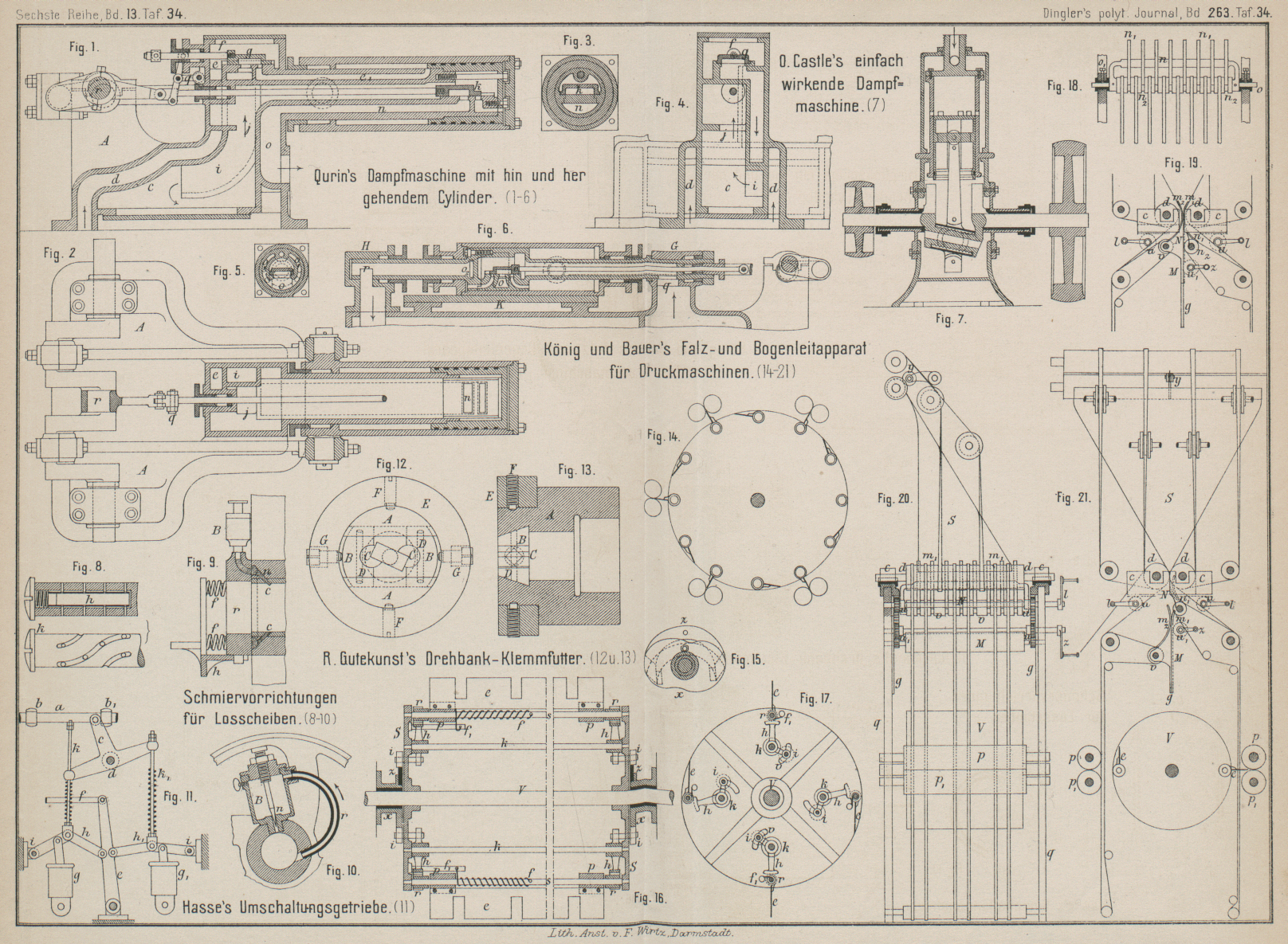
| Titel: | Koenig und Bauer's Falz- und Bogenleitapparat für Druckmaschinen. |
| Fundstelle: | Band 263, Jahrgang 1887, S. 561 |
| Download: | XML |
Koenig und Bauer's Falz- und Bogenleitapparat für
Druckmaschinen.
Patentklasse 15. Mit Abbildungen auf Tafel 34.
Koenig und Bauer's Druckmaschine.
Ein neuer, von der Firma Koenig und Bauer in Kloster Oberzell bei Würzburg (* D. R. P. Nr. 37640 vom 13. April 1886) angegebener Falz-
und Bogenleitapparat (vgl. 1880 237 * 34) ist so
eingerichtet, daſs nicht nur ganze Bogen auf demselben
gefalzt und nach einer Richtung weiter befördert werden können, sondern auch halbe Bogen ungefalzt über denselben hinweggleiten,
nach entgegengesetzten Richtungen aus einander geführt und so weiter geleitet
werden, daſs sie einzeln gleichzeitig nach entgegengesetzten Richtungen quer gefalzt und weiter befördert werden können.
Der in Fig. 20
und 21 Taf.
34 dargestellte Apparat schlieſst sich an eine sogen. Pyramiden-Falzvorrichtung an.
Der Längsbogenschneider y kann, je nachdem ganze oder
halbe Bogen gefalzt werden sollen, in Thätigkeit gesetzt oder ausgerückt werden. Die
Falzwalzen d ruhen in Lagern c, welche auf dem Maschinengestelle q mittels
Zahnstangentrieben u von den Kurbeln l nach Bedarf verstellt werden können. Die
Bogenableitung besteht aus 2 Theilen, nämlich dem Rechen N (vgl. Fig. 20) und dem in Führungen g auf und ab
verschiebbaren Rechen M. Der Leitrechen N führt die Bogen nach rechts und seine Stäbe oder
Zungen sitzen an einem Bügel n, welcher auf der in zwei
Lagern verstellbaren Spindel o steckt. Zwischen dem
Bügel n befindet sich eine lose auf der Spindel o laufende Walze n2, in deren Rillen die Zungen n1 einmünden; von der
Walze n2 geht das
Unterband des nach rechts führenden Bändersystemes aus. Der Leiter N wird in die eine oder andere seiner beiden
erforderlichen Lagen in der Weise gebracht, daſs man eine Stellschraube o1 (Fig. 18), mit welcher die
Spindel o festgestellt ist, löst und dann die Spindel
nebst dem darauf befestigten Bügel n dreht. Der zweite
Ableiter M kann in eine obere (thätige) Stellung (Fig. 19) und
eine untere (unthätige) Stellung (Fig. 21) gebracht werden,
zu welchem Zwecke derselbe mit Gleitstücken versehen ist, die sich in Führungen g des Gestelles bewegen. Der Ableiter M enthält 2 Gruppen von Zungen m1 und m2. Nach oben verlaufen beide Gruppen gleichmäſsig;
nach unten ist die Gruppe m1 in der Mittellinie der Walzen d abgebrochen
(vgl. die in Fig.
19 gezeichnete Stellung von M) und legt sich
gleichmäſsig an die oben genannten Leitzungen n1 an; die Gruppe m2 dagegen ist so weit nach unten verlängert, daſs
sie in die Rillen einer Walze v ausmündet; von
letzterer geht das Unterband des Bändersystemes der linken Seite aus, ähnlich dem
von n2 beginnenden der
rechten Seite. Die Auf- und Abbewegung des Ableiters M
geschieht mittels des Zahnstangentriebes u1 und der Kurbel z.
Sollen ganze Bogen
gefalzt werden, so wird der Bogenschneider y ausgerückt
und erstere erhalten zwischen den Walzen d den
Längsfalz, worauf sie durch die Zungen n1, welche oben in Rillen der linken Falzwalze
münden, in das rechts gelegene Bändersystem und von hier aus zu den Querfalzwalzen
p, p1 geführt
werden.
Beim gleichzeitigen Falzen von je 2 halben Bogen wird der Bogenschneider y angestellt und die Walzen d mittels der Kurbeln l aus einander gerückt
(vgl. Fig.
19). Ferner wird die Lagerklemmschraube o1 gelöst und N so weit
gedreht, daſs die oberen Enden der Leitzungen n1 die in Fig. 21 punktirt
angegebene Lage vorübergehend erhalten, um das Emporschieben des Bogenvertheilers
M zu ermöglichen. Letzteres geschieht mittels der
Kurbel z, bis die oberen Enden der Leitzungen m1, m2 sich ungefähr 3mm in kleine Schlitze der Pyramide S einschieben, damit die herabgleitenden Bogen sich
nicht stoſsen können. Die Spindel o des Leiters N wird nun wieder zurückgedreht, so daſs die Zungen n1 die in Fig. 19
angegebene Stellung einnehmen und die Fortsetzung der Zungen m1 von M auf
dessen rechter Seite bilden. Nach gehöriger Feststellung der einzelnen Theile wird
der Apparat in Thätigkeit gesetzt, wobei nun die vom Bogenschneider y getrennten halben Bogen, statt sich zwischen den
Walzen d zu vereinigen, durch die Zungen m1, m2 aus einander und in
das rechte und linke untere Bändersystem geführt werden. Von diesem werden die
halben Bogen gleichmäſsig auf beiden Seiten der Falztrommel V in der Weise zugeführt, daſs ihre Mittellinien, zugleich vor den
beiderseitigen Querfalzwalzen p, p1 anlangend, gleichzeitig von den Querfalzmessern
e getroffen werden.
Für die Querfalztrommel V haben Koenig und Bauer (* D. R. P. Nr. 37684 vom 4. März 1886) ebenfalls eine
neue Einrichtung getroffen. Ist nämlich ein Querfalzapparat mit einer nur von einer
gleichmäſsig drehenden Bewegung abhängigen Längsfalzvorrichtung verbunden, so ist es
erforderlich, da letztere eine unbeschränkte Geschwindigkeit gestattet, daſs der
Querfalzapparat mit dieser Geschwindigkeit thunlichst gleichen Schritt hält,
widrigenfalls die Vortheile des erwähnten Längsfalzapparates nicht zur Geltung
kommen können. Die bisher gebräuchlichen Falzapparate müssen für jeden zu falzenden
Bogen eine volle Bewegung ausführen; bei Benutzung derselben darf mit Rücksicht
darauf, daſs die hin und her gehende Bewegung bei hohen Geschwindigkeiten sich
unsicher vollzieht, eine gewisse Maschinengeschwindigkeit nicht überschritten
werden. Die neue Querfalztrommel ermöglicht nun eine wesentlich höhere Leistung und
zeichnet sich ihre Einrichtung durch die Anbringung mehrerer
sich überschlagender Messer aus. Auf den Stangen s (Fig.
16 und 17 Taf. 34), auf welchen mit den Hülsen p
die Messer e befestigt sind, sitzen an beiden Enden
zwei feintheilige Zahnräder r; in diese greifen die
Zahnbogenhebel h ein, welche auf den Achsen k gelagert sind. An den Zahnbogenhebeln h sind die Rollen i angeordnet, welche
sich auf die Excenter x auflegen. Diese Excenter sind
mit den Seitengestellen des Falzapparates verschraubt und ausgebüchst und in
denselben läuft die Achse V der Falztrommel. Auf jeder
Stange s steckt eine Schraubenfeder f1 deren eines Ende in
der Stange s befestigt und deren anderes Ende an einem
in der Seitenscheibe S der Falztrommel befestigten
Stift f1 angeschlossen
ist. Wirken nun bei der Umdrehung der Falztrommel die Excenter x auf die Rollen i, so
wird durch die Zahnbogen h und Zahnräder r die Feder f gespannt;
die Hebel h und Zahnräder r übersetzen die Bewegung entsprechend, so daſs die Excenter x nicht groſs und nicht mit steilen Curven ausgestattet
zu sein brauchen. Anstatt der Excenter x läſst sich
auch eine Nuthcurvenscheibe verwenden, in welcher die Rollen i laufen. In diesem Falle ist die Feder f
oder irgend ein anderes, zur Erhaltung eines dauernden Andrückens der Rollen auf die
Excenter dienendes Mittel überflüssig. Die Scheiben S
sind auſsen glatt abgedreht, damit die Excenter x
unmittelbar an dieselben angelegt werden können. In der Scheibe S befinden sich Schlitze 0, durch welche die Stifte der
Rollen i hindurch treten.
Die Excenter x (vgl. Fig. 15) sind mit einem
auswechselbaren Stücke z ausgestattet; dieses
entspricht dem gröſsten Kreise des Excenters x, so
daſs, wenn dieses Stück z angebracht ist, jedes Messer
c für eine Umdrehung der Trommel nur einmal zur
Geltung kommt, indem nur auf einer Seite die Excentercurve zur Wirkung gelangt. Ist
z dagegen nach innen geschoben, wie in Fig. 15
punktirt angedeutet, so wirkt auch die gegenüber liegende Curve von x und es machen daher jedesmal die beiden sich
gegenüber liegenden Messer e gleichzeitig eine
Bewegung, so daſs zugleich ein Bogen auf jeder Seite zwischen p und p1 (Fig. 21) gefalzt wird.
Soll, wie in Fig.
14 Taf. 34 veranschaulicht ist, eine groſse Falztrommel mit z.B. 12
Messern versehen werden, um von verschiedenen Seiten kommende Bogen in die um die
Trommel gelagerten Walzenpaare zu falzen, so wird auf einem entsprechend groſsen
Excenter eine der die Trommel umgebenden Walzenpaare entsprechende Anzahl von
Curvenscheiben angeordnet.
Die Leistung der bisher gebräuchlichen Falzmaschinen beträgt 16000 bis 18000 gefalzte
Bogen in der Stunde. Dieselbe Leistungsfähigkeit ermöglicht die vorliegende
Falztrommel unter bedeutend günstigeren Betriebs Verhältnissen, da hierbei jedes
Messer statt 16000 bis 18000 bei z.B. 4 Messern nur ¼, also 4000 bis 4500 Umläufe
macht; umgekehrt würde bei gleicher Beanspruchung eines jeden Messers die Leistung
in derselben Zeit 4 × 16000 oder 64000 gefalzte Bogen betragen.
Tafeln