| Titel: | Neuerungen in der Anordnung und Herstellung der Röhren. |
| Fundstelle: | Band 269, Jahrgang 1888, S. 388 |
| Download: | XML |
Neuerungen in der Anordnung und Herstellung der
Röhren.
(Fortsetzung des Berichtes S. 355 d.
Bd.)
Mit Abbildungen auf Tafel
18.
Neuerungen in der Anordnung und Herstellung der Röhren.
C) Röhren ohne Naht.
Der schwere Unfall, welchen das Platzen eines Kupferrohres (wahrscheinlich in Folge
mangelhaft hergestellter Löthung) auf dem Schiffe Elbe
herbeiführte, hat den Wunsch, Röhren ohne Naht herzustellen, wieder lebhaft
angeregt.
Nach der Eisenzeitung legte Julius Knappe in der letzten Sitzung der Polytechnischen Gesellschaft in Berlin gezogene Metallrohre vor, wie
solche in seiner Fabrik aus Metallplatten, ohne Naht, hergestellt werden, Die
kreisrunden Metallblechstücke werden auf Ziehpressen zunächst am Rande aufgebogen
und aus den so gebildeten gefäſsartigen Körpern werden dann die Rohre auf Ziehbänken
hergestellt. Die Uebergänge aus dem Blechstücke zum weiten und dann immer enger
werdenden, anfangs an dem einen Ende durch einen Boden geschlossenen Rohre lagen in
Mustern vor und überraschten durch die Sauberkeit ihrer Herstellungsarbeit und ihrer
beim Ziehen entstandenen Politur, die sich ebenso gut innen auf den Rohrflächen wie
auſsen zeigt, wenn die Rohre über einen Dorn gezogen worden sind. Eine Anzahl Rohre
waren über einander gezogen und lieſsen sich über einander verschieben. Andere
Stücke zeigten gewundene Rohrwandungen, oder eckigen Rohrquerschnitt mit zum Theile
sehr spitzen Winkeln in den scharf ausgebildeten Querschnittsecken. Das Metall der
meisten Stücke war Messing, einige der Proben waren Kupfer und als Seltenheit
erschienen zwei Rohre aus Aluminium.
Unter den Ziehpressenarbeiten fielen noch einige nennenswerthe Gegenstände auf, so
z.B. ein Rohrstück, welches über sich selbst in geringem Abstande von seiner
Rohrwand zurückgezogen worden war.
Die Benutzung mit Kern gegossener oder ausgebohrter, cylindrischer Metallstücke zur
Herstellung von Rohren ohne Naht ist hinreichend bekannt.
Eine besondere Einrichtung zur Herstellung von Hohlgüssen für Metallröhren ist Joh. August Brinell in Fagersta-Westaufors (*D. R. P.
Nr. 42235 vom 29. März 1887) patentirt worden.
Fig. 1., Bd. 269, S. 388Um ohne Kern Hohlcylinder aus Fluſseisen zu gieſsen, gieſst man die
guſseisernen Formen voll, und nachdem der Mantel erstarrt ist, läſst man den noch
flüssigen Kern auslaufen. Nach der Skizze setzt man die Formen auf einen das Innere
derselben verbindenden Untersatz und hebt, nachdem die Formen vollgegossen sind,
eine derselben ab, so daſs der flüssige Kern nicht allein dieser Form, sondern auch
derjenige der übrigen Formen durch die Oeffnung a
ausläuft. Die Wandstärke der Formen nimmt behufs gleichmäſsiger Abkühlung bezieh.
Bildung einer auf der ganzen Höhe gleich starken erstarrten Schicht nach demjenigen
Ende zu, an welchem das Fluſseisen die kürzeste Zeit mit der Formwandung in
Berührung bleibt. Eine entsprechende Abkühlung kann auch durch andere Mittel,
Wassercirculation o. dgl., bewirkt werden.
Nach Engineering können mittels des elektrolytischen
Verfahrens von W. Elmore zu Cockermouth Dampfröhren
ohne Naht und von einer 50 bis 100 Proc. gröſseren Zugfestigkeit als die besten
bisherigen Röhren erzeugt werden. Das Ergebniſs kann überdies mit Kupfer geringer
Güte und mit so geringem Kostenaufwande erzielt werden, daſs auf diese Weise
gebildete Röhren mit den Fabrikaten anderer Machart den Wettbewerb vollständig
aufnehmen können.
Es ist die Bildung röhrenförmiger Niederschläge an sich nichts Neues (vgl. 1887 264 335), jedoch waren solche bisher zu spröde, um unter
gröſseren Beanspruchungen Verwendung finden zu können. Das Neue an dem Verfahren von
Elmore liegt in der Umwandelung der
krystallinischen Niederschläge gleich nach deren Bildung, indem denselben durch
Pressung ein faseriges Gefüge ertheilt wird, so daſs die Bestandtheile innig unter
einander verwoben werden. Zu dem Zwecke wird der Kern, auf welchem das Kupfer
niedergeschlagen werden soll, im Bade in stetiger Drehung erhalten, und gleichzeitig
ein Achatglätter langsam über die ganze Länge hin und her geführt, so daſs derselbe
einen spiralförmigen Weg auf dem Rohre beschreibt. Die Geschwindigkeiten sind so
bemessen, daſs eine Lage Kupfer von 0,007 Zoll (0mm,182) Dicke zwischen jedem Hin- und Hergange des Glätters
niedergeschlagen wird, dessen krystallartige Erhöhungen nunmehr niedergedrückt
werden.
Wenn die erforderliche Dicke erreicht ist, wird der Kern aus dem Bade gehoben und in
ein mit überhitztem Dampfe gefülltes Gefäſs gebracht. In wenigen Augenblicken löst
sich das Kupfer in Folge seiner stärkeren Ausdehnung in der Wärme von dem Eisen, die
Hülle kann somit leicht abgezogen werden. Rohrenden, auf diese Weise hergestellt,
sind in den Werken von Kirkaldy und Comp., sowie durch
die Professoren Unwin und Kennedy Proben unterworfen worden und haben eine Bruchfestigkeit von 27
bis 41t für den Quadratzoll = 4389 bis 6665k auf 1qcm
aufgewiesen bei einer Verlängerung von 5 bis 7,5 Proc. in einer Rohrlänge von 250mm. Das Metall soll sich unter dem Hammer äuſserst
leicht bearbeiten lassen, ohne Neigung zum Reiſsen zu zeigen. Mikroskopische
Untersuchungen haben ergeben, daſs das niedergeschlagene und wie oben behandelte
Kupfer ein vollkommen zusammenhängendes gleichartiges Gefüge hat, während gezogenes
Kupfer ein wabenartiges krystallinisches Gefüge aufweist, welches nur an einzelnen
Punkten Zusammenhang hat. Obwohl die Versuche mit dem Elmore'schen Verfahren noch nicht abgeschlossen sind, lassen die bisher
erzielten Erfolge eine gröſsere Sicherheit gegen Bersten von Dampfröhren schon
erhoffen. Unter Anwendung des oben beschriebenen Verfahrens kommt jedenfalls ein
reineres Material zur Anwendung.
D) Formröhren und
Ziehvorrichtung.
Ueber die Verwendung gewellter, spiralförmiger und faſsförmiger Röhren haben wir
mehrfach berichtet.1886 261 156. 1887 264
476. 265 551. Eine Vorrichtung, um die
faſsförmigen Röhren mit Längswellen zu versehen, beschreiben Glaser's Annalen für Gewerbe und Bauwesen, Nr. 262, wie folgt:
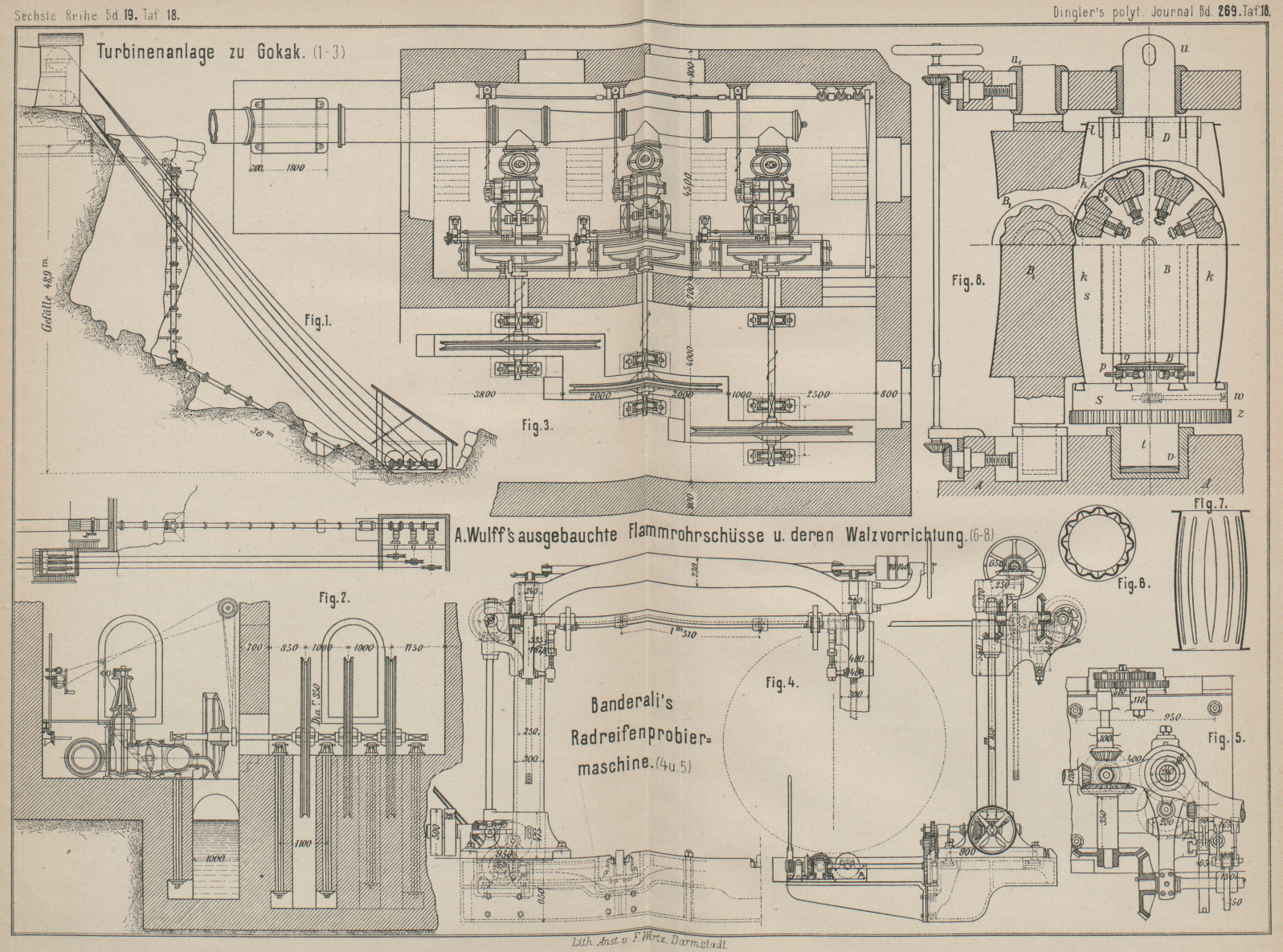
In Fig. 6 bis
8 Taf. 18
ist eine von A. Wulff in Berlin construirte Vorrichtung
veranschaulicht, mit Hilfe deren man nach den Enden zu
verlaufende Längswellen in faſsartig ausgebauchte Flammrohrschüsse
einzudrücken vermag.
Dieselbe besteht wesentlich aus einer stehenden Walzeinrichtung mit einem Paar Walzen
von entsprechender Anordnung.
Auf der Fundamentplatte A sind unten in Spurlagern die
beiden Walzen B und B1 gelagert; die oberen Zapfen von B und B1 sind in gewöhnlichen Zapfenlagern u und u1 geführt. Von jenen Lagern sind u und u fest stehend,
dagegen die der Walze B1 mittels eines Rädergetriebes, Schraubenspindel und Handrad beweglich
gemacht, so daſs also die Walze B1 quer zur Längsachse verschiebbar ist. Diese
Verschiebbarkeit von B1
ist deswegen vorgesehen, damit das Einwalzen der Wellen in den Rohrschuſs allmählig
stattfindet. – Die zweite, fest stehende Walze B,
welche zur Aufnahme des Rohrschusses k bestimmt ist,
besteht aus einer Anzahl von Segmenten s, die auf dem
mit einer starken Kreisscheibe versehenen Spurzapfen t
in Schwalbenschwanzführungen r geführt sind. Diese
einzelnen Segmente können mittels der mit conischen Rädern ausgerüsteten
Schraubenspindeln p und des groſsen conischen Rades q alle gleichmäſsig radial verschoben und fest gegen
die Innenfläche des Rohrschusses k gedrückt werden. Die
Bewegung des Rades q erfolgt durch Schnecke,
Schneckenrad und einen bei w aufgesteckten Schlüssel.
Diese letzteren Theile finden im Inneren der Kreisscheibe ihre Lagerung. Damit nun
die aus Segmenten bestehende Walze B auch den auf sie
ausgeübten Druck und den durch Zahnkranz z
mitgetheilten Antrieb gleichmäſsig aufnimmt, wird in den von den Segmenten
gebildeten Hohlraum ein Dorn D von oben her eingeführt,
welcher mit Hilfe eines Flaschenzuges o. dgl. leicht ausgewechselt werden kann.
Dieser Dorn D legt sich mit der äuſseren Fläche, die
ebenso gestaltet ist wie die nach innen liegenden Flächen der Segmente, dicht an die
letzteren an und bildet auf diese Weise mit den Segmenten die Walze B. Auſserdem besitzt der Dorn D oben noch eine Anzahl von Knaggen l, die je
den zwischen zwei Segmenten verbleibenden Zwischenraum ausfüllen und dadurch ein
Verschieben der Segmente am oberen losen Ende unmöglich machen. Die Lagerung des
Dornes D muſs derart beschaffen sein, daſs das Lager
beim Herausziehen des Dornes leicht zu entfernen ist, damit die Schüsse von oben her
über die Segmente gebracht werden können. Statt der Schwalbenschwanzführung der
Segmente können dieselben auch scharnierartig auf der Scheibe S befestigt sein.
Die Inbetriebsetzung der Walzeinrichtung geschieht folgendermaſsen: Zunächst wird die
Walze B1 sammt ihren
Lagern mittels der Schraubenspindel-Einrichtung seitwärts verschoben und der Dorn
D sammt seinem Lager entfernt. Alsdann steckt man
am Ende der Schneckenwelle bei w den Aufsteckschlüssel
auf und bewirkt durch Drehung des Zahnrades q die
radiale Verschiebung der Segmente s nach innen zu.
Nachdem dies geschehen ist, bringt man den zu wellenden Kesselschuſs k von oben her über die Segmente und setzt denselben
auf die Scheibe S auf. Darauf preſst man durch
entgegengesetzte Drehung der Spindeln p die Segmente
gegen die innere Wandung von k und führt nun den Dorn
D wieder ein. Ist auf diese Weise der Rohrschuſs
festgespannt, so wird die Scheibe S in Drehung
versetzt, die Walze B1
allmählig gegen die Wandung von k angedrückt, die dann
in Folge der Reibung mitgenommen wird und auf diese Weise die Wellenbildung in der
Rohrwandung erzeugt. Selbstverständlich wird man die zu wellenden Rohrschüsse warm
auf die Platte aufsetzen und wenn nöthig auch während der Bearbeitung durch eine
Gasflamme auf derselben Temperatur zu erhalten suchen.
Die auf diese Weise hergestellten Flammrohre Fig. 6 und 7 Taf. 18 haben nach
Angabe des Erfinders vor den jetzt gebräuchlichen den Vorzug einer bedeutend
gröſseren Widerstandskraft, können somit in den Wandstärken schwächer gehalten sein,
was besonders bei Schiffskesseln von gröſstem Werthe ist.
Die Verfahren zum Ausziehen der Röhren durch Zieheisen in der bisher üblichen Weise
haben eine wesentliche Ausbildung nicht erfahren. Erwähnenswerth wäre wohl das D. R.
P. Nr. 42139 vom 15. März 1887 von Flotow und H. Leidig
in Danzig, zur Herstellung von conischen Röhren.
Fig. 2., Bd. 269, S. 391Eine auſsen und innen geglättete schmiedbare Röhre r wird an einem Ende eingezogen, damit sie von dem Ziehkopfe a sicher gefaſst wird. Bei der Verschiebung des
letzteren nach rechts, was mittels zweier starken Schrauben geschieht, wird die
Röhre r durch das Zieheisen b und über den Dorn v kalt ausgezogen. Je
nach der Verstellung des Dornes v mittels der Schraube
g, und der dadurch erreichten Veränderung des
freien Durchgangsquerschnittes des Zieheisens erfolgt die Streckung der Röhre r auſsen oder innen, oder auſsen und innen. Auſsen
conische Röhren (Gewehrläufe) werden in einzelnen Absätzen durch je ein von Absatz
zu Absatz enger werdendes Zieheisen gezogen. Der allmählige Uebergang von einem
Absatze zum anderen soll durch Schmirgeln oder Abdrehen der Läufe bewirkt
werden.
Hierhin gehört noch ein Englisches Patent vom 10. Januar 1888 von T. B. Sharp in Smethwick, dessen Einrichtung aus der
nebenstehenden Figur hervorgeht. Der Zweck der Erfindung ist, die Röhren auſsen
cylindrisch und innen schwach conisch zu ziehen. An der Spitze des Dornes d ist ein conisches Ende e
innerhalb der Oeffnung der Ziehplatte b, welche der
ersten Platte a parallel liegt. Der Durchmesser des
Loches in b ist gleich dem äuſseren Durchmesser des
Rohres. Die Ziehplatten können durch Halter a1, b1 einander genähert werden, zu welchem Zwecke
Schraubenflächen und Handgriffe f vorhanden sind. Die
Wandstärke wird durch Anstellung des conischen Dornes e
geregelt.Ueber das sogen. Mannesmann'sche Verfahren zur
Herstellung von Röhren ohne Naht werden wir demnächst ausführlicher
berichten.
Fig. 3., Bd. 269, S. 391
Tafeln