| Titel: | Ueber Neuerungen im Hüttenwesen. |
| Fundstelle: | Band 264, Jahrgang 1887, S. 613 |
| Download: | XML |
Ueber Neuerungen im Hüttenwesen.
(Patentklasse 40. Fortsetzung des Berichtes Bd.
261 S. 174 und Bd. 263 S. 87.)
Mit Abbildungen auf Tafel
36.
Ueber Neuerungen im Hüttenwesen.
Zur Gewinnung metallischen Kupfers aus
Schwefelkupfer schlägt H. Schliephacke in
Harzburg (Erl. D. R. P. Nr. 38041 vom 5. Mai 1886) vor, letzteres im Tiegel zu
schmelzen und mit überhitztem Wasserdampfe zu behandeln. Der Sauerstoff des Wassers
soll sich zum gröſsten Theile mit dem Schwefel des Schwefelkupfers zu Schwefligsäure
und zu einem kleinen Theile mit dem Kupfer zu Kupferoxydul verbinden, welch
letzteres durch den entstehenden Wasserstoff nieder reducirt würde. Der Rest des
Kupferoxyduls wird durch Rühren des geschmolzenen Kupfers mit Birkenholz entfernt. Sobald
alles Schwefelkupfer in metallisches Kupfer verwandelt ist, hört die Zersetzung des
überhitzten Wasserdampfes auf, was u.a. auch daran zu erkennen ist, daſs die durch
Wasserstoff erzeugte Flamme verschwindet. – Daſs die Reaction in der eben
angedeuteten Weise gleichmäſsig von statten geht, dürfte wohl zu bezweifeln sein, da
verwandte Methoden, nämlich die Entfernung des Schwefels aus dem Eisen und die
Raffination des Kupfers durch Wasserdampf, wiederholt vorgeschlagen sind, jedoch
stets ohne eigentlichen Erfolg. Auch wird es sehr schwer sein, haltbare Düsen,
welche doch in das geschmolzene Schwefelkupfer eintauchen müſsten, ausfindig zu
machen. Findet die Behandlung im offenen Tiegel statt, so wird ein groſser Theil des
Kupfers als Sprühkupfer verloren gehen.
F. Lüpschütz in Berlin (* D. R. P.
Nr. 38773 vom 28. April 1886) verfährt zur Reduction von
Metalloxyden in der Weise, daſs er das Gemisch der Metalloxyde mit den
Reductionsmitteln nicht unmittelbar in die Chamotte- oder Graphittiegel füllt,
sondern in eine in letztere eingesetzte Blechhülse und dann den zur Reduction
erforderlichen Hitzegraden aussetzt. Statt der Tiegel können auch Chamotte- und
Graphitröhren oder Retorten verwendet werden. Die Vortheile dieses Verfahrens sollen
darin liegen, daſs die Tiegel oder Röhren und Blechhülsen wiederholt gebraucht
werden können, daſs keine Verlust bringenden Verbindungen der Metalloxyde mit den
Silicaten des Tiegels entstehen können und die Metalle selbst reiner ausfallen
müssen.
Zur Darstellung von schwefelsaurem Manganoxydul durch
Einwirkung von Schwefligsäure auf Mangan haltige Erze benutzt Friedr. Staaden in Battenberg (D. R. P. Nr. 39106 vom
21. September 1886) Kieselmangan und sonstige Mangan haltige Erze. Im Freien, auf
ebenem Boden, welcher zweckmäſsig mit einer Rollschicht versehen sein kann, wird ein
Meiler, welcher aus einer unteren Lage von Schwefelkies und darüber gelagerten
Manganerzgraupen besteht, aufgebaut und mit möglichst fein zerkleinertem Manganerze
zugedeckt. Sobald nun der Schwefelkies angezündet wird, verwandelt die sich bildende
Schwefligsäure das in den Erzen vorhandene Mangan in schwefelsaures Manganoxydul.
Schneller soll man zum Ziele kommen, wenn man die Schwefligsäure aus Röstöfen
absaugt und in gemahlenes Manganerz hineindrückt. Das in beschriebener Weise
hergestellte Manganoxydul wird ausgelaugt und die Lösung eingedampft, wobei sich aus
der heiſsen Lösung Manganvitriol wasserfrei ausscheidet. – Das Verfahren hat sehr
viel Aehnlichkeit mit der Extraction oxydischer Kupfererze durch Schwefligsäure,
welche in Stadtberge längere Zeit betrieben wurde. Die durch Rösten von Schwefelkies
o. dgl. entstandene Schwefligsäure wurde im Gemische mit Wasserdampf und Luft unter
den Rost gemauerter Angriffskästen geleitet, auf welchem die genannten Erze
lagen.
Da manche Sorten Schwefelkiese sehr Zink haltig und nach
dem Abrösten für den Hochofenbetrieb zur Darstellung von
Roheisen nicht geeignet sind, das Auswaschen der Abbrände mit Wasser sich
aber als nicht lohnbringend herausgestellt hat, so empfiehlt Hermann Herberts in Barmen (* D. R. P. Nr. 38780 vom 31. August 1886), die
Kiesabbrände in einem besonderen Apparate unter höherem Drucke mit Wasserdampf zu behandeln,
wodurch dieselben nicht nur frei von Zink, sondern auch nahezu ganz frei von
Schwefel werden sollen.
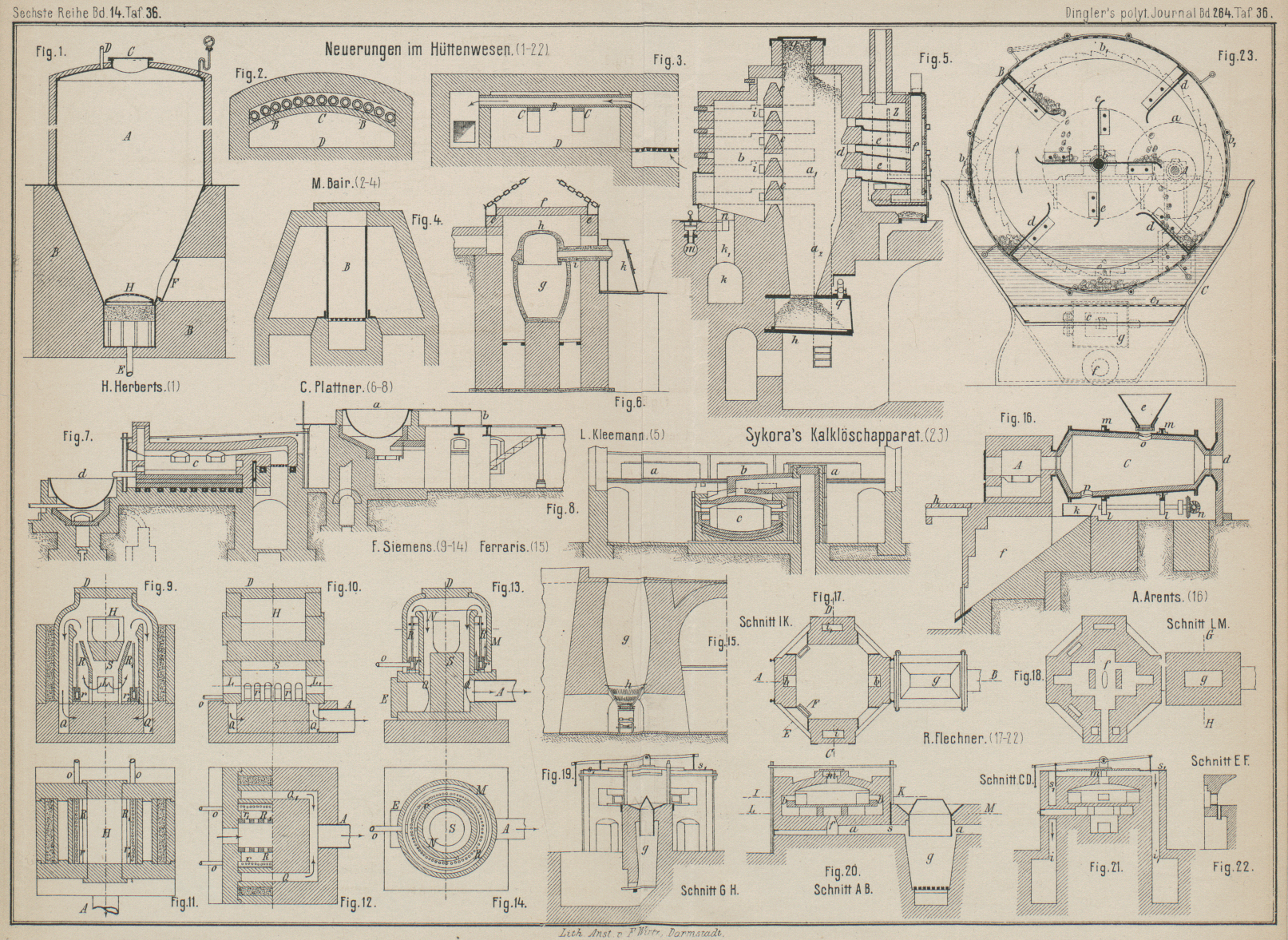
Fig. 1 Taf. 36
zeigt den zur Aufnahme der Abbrände bestimmten, auf dem Mauerwerke B ruhenden Behälter A,
einen mit Wärmeschutzmasse umgebenen Kessel von rundem Querschnitte, aus starkem
Eisenbleche angefertigt und mit Manometer und Sicherheitsventil versehen. Das
Mannloch C dient zum Füllen des Behälters, ein zweites
Mannloch F zum Entleeren desselben. Der Dampf tritt
durch das Rohr D in den Kessel. Durch die mit einer
Schutzplatte H versehene Filtrirvorrichtung gelangt die
Zink- und Eisenvitriollauge in klarem Zustande nach dem Abfluſsrohre E. Ein besonderer Vortheil dieses Verfahrens gegenüber
der Behandlung der Kiesabbrände mit Wasser (vgl. J.
Jacobi 1870 198 * 131) dürfte darin bestehen,
daſs die abflieſsenden Laugen ziemlich concentrirt sind und daher leicht weiter
verarbeitet werden können.
M. M. Bair in Paris (* D. R. P. Nr. 38776 vom 6. Juni
1886) hat sich eine Neuerung an Oefen für metallurgische
oder industrielle Zwecke schützen lassen, in welchen die Heizgase von den
zu erhitzenden Stoffen getrennt gehalten werden sollen.
Im Inneren eines Ofens beliebiger Construction (vgl. Fig. 2 und 3 Taf. 36) sind
in der Längsrichtung derselben etwas unterhalb des Gewölbes Röhren B auf schmalen Gewölben C
gelagert, welche in gröſseren Zwischenräumen von einander angeordnet sind. Durch
diese Röhren B werden die Heizgase, welche von den zu
erwärmenden Stoffen getrennt gehalten werden sollen, geleitet und, da die Röhren so
dünn wie möglich gemacht werden, geben letztere möglichst schnell und vollkommen die
Wärme an die auf dem Herde D aufgeschichteten Körper
ab. In der Abänderung Fig. 4 Taf. 36 liegen die
Röhren B lothrecht und werden entweder unmittelbar über
der Feuerung angeordnet, oder mit letzterer durch einen Kanal verbunden. Bair will dadurch das bisherige Beheizen von Röhren,
Retorten, Muffeln u.s.w. von auſsen verdrängen, von der Meinung ausgehend, den
Brennstoff auf diese Weise besser auszunutzen, als wenn die Feuergase dickwandige
Retorten u.s.w. umkreisen.
Friedr. Siemens in Dresden (* D. R. P. Nr. 38532 vom 10.
Juni 1886) hat einen Tiegel-Schmelz- und Glühofen mit
Regenerativ-Leuchtgasheizung construirt, bei welchem Tiegel und Gut nicht durch Berührung mit den benutzten Gasflammen,
sondern nur durch die strahlende Wärme derselben (vgl. 1885 257 *
154) erhitzt werden. Dieser Ofen ist auf Tafel 36 in zwei Formen dargestellt: Fig. 9 bis 12 beziehen
sich auf einen rechteckigen Ofen mit seitlicher
Füllthür, Fig.
13 und 14 auf einen runden öfen mit Einsatzöffnung
von oben.
Im rechteckigen Ofen wird die
Heizkammer H durch zwei Regenerativflachbrenner R und R1 nur von den zwei Längsseiten durch Strahlung der
beiden Gasflammen geheizt. Die Verbrennungsproducte ziehen nach unten ab, während
die von innen zugeführte Luft, den Verbrennungsproducten entgegen nach oben strömt,
um, derart vorgewärmt, mit den von den Brennern R
bezieh. R1
entströmenden, ebenfalls vorgewärmten Leucht- oder Brenngasen zu verbrennen. Das
Leuchtgas wird durch die Rohre o (Fig. 10 bis 12) in die
länglichen Gaskammern r und r1, auf welchen die Brennröhren befestigt
sind, eingeführt, während die abgekühlten Verbrennungsproducte unten durch die
Sammelkanäle Q, Q1 in
das Rohr A zur Esse abgeführt werden.
Ueber dem Eintrittsraume der kalten Luft L ist ein Klotz S angebracht, dessen obere
Fläche als Herdfläche des Ofens dient, auf welche somit die Siegel o. dgl. gebracht
werden. Der Deckel D ermöglicht Ausbesserungen der
inneren Ofenkammer oder das Beschicken des Ofens von oben, während Schlacke,
zerbrochene Tiegel u.s.w. durch die Eintrittsöffnungen der kalten Luft bei L und L1 (Fig. 10) entfernt werden
können.
Der runde Ofen (Fig. 13 und 14) besitzt
einen Rundbrenner R; das Gas wird, durch das Rohr o in den Gaskammerring r,
auf welchem die Brennerrohrchen stehen, eingeführt; die kalte Luft strömt von auſsen
durch Ausschnitte im
Thonmantel M von unten ein, umspült den Ring und die
Röhrchen des Rundbrenners R, um stark vorgewärmt mit
dem ausströmenden, vorgewärmten Gase zu verbrennen. Die Flamme bestreicht den oberen
Rand der inneren Ofenkammer N und wendet sich im
Gegensatze zum rechteckigen Ofen nach innen, um ebenfalls, dem Luftstrome
entgegengesetzt, nach unten mittels des Sammelringes Q
nach dem Kanäle A und der Esse zu entweichen. Der Ofen
kann nur durch die mittels des Deckels D
verschlieſsbare Oeffnung im haubenförmigen Mantel M
beschickt werden. Geschmolzene, nach unten gelaufene Materialien, Schlacken u.s.w.
lassen sich durch die Einsatzthür E entfernen. Der
ganze Ofen ist aus einander nehmbar und Siemens glaubt
selbst, daſs diese letztere Construction zur Erreichung sehr hoher Temperaturen am
geeignetsten sei. Auſser der vortheilhaftesten Ausnutzung des Brennstoffes soll die
beschriebene Einrichtung sich noch dadurch auszeichnen, daſs das Ofenmaterial nicht
der zerstörenden Wirkung der Flamme ausgesetzt ist.
In wie weit der Siemens'sche Gedanke
richtig und die darauf begründete Construction zweckmäſsig ist, kann vor der Hand
noch nicht entschieden werden. Die Technik ist in diesem Falle der Wissenschaft
vorangeeilt, indem die wissenschaftlichen Versuche über die Wärmewirkung verbrannter
Gase noch fehlen. Indessen ist bereits ein groſser Ofen für hüttenmännische Zwecke,
der allein auf strahlender Wärme beruht, auf dem Siemens'schen Kupferbergwerke im Kaukasus in Betrieb und soll nach F. Siemens (vgl. Verhandlungen
zur Beförderung des Gewerbfleißes, Sitzungsberichte 1887 S. 26.)
vorzügliche Erfolge geliefert haben. Als Heizungsmaterial dient daselbst Erdöl,
welches mit überhitztem Dampfe zerstäubt und mit der zur Verbrennung nöthigen Luft
in den runden Ofen eingeführt wird. Werner Siemens
theilt mit, daſs mit 1 G.-Th. Roherdöl oder Naphta 15 Th. Erz geschmolzen werden
können.
L Kleemann in Myslowitz (* D. R. P. Nr. 38038 vom 14.
April 1885) empfiehlt Neuerungen in der Construction eines Ofens zur Verhüttung von Zinkerzen und Sauerstoff haltigen zinkischen
Materialien, z.B. zinkischen Ofenbrüchen.
Ein, zwei oder mehrere senkrechte Reductionsräume a1 (Fig. 5 Taf. 36) sind oben
mit verschlieſsbarer Füllöffnung g versehen und reichen
unten mit vertieftem Boden a2 in die Rösche. Die Wandungen derselben sind zur Vollziehung des
Reductionsprozesses und des seitlichen Abtriebes der Zinkdämpfe nach den
Condensationsvorrichtungen auf der einen Seite von Zügen c für den Eintritt von Feuerungsgasen und auf der anderen von Zügen d zur Verbindung mit den Condensationsvorrichtungen
durchbrochen. Ein jeder Reductionsraum besitzt einen nach unten abschlieſsenden, zum
Entfernen der Reductionsrückstände dienenden Kasten h,
in welchen bei q oder an anderer Stelle Luft oder Gas
zur Ableitung der Zinkdämpfe nach den Condensationsvorrichtungen eingeblasen wird.
Besondere Kanäle i verbinden die Feuerungskammern b mit den die Reductionsräume umgebenden Heizkanälen,
um die aus den Feuerungskammern in die Reductionsräume nicht gelangenden
überschüssigen Gase zur Heizung derselben zu benutzen. In Verbindung mit den
Reductionsräumen sind Röhren f angelegt, welche einen
gemeinschaftlichen Kopf oder Zinksammler von zwei oder mehreren in einem Vorgewölbe
Z über einander angeordneten Vorlagen e bilden.
Die Feuerkammern b werden durch
Gasgeneratoren, welche für Gebläsebetrieb eingerichtet sind, und davon ausgehende
Wege k, k1 mit Gas
versehen, welches bei n mit der von m kommenden Verbrennungsluft zusammentrifft. Der
Betrieb gestaltet sich in der Weise, daſs die Beschickungssäule von a1 an dem durch die
Züge c der Feuerkammer bloſs gelegten Theile zunächst
in Glut versetzt wird, senkrecht an der Rückseite auch der Abtrieb der Zinkdämpfe
beginnt und auf dieser Grundlage dann querüber durch die ganze Masse zur Vorderseite
vorrückt und dort gleichzeitig von oben bis unten herab endigt.
Um die von der Galmeiaufbereitung in Montepani sich
ergebenden Abfälle zu rösten, wurde, weil die Oxland'schen Oefen (vgl. 1876 219
* 55), welche in der
Nähe in Betrieb waren, kostspielig und umständlich arbeiteten, von dem Direktor Ferraris ein Flammofen
construirt, welcher sich nach der Oesterreichischen
Zeitschrift für Berg- und Hüttenwesen, 1886 * S. 655 sehr günstig bewährt
hat. Der Ofen besteht aus einem stark geneigten Herde, der oben in einem
guſseisernen Trichter endigt, durch welchen der zu röstende Galmei aufgegeben wird.
Unten endet derselbe mit einem trichterförmigen Loche, welches zum Austragen des
gebrannten Galmeis dient. Der Ofen ist ein Zwillingsofen mit zwei Herden und
gemeinsamer Feuerungsanlage und einer Esse. Die Befeuerung ist ähnlich dem Boëtius'schen Generator (vgl. 1870 197 * 498) mit Treppen- und Planrost. Die Luft tritt in
den unteren Theil des Ofens, wo sie die dem Feuerraume entströmenden Gase verbrennt.
Die Anlagekosten für einen Doppelofen betragen 12000 M. Die Röstkosten für 1t gerösteten Galmeis 2,72 M.
Neben dem Flammofen sind zwei Schachtöfen g (Fig.
15 Taf. 36) angeordnet, welche je aus acht zusammengeschraubten
Abtheilungen bestehen, die sich auf einen guſseisernen Ring stützen. Unten ist ein
Rahmen angehängt, welcher den Zweck hat, fünf schmiedeiserne Barren zu halten, die
einen Gichtverschluſs des Ofens bilden. Durch Drehen der Verschluſsbarren wird der
ununterbrochen gehende, mit Kegelrost h versehene Ofen
vom Röstproduct entleert. Man braucht 4 bis 6 Proc. Holzkohlenklein. Der Rost bleibt
immer kalt und die Wärme wird im Ofen sehr vollständig ausgenutzt.
A. Arents' kreisender Röstofen: Die Drehöfen zum Rösten
von Erzen von Oxland, Brückner u.a. (vgl. 1876 219 * 55. 1885 255 * 73) haben
in Folge ihrer cylindrischen Gestalt den Nachtheil, daſs das Erz sowohl am höchsten,
als auch am niedrigsten Punkte der Drehtrommel gleich hoch liegt, während die
Temperatur am unteren, dem Feuerungsraume am nächsten gelegenen Ende höher als am
oberen ist, wodurch eine ungleichmäſsige Röstung hervorgerufen wird. Dies sucht nun
Alb. Arents (aus Clausthal), derzeit zu Almeda,
dadurch zu vermeiden, daſs er den Drehofen kegelförmig nach der Feuerung zu weiter
gestaltet, so daſs hier die Erzschicht dicker ist als oben und in Folge der
Temperaturausgleichung eine gleichmäſsige Röstung herbeigeführt wird. Der
Unterschied der Enddurchmesser beträgt nach der Flammbarkeit des Brennstoffes 300
bis 450mm und kann um so (geringer sein, je länger
die Flamme wird.
Fig. 16 Taf.
36 zeigt nach der Berg- und Hüttenmännischen Zeitung,
1887 * S. 192 die Anlage des Ofens. Der Drehherd läuft mit guſseisernen Ringen m auf den Reibungsrollen L
welche durch das Kegelrädergetriebe n Drehung erhalten.
Das Röstgut wird aus dem Fülltrichter e durch die
Oeffnung o in den Röstraum C eingegeben. Vorn steht die Feuerung A auf
der Hüttensohle h und hinten verbindet der Kanal d den Ofen mit der Flugstaubkammer. Die Entleerung des
Drehherdes C erfolgt durch die Oeffnung p mittels des eisernen Kastens k in den mit Schiebethür versehenen Raum f.
Mittheilungen über Kupfer- und Silber-AuslaugearbeiUeber Auslaugung durch einfaches sulfatisirendes Glühen vgl. Flechner 1882 243
482. – Die Auslaugearbeiten, bei welchen die Erze u. dgl. unter Zusatz von
Salzen vorbereitet werden, die Auslaugung selbst aber in reinemWasser oder
angesäuerter Flüssigkeit erfolgt, hat Flechner
aus Anlaſs seiner Mittheilungen über das Schladminger Nickelwerk bezieh.
über Gewinnung von Kobalt in der Oesterreichischen
Zeitschrift für Berg- und Hüttenwesen, 1887 * S. 63 ff. ausführlich
behandelt.mittels chlorirenderRöstung. Nach Direktor R.
Flechner (Oesterreichische Zeitschrift für Berg- und Hüttenwesen, 1887 * S.
183) ist die chlorirende Röstung nur für solche Rohstoffe empfehlenswerth, welche
Antimon, Arsen, Blei, Kalk, Zink gar nicht, oder in sehr geringer Menge enthalten,
bezieh. bei denen diese Beimengungen durch eine billig durchführbare Vorarbeit
hinreichend herabgemindert werden können. Bei an Schwefel reichen Verbindungen muſs
dem eigentlichen chlorirenden Glühen ein Vorrösten vorausgehen, um den
Schwefelgehalt auf eine bestimmte, für jede Rohproductgattung durch praktische
Beobachtung festzustellende Grenze herabzubringen, welche sich im Durchschnitte
zwischen 2 und 5 Proc. als wirthschaftlich und metallurgisch am vortheilhaftesten
ergeben hat.
Das Vorrösten der Erze erfolgt in offenen Pyramiden oder in entsprechenden Oefen. Das
vorgeröstete Product wird mittels Quetsche und Sieb auf ein gleichmäſsiges, 2mm Durchmesser nicht überschreitendes Korn
gebracht, dann mit der entsprechenden Menge von Kochsalz gut abgemischt und dem
chlorirenden Röstprozesse unterworfen. In Betreff der anzuwendenden Kochsalzmenge
kann man als Erfahrungsverhältnisse in Ansatz nehmen, daſs in Schwefel haltigen
Producten mindestens das 3 fache Gewicht des Schwefelgehaltes an Kochsalz zur
Zersetzung der Schwefel Verbindungen erforderlich und daſs der Kochsalzzusatz
gleichzeitig mindestens das 1½ fache Gewicht der auszuziehenden Metallgehalte
betragen soll. Es ist ferner zur Erzielung der innigen mechanischen Berührung
zwischen Röstgut und Zusatz nicht zulässig, unter 10 bis 12 Proc. Kochsalz zu geben,
falls nämlich, wie dies bei sehr armen Rohstoffen leicht möglich, sich nach obigen
Ansatzverhältnissen eine geringere Menge berechnen sollte.
Die eigentliche chlorirende Glühung zerfällt in zwei Perioden, nämlich in das
Erwärmen der Einwage bis auf die zur chemischen Reaction nöthige Temperatur und in
die bei maſsiger Temperatur stattfindende chlorirende Zersetzung und Verbrennung.
Ein zu dieser Arbeit geeigneter Ofen muſs demnach ein ziemlich rasches und
gleichmäſsiges Erwärmen der Einwage, dann aber ein gleichmäſsiges Warmhalten ohne
Steigerung der Temperatur bei regelbarer Luftzuführung ermöglichen. Es darf ferner
kein zu lebhafter Zug über die Einwage strömen, damit die bei diesem Prozesse
stattfindende Flugstaubbildung und Verdampfung von Chloriden möglichst gering
bleibt. Auch muſs die Möglichkeit vorhanden sein, die Chlor- und Schwefelsäuredämpfe
möglichst wenig durch die Verbrennungsproducte des Heizstoffes verdünnt und
geschwächt nach einem Condensationsthurme zu bringen, wo ein entgegenfallender
Sprühregen die sauren Dämpfe aufnimmt und gesammelt eine angesäuerte Flüssigkeit liefert, welche zur
Auslaugung verwendet einer der wesentlichsten Factoren zur Erzielung günstiger
Ergebnisse ist.
Diesen Anforderungen entspricht nun vollkommen der in Fig. 17 bis
22 Taf.
36 dargestellte Probeofen, mittels welchen R. Flechner
Versuche mit chlorirender Röstung auf der Kupferhütte in Bai an durchführte. Die
Anlage besteht aus einem Ofenpaare mit dazwischen stehendem Gasgenerator. Der
Betrieb erfolgt in der Weise, daſs während der Anwärmungsperiode der Einwage in dem
einen Ofen der chlorirende Verbrennungsprozeſs auf dem anderen Herde vor sich geht,
also während des vollen Feuerungsverbrauches in einem Ofen in dem anderen nur wenig
Feuerung nöthig ist. Diese Regelung erfolgt durch Schieber s (Fig.
20), welche in den Kanälen a zwischen dem
Generator g und dem Herde eingesetzt sind. Die
Herdfläche besitzt 2qm,3 und ist für eine Einwage
von 220k berechnet. Der Herdboden ist aus dünnen
feuerfesten Thonplatten hergestellt, welche auf dünnen Zwischenwänden der darunter
befindlichen Feuerkanäle aufliegen. Der für Holz, Holzkohle und Kohlenlösche
eingerichtete Gasgenerator ist von Flechner seit einer
Reihe von Jahren für Hüttenöfen (vgl. auch 1879 231 *
248) und auch für Kesselfeuerungen mit dem besten Erfolge verwendet worden. Die Gase
ziehen vom Generator g durch den Kanal a bis unter die Mitte des Herdes, steigen zur innigen
Mischung mit der an dieser Stelle zugeführten Luft durch die mit schmalen Schlitzen
versehenen Pfeifen f aufwärts, um dann durch die
Feuerkanäle über die Feuerbrücke b in den Arbeitsraum
zu gelangen. Die Verbrennungsproducte entweichen durch den auf den Ofen
aufgemauerten Kanal m, in welchem ebenfalls Schieber
s1 (Fig. 19 und 21) eingesetzt
sind, durch deren abwechselndes Einsenken der Zug entweder durch den Kanal i unmittelbar zur Esse (während der Anwärmungsperiode)
oder durch den Kanal i1
nach einem Condensationsthurme (während der chlorirenden Verbrennung) geleitet
werden können. In den betreffenden Essenzügen sind unter der Hüttensohle
Flugstaubkammern eingeschaltet und ferner an den Einströmungskanälen a, wie an allen Feuerkanälen, verschlieſsbare
Putzlöcher angebracht zur Ausräumung etwa eindringender Kohlenlösche und Asche. Die
Temperatur unter den Holzplatten kann durch Veränderung des Querschnittes der
Luftzutrittsöffnungen beliebig geregelt werden.
Ueber die Werkblei-Entsilberung auf Muldener Hütte bei
Freiberg (Sachsen) berichtet eingehend C. A. Plattner
im Jahrbuch für das Berg- und Hüttenwesen in Sachsen,
1886 * S. 33 ff.
Bis vor Kurzem hat man auf Muldener Hütte das Handpattinsoniren
ausgeübt, da einige von den Vortheilen, welche das sogen. Parkesiren (Parkes' Verfahren der Entsilberung durch Zink vgl. 1887
263 87) gewährt, aus örtlichen Verhältnissen hier
wegfallen. Das sehr unreine Werkblei bedarf einer vorhergehenden Raffination,
gestattet bei seinem hohen Silbergehalte von 0,4 bis 0,8 Proc. beim ununterbrochenen
Pattinsoniren eine rasche Silbergewinnung und schlieſslich läſst sich das Wismuth
gewinnen. Angestellte Versuche und genaue Kostenberechnungen haben jedoch neuerdings
das nachstehende vereinigte Verfahren vortheilhafter als das Pattinsoniren allein
erscheinen lassen. Das Werkblei wird durch Saigern von Kupfer, Kobalt und Nickel
gereinigt, zur Entfernung von Zinn, Arsen und Wismuth im Flammofen raffinirt und im
2. oder 3. Kessel einer 9 Kessel enthaltenden Pattinsonbatterie der
⅔-Krystallisationsmethode unterworfen. Dabei erfolgt an Wismuth reiches Reichblei
mit etwa 2 Proc. Silber zum Abtreiben und Armblei mit 0,1 Proc. Silber, welches mit
anderen Bleien von gleichem Silbergehalte mittels Zink in 2 Kesseln von je 20t Fassung und 3 kleineren Kesseln zum
Reichschaumsaigern entsilbert wird. Beim Destilliren desselben in Morgan'schen Tiegeln wird von den angewendeten 1,485
Proc. Zink fast die Hälfte wiedergewonnen. Das Werkblei mit 0,1 Proc. Silber und
0,0004 Proc. Gold gab beim Parkesiren 0,35 Proc. Schlicker für die Bleiarbeit, 2,25
Proc. Reichschaum mit 0,0153 Gold, 4,051 Silber, 53,20 Blei, 2,68 Zinn und 39,70
Zink, ferner 98,95 Proc. zinkisches Armblei mit 0,0007 Silber und 0,75 Zink und
endlich 1,5 Proc. Saigerblei mit 0,032 Silber und 1,30 Zink, welches in den Prozeſs
zurückgeht. Zur Vermeidung eines hohen Kessel Verbrauches wird das Armblei in einem
Flammofen mit 3m langem, 2m breitem und 0m,45 tiefem Herde entzinkt. Man gibt bei der Entsilberung 3 Zinkzusätze zu
100, 75 und 40k; die Zinkentsilberung ohne
Entzinkung des Armbleies dauert etwa 20 Stunden und bei der treppenförmigen Anlage
erfolgt die Bewegung des Bleies theilweise durch Heber. Es berechnen sich bei
Verarbeitung eines Werkbleies mit 0,84 Proc. Silber die Kosten beim Pattinsoniren
mit 16 Kesseln auf 100k desselben zu 158,75 Pf.,
beim Pattinsoniren mit 9 Kesseln und Parkesiren zu 130,17 Pf., beim Verarbeiten
eines Werkbleies mit 0,42 Proc. güldisch Silber zu 144,75 bezieh. 113,70 Pf.
Die Kessel- und Ofenanlage ist in Fig. 6 bis 8 Taf. 36 näher skizzirt.
Zum Pattinsoniren dient eine Batterie mit 9
guſseisernen Kesseln von 1m,75 oberem Durchmesser,
0m,9 Tiefe und 15000k Einsatz. Für das Parkesiren sind mit getrennter Feuerung aufgestellt: 2 guſseiserne
Entsilberungskessel a (vgl. Fig. 7 und 8) von 1m,98 oberem Durchmesser, 1m Tiefe und mit je 20000k Fassungsraum, ferner 3 guſseiserne
halbkugelförmige Saigerkessel b von 0m,55 Halbmesser und 1 Raffinirofen c mit 3m langem
Chamotteherd zur Entzinkung des Armbleies sowie 1 guſseiserner Stichkessel d zur Aufnahme des entzinkten Armbleies. Der Parkes'sche Apparat schlieſst sich so an den Pattinson'schen an, daſs die beiden Entsilberungskessel
und die in gleicher Höhe befindlichen 3 Saigerkessel des ersteren mit ihrem
Kesselrande um 2m über dem Rande der
Pattinson-Kessel liegen, damit das zinkische Armblei in den mit seiner Herdsohle
gleichfalls um 2m unter dem Rande des
Entsilberungskessels nachfolgend angebauten Raffinirofen mittels Heber in noch
flüssigem Zustande bequem abgehoben werden kann. Am Ende des Raffinirofens befindet
sich mit seinem Kesselrande 10cm unter der
Ofensohle der Stichkessel für das entzinkte Armblei, aus welchem durch einen mittels
Kegelventil verschlieſsbaren Rohrstutzen und ein an diesen anschlieſsendes drehbares
Gerinne das Ablassen des Armbleies in guſseiserne Pfannen erfolgt. Das Entleeren des
letzten Kessels der Pattinson-Batterie von dem für das Parkesiren bestimmten, 0,1
Proc. Silber enthaltenden Werkblei erfolgt mittels Rösing's Dampfpumpe (vgl. 1886 260 * 30).
Die Destillation des Reichzinkschaumes erfolgt in zwei Windöfen mit 0m,75
weitem und 0m,9 tiefem Schachte mit Deckel f aus Thonplatten, welche mit einem Winkeleisenringe
zusammengehalten sind. Der Deckel ruht auf dem beweglichen Kranze e aus Winkeleisen und starkem Eisenblech mit
Chamottefutter. Kranz und Deckel können einzeln oder mit einander mittels
Flaschenzug abgehoben werden. Der Graphittiegel g hat
55cm Höhe bei 5cm Wandstärke, die Graphithaube h ist 20cm hoch, das Graphitrohr i 50cm lang bei 2cm,5 Wandstärke. Die eiserne Vorlage k ist 50cm hoch mit
beweglichem Deckel und ruht auf eiserner Sohlplatte.
Tafeln