der Kurbelscheibe J durch die Hebel
l und L; der
Kurbelzapfen K ist dem gewünschten Vorschub
entsprechend verstellbar, so daſs auch hierdurch die Krampenlänge bestimmt wird.
Ist ein an beiden Enden zugespitztes Drahtstück fertiggestellt, so gelangt dasselbe
unter den Stempel P, welcher durch eine Daumenscheibe
C mittels der Hebel H
in Führungen auf und nieder bewegt wird. Der jeweilige in der Rinne f (Fig. 11)
liegende Draht d wird dann nach jedem erfolgten Schnitt
durch die Hülse F hindurchgedrückt, welche er als
fertige Krampe verläſst.
Tafeln