| Titel: | Das Fräserwerkzeug für die Metallbearbeitung. |
| Autor: | Pregél |
| Fundstelle: | Band 269, Jahrgang 1888, S. 10 |
| Download: | XML |
Das Fräserwerkzeug für die
Metallbearbeitung.
Mit Abbildungen auf Tafel
2.
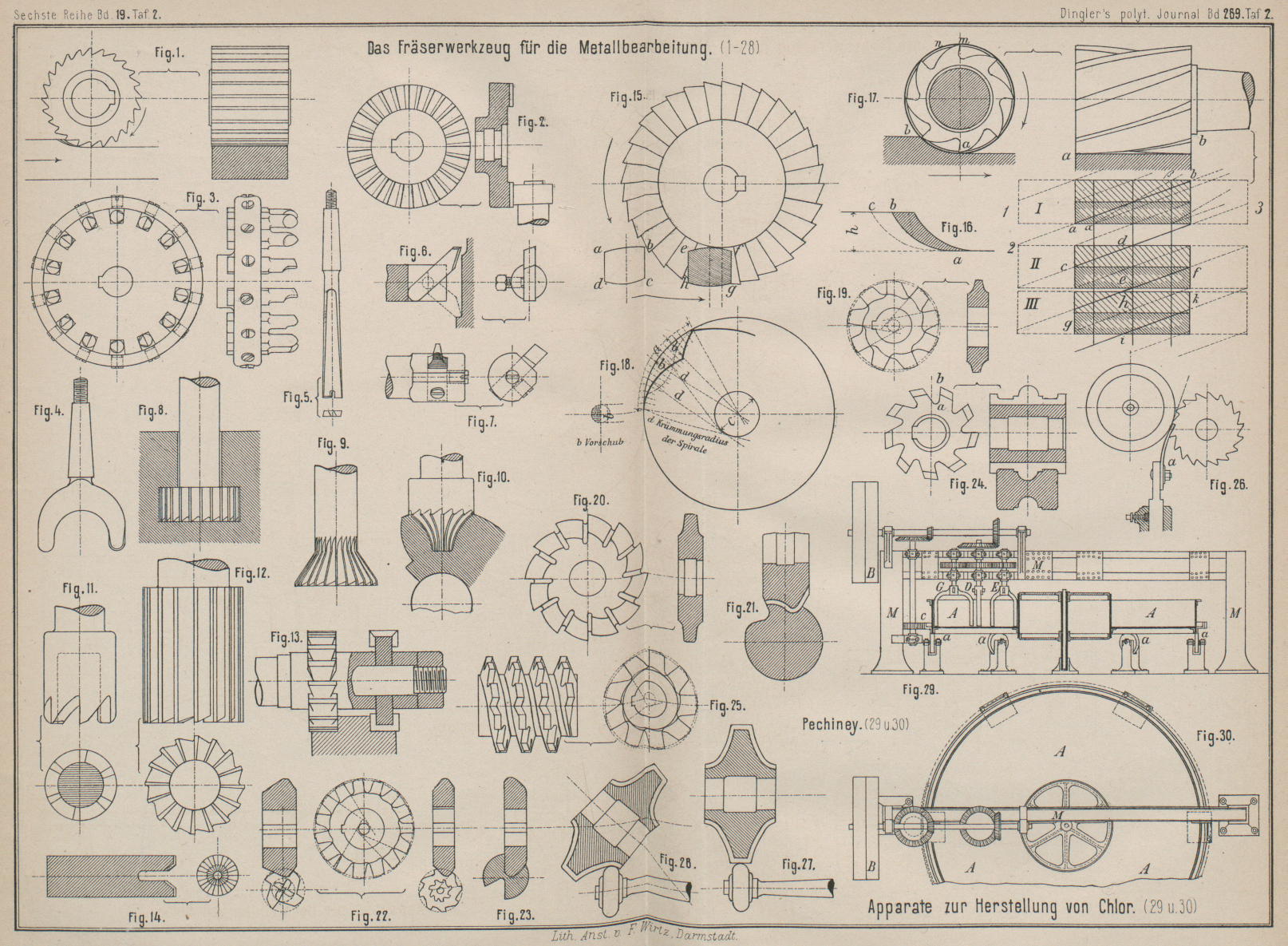
Fräserwerkzeug für die Metallbearbeitung.
Im Metallarbeiter, 1888 Nr. 1 bis 25 S. 1 bezieh. bis S.
194, ist eine, den Mittheilungen des Technologischen
Gewerbemuseums in Wien nachgedruckte Abhandlung über Fräser für Metallbearbeitung von Prof. Carl Pfaff veröffentlicht, welche so viel des
Lehrreichen und Bemerkenswerthen bietet, daſs eine, wenn auch nur gedrängte
Wiedergabe derselben gewiſs willkommen erscheint.
Bei den hauptsächlichsten Werkzeugmaschinen wirkt das schneidende Werkzeug nur mit
einer schmalen Schnittkante in stetigem Eingriff und in ununterbrochener oder
absetzender Bewegung. Der Schneidstahl muſs die Arbeitsfläche so oft überlaufen, als
Späne abzulösen sind. Diese Wiederholung des Schnittes, welche dem Stahlvorschub
entspricht, erfolgt winkelrecht zur Schnittrichtung und erzeugt die Spandicke.
Mit Hilfe der selbstthätigen Steuerungsbewegungen einer Arbeitsmaschine wird die
Herstellung geometrischer Formen dadurch ermöglicht, daſs z.B. beim Drehen auf der
Drehbank ein Kreis längs einer geraden, kreisförmigen oder beliebig gekrümmten
Leitlinie sich bewegt, während beim Rundhobeln oder Rundstoſsen eine Gerade von
gleichbleibender Länge an einer kreisförmigen Leitlinie sich verschiebt.
Zusammengesetzte Formen können auf diesen Maschinen weniger leicht und nur mittels
Handsteuerung oder bei theilweiser Benutzung des Selbstganges nur bei öfteren
Umstellungen des Werkstückes oder Werkzeuges erhalten werden.
Dahingegen wird die Bearbeitung einer beliebigen Formfläche auf der Fräsmaschine nur
mittels einmaligen Ueberlaufens der Arbeitsfläche durch den kreisenden Fräser
erreicht, mag bei beliebig gestaltetem Formquerschnitt die Leitlinie gerade oder
gekrümmt sein, wenn nur kein Theil der Arbeitsfläche unterschnitten ist. Daraus
folgt, daſs mittels der selbstthätigen Bewegungen einer Fräsmaschine eine fast
unbegrenzte Menge sogar scheinbar unregelmäſsiger Formen herzustellen möglich ist.
Zudem stehen die einzelnen Schneidzähne eines Fräsers immer nur während eines
Theiles ihrer Bewegung im Eingriff mit dem Werkstück, was für die Schneiden, welche
sich unterdessen abkühlen, günstig ist; hierbei wird die Schnittwirkung nicht unterbrochen (Fig. 1).
Man unterscheidet einfache und zusammengesetzte Fräser mit angeschnittenen oder mit
eingesetzten Schneidzähnen, kreisende Fräser und stillstehende im kreisenden
Arbeitsstück wirkende, sowie ein-, zwei- und vielschneidige, mit geraden oder
schraubenförmig gewundenen Riffennuthen (Fig. 17). In Bezug auf
die Arbeitsweise bezeichnet man diese Werkzeuge als Mantelfräser (Fig. 1), wenn sie mit
ihrem äuſseren Umfange wirken, Stirnfräser (Fig. 2), wenn die
Schneiden in einer zur Drehungsachse winkelrechten Ebene arbeiten und als Hohlfräser
(Fig.
11), jene Stirnfräser, welche einen Kernzapfen am Werkstück stehen lassen.
Auſserdem hat man Formfräser (Fig. 19 bis 24) behufs
Herstellung von Zahnlücken in Rädern, Riffennuthen in Reibahlen, Fräsern u. dgl.
Werkzeugen, deren Schneiden sowohl am Umfange als auch an den Seitenflächen
angeordnet sind, daher ebenso als theilweise Stirnfräser gelten können. Endlich ist
noch der Fräszahn (Fig. 6 und 7), der Schlitzlochfräser
oder Langlochbohrer (Fig. 5), sowie der letzteren verwandte Gabelfräser (Fig. 4) zu erwähnen. Für
die richtige Wirkungsweise eines Fräsers müssen die folgenden Bedingungen erfüllt
werden.
Bei einer Umdrehung des Fräsers müssen alle Schneidkanten desselben gleichmäſsig zum
Angriff gelangen. Die einzelnen Fräserschneiden müssen jene für die Bearbeitung
eines Materiales erfahrungsmäſsig günstigsten Schneid- und Anstellungswinkel und
eine Gestalt erhalten, welche das Nachschleifen ermöglicht, auch die Zahnlücken eine
für die Aufnahme der abgelösten Späne zureichende Tiefe bekommen. Die
Vorschubrichtung einer Mantelfräse muſs der Schnittrichtung entgegenstehend sein
(Fig. 1
und 17).
Die aus Guſsstahl gefertigten Fräser, welche so viel als möglich ohne jegliches
Schmieden, sondern bloſs durch Abstechen und Abdrehen aus dem vollen Stab geformt
werden, erhalten ihre Schneiden mittels Einfräsen der Riffen auf besonderen
Fräsmaschinen. Durch das Härten geht aber die ursprüngliche genaue Form verloren,
der gehärtete Fräser hat sich verzogen, läuft unrund und weil einzelne vorstehende
Schneiden stärker zum Schnitt kommen, werden die Drücke ungleich, die Bewegungen
unruhig und stoſsartig, die Arbeit wird demzufolge unvollkommen ausfallen.
Durch das Nachschleifen mittels des Schmirgelrades wird nicht nur die richtige Form
der gehärteten Fräser wieder hergestellt, sondern es bietet das Schmirgelrad auch
noch das weitere Hilfsmittel, die Fräser sehr leicht in betriebsfähigem Zustande zu
erhalten.
Weil aber in früherer Zeit weniger das Einfräsen der Fräszahnlücken als das
Richtigstellen der gehärteten Fräser unüberwindliche Schwierigkeiten bereitete und
das Nachschleifen der Fräserschneiden nur höchst unvollkommen erfolgen konnte, so
war erst nach Einführung des Schmirgelrades bezieh. der Schleifmaschine sowie der Fräserfräsmaschinen die
Herstellung der Fräser in jener durch ihre Wirkungsweise bedingten genauen
Ausführung und zu einem wirthschaftlich entsprechend niedrigen Preis ermöglicht. Mit
der Schleifmaschine hängt demnach die Entwickelung der Fräsmaschine innig
zusammen.
Die Schneiden des Fräsers erhalten Schneidwinkel von 75 bis 90° und Anstellwinkel von
4 bis 15°. Die kleineren Schneidwinkel werden bei Schmiedeeisen und weichem
Guſseisen, die gröſseren Schneidwinkel bis 90° für Rothguſs angewendet, wobei im
Allgemeinen die Schneidwinkel der Fräszähne kleiner gehalten werden, als jene für
die entsprechenden Dreh- und Hobelstähle.
Die Schleiffläche des Fräszahnes stöſst an dessen Schneidfläche unter einem Winkel
von 60 bis 86°, an die Zuschärfungsfläche unter 20 bis 36°, so daſs ein mittlerer
Zuschärfungswinkel von 40 bis 50° erfolgt, während derselbe für Hobel- und
Drehstähle im Mittel 65° beträgt. Hierdurch wird ein öfteres Nachschleifen zulässig,
ohne eine ungebührliche Vergröſserung der Schleiffläche und eine Aenderung der
Schneidwinkel herbeizuführen. Anders verhält es sich mit der Bedingung, ob durch das
Nachschleifen der Fräserschneiden eine Veränderung der Querschnittsform des Fräsers,
seines Profiles gestattet ist.
Die Tiefe der Riffenfurche richtet sich nach der Länge des Eingriffsbogens der Fräser
und nach der Art der Spanbildung. Ein mit dem halben Umfange in zähes Material
eingreifender Fräser erfordert bei rollender Spanentwickelung eine tiefere Furche
als eine solche mit geringem Eingriff und abbröckelndem Span. Je offener die
Zahnlücke und je weniger die Schneidfläche unterschnitten ist, desto weniger wird
Verstopfung der Lücken zu befürchten sein.
Fräszähne mit radial stehender Schneidfläche geben bei kleinem Schneidwinkel günstig
gestaltete Zahnlücken. In Erwägung, daſs die Fräser im Verhältniſs zu ihren
Durchmessern arbeiten, erhält man für die Mantelfräser 24 bis 26 als ziemlich
beständige Anzahl der Schneidkanten.
Die Vorschubbewegung soll dem Schnittgang hauptsächlich aus dem Grunde
entgegengerichtet sein, weil in diesem Falle der Schnittdruck mit der Spandicke vom
Beginn des Eingriffes allmählich von Null ansteigt und an der Auslaufstelle den
gröſsten Werth erhält, während bei umgekehrter Vorschubbewegung die Schneidkante
sich ins Werkstück förmlich einhakt, den Span an seiner gröſsten Stärke anfaſst und
dadurch einen unruhigen, stoſsenden Gang hervorruft. Der Spanquerschnitt eines
Mantelfräsers hat die Form eines spitz auslaufenden Bogendreieckes (Fig. 16), doch ist bei
vielen Fräsern Schnittrichtung und Vorschub durch Zweck und Zahnform mitbedingt,
weshalb rechts- und linksschneidende Fräser gebraucht werden. Sind die Riffen eines
Mantelfräsers nicht gerade und parallel zur Drehachse (Fig. 1), sondern nach einem steilen
Schraubengewinde geformt (Fig. 17), so können
solche sogen. Spiralfräser im Gegensatz zum geraden Mantelfräser mit gröſserem
Vorschub und höherer Schnittgeschwindigkeit aus dem Grunde arbeiten, weil der
Spannungszustand in der Maschine in Folge des ununterbrochenen Eingriffes je eines
Fräszahnes gleichmäſsiger wird. Hierdurch werden die elastischen Biegungen der
arbeitenden Theile vermieden, die sonst eine stetig bleibende, richtige Lage
derselben stören müſsten.
Die Erklärung dieses Umstandes ergibt sich leicht aus der beigegebenen Fig. 16, in
welcher a die Angriffsstelle, b den Auslauf und h die Höhe der abzulösenden
Materialschicht bedeutet. Ein Fräser mit gerader Schneide würde in der Art
angreifen, daſs dessen winkelrecht zur Bildebene stehende Schnittkante nur in a oder am Schnittende nur in b steht. Hiergegen wird eine spiralig gewundene Schnittkante, wegen der
Steigung derselben gleichzeitig in a und b stehen. Dadurch wird der von der Spandicke abhängige
Schnittdruck nicht nur gleichmäſsiger mit seinem Mittelwerthe, sondern auch
ununterbrochener auf eine einzelne Schneidkante wirken. Wäre der Cylinderfräser
beispielsweise ebenso lang angenommen, als das Arbeitsfeld breit ist, und die
Schichtenhöhe h oder die Steigung so bemesssen, daſs
die Zahntheilung mit dem Bogen ab zusammenfiele, so
müſste der Punkt a bei der ferneren Drehung der
Schneidkante noch einen relativen Bogenweg ac
zurücklegen, welcher länger als ab und zwar annähernd
ab + bc ist.
Besser wird dieser Schnittvorgang durch das Diagramm Fig. 17 veranschaulicht,
indem die abgewickelten Schneidkanten des Spiralfräsers derart über die
abgewickelten Spanflächen gelegt sind, daſs die Schnittkante ab gerade im Punkt a ein- und in b austritt, also diese Kante im Augenblick des vollen
Eingriffes I steht, während nach weiterer Drehung II die halben Eingriffskanten cd und ef sich zur gleichen Eingriffslänge
cd + ef = ab ergänzen, wie im Diagramm III gh + ik ebenfalls gleich ab ist.
Um den ununterbrochenen Eingriff für schmälere Arbeitsstücke zu sichern, müſste die
Zahntheilung der Fräser bei gleichbleibender Steigung kleiner gemacht werden. Je
gröſser der Steigungswinkel der Riffen ist, desto gröſser kann aber die Zahntheilung
der Fräser gemacht werden, wie dies die strichpunktirte Linie αβ im Diagramm I (Fig. 17) für
das schmälere Werkstück zeigt. Es müſsten demnach für verschiedene Arbeitsbreiten
auch entsprechende Spiralfräser vorgesehen sein.
Damit man aber mit einer mäſsigen Anzahl Fräser auskomme, muſs man ein
verhältniſsmäſsig schmales Arbeitsstück als Grundlage für die Herstellung eines
gewundenen Fräsers annehmen, alsdann wird mit einem solchen entsprechend langen
Fräser ohne weiteres die Bearbeitung eines breiteren Werkstückes thunlich, indem
statt zwei nachher drei Kanten in gleichzeitigen Eingriff treten, wie 1, 2, 3 im Diagramm I
(Fig. 17)
es ausweist.
Zweckmäſsig ist es, den Spiralfräsern eine möglichst groſse Theilung und einen
starken Steigungswinkel zu geben und da es nicht von Vortheil ist, die
Schnittleistung auf mehrere Schneiden zu vertheilen, so lange ein ununterbrochen
gleicher Schnitt mit einer Schneide gemacht wird, so werden mit der geringeren
Zähnezahl die Lücken gröſser und die Schneiden leichter nachzuschleifen sein.
Der scheinbare Widerspruch, daſs durch Vertheilung einer gleich groſsen
Schnittleistung auf zwei Zähne, die Arbeitsanstrengung eines Zahnes doch nur halb so
groſs sei, die gröſsere Zähnezahl demgemäſs keinen Nachtheil einschlieſst, erklärt
sich aus der stärkeren Abnutzung der Schneidkanten, welche von der Anzahl der
Eingriffe stärker als von der Spandicke beeinfluſst wird.
Eine wirksame Vermehrung der Schneiden eines Spiralfräsers könnte also nur durch eine
Vergröſserung des Fräserdurchmessers erfolgen, was aber wegen der dadurch bedingten
kleineren Umdrehungszahl und bei gleichem Schnittdruck für die Antriebstheile der
Fräsmaschine nur ungünstig sein kann, weil durch eine Vergröſserung des Hebelarmes
der Schnittkraft sämmtliche Drehmomente in der Maschine zunehmen müssen. Wenn aber
bei dem Spiralfräser eine möglichste Verkleinerung der Zähnezahl angestrebt wird, so
muſs im Gegentheil bei einem Fräser mit geraden Zahnriffen (Fig. 1) die Zähnezahl
vergröſsert, die Theilung vermindert werden, um die Spannungsunterschiede während
des Schnittes durch Vermehrung der Eingriffskanten thunlichst auszugleichen. Bei
zusammengesetzten Fräsern (Fig. 13) werden die
Zahntheilungen der einzelnen Fräserscheiben gegen einander versetzt.
Der Stirnfräser (Fig.
2 und 15) ergreift den Span in seiner ganzen Dicke und mit voller
Geschwindigkeit mittels der Schnittkanten am Fräserumfang, was in Verbindung mit dem
gröſseren Vorschub eine unansehnliche und rauhe Arbeitsfläche veranlaſst. Schon aus
diesem Grunde werden Stirnfräser seltener angewendet; doch sind auch Stirnfräser
gegenüber Mantelfräsern für die Bearbeitung ebener Flächen deshalb ungünstiger, weil
ihr Durchmesser stets gröſser sein muſs als die Breite des Arbeitsfeldes. Wenn aber
das Werkstück bei sonstigen groſsen Längenabmessungen auch breit wird, so kann ein
Mantelfräser nicht gut gebraucht werden, weshalb dann ein Stirnfräser in Anwendung
tritt.
Messerstirnfräser (Fig. 3) werden von 300mm Durchmesser
aufwärts gemachtVgl. Bement 1888 267
* 249..
Die Anzahl der eingesetzten Schneidstähle einer guſseisernen Scheibe soll so groſs
sein, daſs mehrere Schneiden gleichzeitig zum Schnitt gelangen. Die Stähle werden in
cylindrisch gebohrte Löcher eingepaſst und mittels Stellschrauben gehalten, die sich
an eine kleine Abflachung des Einsatzstückes anlegen. Diese Einrichtung hat aber den
Nachtheil, daſs das
Wiedereinbringen der behufs Nachschleifens ausgehobenen Schneidstähle sehr schwierig
und die ursprüngliche richtige Lage der Schneidkanten schwer zu erlangen ist. Besser
ist jedenfalls die Anordnung von offenen, viereckigen Zahnschlitzen, welche durch
einen warm aufgezogenen schmiedeeisernen Ring (Fig. 3) abgeschlossen
werden und die Stellschrauben für die Befestigung der vierkantigen Messer
enthalten.
Die UmständlichkeitIst mit Hilfe einer Richtplatte sehr einfach. (A. d. R.) der
Richtigstellung der Messer eines Stirnfräsers gab Veranlassung zur Beschränkung bis
auf zwei Schneiden eines sogen. Gabelfräsers (Fig. 4), wobei manchmal
die Gabeln gelenkig ausgebildet sind, um den Arbeitskreis zu regeln. Da sich aber im
Allgemeinen die Abnutzung der Schneiden nach der Gröſse der hergestellten
Arbeitsfläche richtet, so wird bei einem zweischneidigen Fräser wohl das
Nachschleifen leichter, dafür aber wegen der erfolgten stärkeren Abnutzung dasselbe
öfters wiederholt werden müssen. Naturgemäſs wird das eben Erwähnte für den
einschneidigen Fräszahn (Fig. 6 und 7) nur mit dem Anspruch
auf noch geringere Leistungsfähigkeit Geltung haben.
Weil aber sowohl die Schnittgeschwindigkeit als auch die Vorschubbewegung begrenzt
ist, so wird der einschneidige Fräszahn bei Bearbeitung ebener Schlüsselflächen an
Rothguſsgegenständen, an welchen die höchste Schnittgeschwindigkeit zulässig ist,
vortheilhafte Verwendung finden. Immerhin wird der Fräszahn überall dort für
Bearbeitung anderer Metalle gebraucht, wo die Mittel zur Schärfung und
Richtigstellung gewöhnlicher Fräser fehlen.
Der Schlitzfräser oder der sogen. Langlochbohrer (Fig. 5) wirkt mit seinen
Kanten am äuſseren Umfange, indem der kreisende Fräser eine Querverschiebung gleich
der Länge des Schlitzes macht und an jedem Hubende in das Material vorrückt. Bei
ebenem Schlitzboden an Keilnuthen werden die Schneiden der Stirnseite in der Mitte
ausgehöhlt und besorgen dieselben demgemäſs nur die Glättung des Schlitzbodens. Die
Leistung eines Langlochbohrers kann, den schwachen Abmessungen entsprechend, nur
gering sein.
Rascher kann die Ausarbeitung von Keilnuthen und Schraubenschlitzen mittels Fräsern
erfolgen, die zugleich am Mantel und an der Stirnseite Fräszähne besitzen (Fig. 12, 8 und 9). Hierbei
wird in einem vorgebohrten Loch der Fräser bis an den Schlitzboden angesetzt und
alsdann seitlich mit dem entsprechenden Vorschub bis zur Schlitzvollendung
weitergeführt. Die Hauptarbeit leistet der Mantelfräser, während wieder der
Stirnfräser nur den Boden zu glätten hat. Zur Ausgleichung der Schnittspannung ist
eine Windung der Furchen nicht erforderlich, weil der Mantel mit seinem halben
Umfang arbeitet und daher viele Schneiden im gleichzeitigen Eingriff stehen, nur
muſs für genügende Entfernungen der Späne, durch starken Zufluſs von Sodawasser bei
Schmiedeeisenbearbeitung oder durch tiefe Zahnlücken bei Guſs vorgesorgt sein. In
ähnlicher Art wird das Ausarbeiten der Zahnlücken an Stirnrädern mit angegossenen
Seitenborden durch Fräser (Fig. 10) besorgt, doch
steht ihre Leistung den Scheibenfräsern schon wegen ihrer ungünstigen Angriffsweise
und den schwachen Abmessungen nach.
Ein kleiner Kegelfräser zum Ausarbeiten der Schneiden für das Andrehen der
Körnerspitzen ist in Fig. 14 dargestellt.
Selten werden Hohlfräser (Fig. 11) angewendet, die
in ihrer nach innen erweiterten Höhlung den stehengebliebenen Kern des Werkstückes
aufnehmen. Dieselben wirken als Stirnfräser mit dem am äuſsersten Ringrand
eingearbeiteten Fräszähnen. Auch werden manchmal auf gemeinschaftlicher Spindel
Verbindungen von Mantel- und Stirnfräsern (Fig. 13) für Herstellung
von Leisten u. dgl. zusammengestellt.
Die ausgedehnteste Verwendung findet jedoch der Form- oder Profilfräser zum
Ausarbeiten der Lücken an Zahnrädern, Reibahlen, Spiralbohrern und der Fräser selbst
(Fig. 19
bis 24). Bei
diesen Fräsern sind die Schneidkanten nicht nur am äuſseren Umfang, sondern auch an
den Seitenflächen, entweder mit gleichbleibender oder nach der Nabe zu auslaufender
Tiefe der Riffenfurchen versehen. Jedes Nachschleifen wird nicht nur den Durchmesser
des Fräsers verkleinern, sondern auch die Form der Querschnittsfläche derart
verändern, daſs der Fräser für bestimmte Arbeiten mehr oder weniger unbrauchbar
wird, ein Umstand, der den Werth der Formfräse sehr beeinträchtigen muſs, sofern
nicht durch besondere Verfahren die Unveränderlichkeit der Querschnittsform
ermöglicht wird.
Während bei dem cylindrischen Mantelfräser (Fig. 1 und 17) die geraden oder
gewundenen Riffenfurchen mittels eines kleinen kegelförmigen Schneidfräsers auf
besonderen Fräsmaschinen derart eingearbeitet werden, daſs die unerläſsliche Senkung
der Rückenfläche des Fräszahnes gegen die Schneidfläche des Nachbarzahnes die Lücke
bildet und das Nachschleifen hauptsächlich auf dem äuſsersten Theil dieser
Rückenfläche, der sogen. Zuschärfungsfläche vorgenommen wird, würde dieses
Schleifverfahren, auf Formfräser angewendet, ihre Querschnittsgestalt unbedingt
beeinflussen.
Wenn aber bei der ersten Herstellung eines Formfräsers, dessen Querschnittsprofil als
Erzeugende, nicht im Kreise um die Drehungsachse, sondern nach wellen- oder
spitzbogenförmigen Leitlinien von gleichartiger Eintheilung (Fig. 18) derart geführt
wird, daſs die Ebene des erzeugenden Querschnittes stets durch die Drehungsachse
geht, dabei aber normal zu dem entsprechenden Element der Leitlinie steht, wird ein
sogen. hinterdrehter Körper gebildet, der sich zu einem Formfräser eignet, sobald
der kürzere Theil eines solchen Spitzbogens, je eine Lücke bildend, entfernt
wird.
Wird das Nachschleifen nur an der vorderen Schneidfläche a,
b (Fig.
24) vorgenommen, so wird ein Formfräser mit gleichmäſsig sinkendem
Radialprofil von beständiger Gleichheit erhalten. Um aber die erforderliche Schärfe
der Schneide zu erzielen, muſs von der Schneidfläche mittels Schleifens viel mehr
abgezogen werden, als dies beim Schleifen auf der Zuschärfungsfläche m, n (Fig. 17) der Fall zu sein
brauchte.
Deshalb kommt es bei Herstellung von hinterdrehten Formfräsern (Fig. 19, 20 und 24) wesentlich darauf an,
die nutzbare Länge eines Zahnes im Verhältniſs zur Lücke möglichst groſs zu machen,
weil hierdurch die längere Dauer der Formfräser mitbedingt wird. Die durch das
Hinterdrehen gebildeten krummen Linien sind bei Exenter- und Kurbelschleifenbewegung
cyclische Curven (die punktirte Wellenlinie Fig. 18), während die
durch Verbindung von Rädertriebwerken mit Nuthscheiben gegebene Hubbewegung des
Querschlittens als Begrenzung archimedische Spiralen ergibt, die in so viel
Spitzbogen (Fig.
18) vertheilt ist, als Fräszähne vorhanden sind; demnach muſs der
Quersupport mit dem Schneid stahl einer zum Hinterdrehen von Fräsern eingerichteten
Drehbank so viel Hubbewegungen während einer Umdrehung der Frässcheibe machen, als
Fräszähne entstehen sollen.
Bei gleichzeitiger und gleichmäſsiger Längsverschiebung des Supportschlittens
entsteht in gleicher Weise ein hinterdrehter Schneckenradfräser (Fig. 25).
Durch das Schleifen mittels des Schmirgelrades wird nicht nur eine Richtigstellung
der beim Härten entstandenen Ungenauigkeiten, sondern hauptsächlich die Erhaltung
der Fräserschneiden in betriebsfähigem Zustande erreicht, deshalb muſs bei der
Neuherstellung der Fräser so viel an Material für das Richten, namentlich am Zapfen
und in Bohrungen, zugegeben werden, damit die gewünschte Abmessung durch das
Schleifen auch ermöglicht werde.
Die durch das Härten hervorgerufenen Abweichungen bestehen im Hohl werfen und
Verbiegen langer Zapfenfräser, im Werfen, Unrundwerden von Scheibenfräsern und in
Aenderungen der Querschnittsgestalt. Mag nun das Richten wie immer erfolgen, so muſs
doch stets die geometrische Achse des Fräsers mit jener der Treibspindel unbedingt
übereinstimmen. Zum Nachschleifen bedient man sich geeigneter Schleifmaschinen,
deren rasch kreisendes Schmirgelrad entweder fest oder in einem beweglichen Rahmen
gelagert ist, längs welchem in gezwungener Führung der stillstehende Fräser
angehalten wird. Der Aufspanndorn der Fräser erhält gegen die Achse der
Schleifscheibe eine solche Lage (Fig. 26), daſs die
Tangente an dem Umfang des Schleifrades in der Angriffsstelle mit der beabsichtigten
Schleiffläche zusammenfällt. Durch Drehung der Fräser um eine Theilung und
Feststellung der Lage mittels einer Zahnfeder wird durch Wiederholung jeder Zahn
derart nachgeschliffen, daſs alle Zahnschneiden gleich weit von der Drehungsachse
abliegen, während der Durchmesser der Schleifscheibe so bemessen sein muſs, daſs in
jeder Einstellung immer nur ein Zahn angegriffen wird, der Nachbarzahn aber an der
Schleifscheibe frei vorbeigeht.
Weil die Abnutzung des Schneidzahnes an der Rückenfläche am stärksten auftritt,
hinterdrehte Formfräser aber nur auf der vorderen Schneidfläche abgeschliffen werden
dürfen, so muſs zur Herstellung einer entsprechenden Schärfe der Schneidkante viel
Material abgeschliffen werden, was allerdings ein Nachtheil dieser Formfräser
ist.
Vortheilhafter ist es, nicht hinterdrehte Formfräser an ihren Rückenflächen
nachzuschärfen (Fig. 27 und 28), wobei die
Schleifscheibe nach einer dem Fräserprofil entsprechenden Lehre längs des Fräszahnes
vorbeigeführt wirdUeber Fräsen (vgl. Bouhey 1884 252 * 498. W. Lorenz
1882 244 408). Ueber Fräser-Fräsmaschinen (vgl.
Brown und Sharp 1878 229 * 511. Greenwood und Batley 1879
231 * 104. Kendall
und Gent 1884 252 * 314. Bonnaz 1886 261 *
286. P. Huré 1887 263 *16. Heilmann, Ducommun und
Steinlen 1887 265 * 254. Smith und Coventry 1887 265 * 484. Oerlikon 1887 266 * 72. Bouhey
1888 268 * 103).Ueber neuere Fräsmaschinen (vgl. 1886 261 * 286.
1887 265 * 481 und 1888 268 * 103).Ueber Drehbänke zum Hinterdrehen (vgl. J. Reinecker 1883 250 * 443).Ueber Fräser-Schleifmaschinen (vgl. Reinecker
1886 260 * 113. Brown und
Sharp 1886 261 * 157. Kreuzberger 1880 237
* 22)..
Pregél.
Tafeln