| Titel: | Neuerungen im Metallhüttenwesen. |
| Fundstelle: | Band 273, Jahrgang 1889, S. 399 |
| Download: | XML |
Neuerungen im Metallhüttenwesen.
Mit Abbildungen auf Tafel
20 und 21.
Neuerungen im Metallhüttenwesen.
Quecksilber.
Gustav Kroupa bespricht in der Oesterreichischen Zeitung für Berg- und Hüttenwesen, 1889 Nr. 2 bis 6, B. Christy's Broschüren: Quicksilver-Reduction at New-Almaden und Quicksilver-Condensation at New-Almaden (vgl. Transactions of the American Inst. of Mining Engineers, Bd. 13 und 14),
welche in Bezug auf die Metallurgie des Quecksilbers überhaupt, sowie insbesondere
über die Gewinnung desselben in Californien interessante Mittheilungen enthalten und
daher auszugsweise hier wieder gegeben werden sollen.
A) Die Erze.
Gediegenes Quecksilber kommt selten vor, meistens wird Zinnober gewonnen, der in
der Regel von zerbrechlichem, glänzend schwarzem Bitumen und zuweilen von
Pyriten begleitetest und verschiedene Schichten von Chlorit- und Talkschiefer
imprägnirt. Das erzführende Gestein ist mit kleinen Serpentin- oder Dolomitadern
durchzogen. Mitunter erscheint das Bitumen flüssig wie Steinkohlentheer.
Durch die Aufbereitung werden die Erze in folgende Klassen zerlegt:
a) Granza
3,5
bis
9
Zoll,
reich,
Stufferze
b) Terreroc) Granzita
3,51¼
„„
63½
„„
armarm,
Grobgries
d) Tierras
Staub
„
1¼
„
arm,
Feingries.
B) Oefen, deren Construction,
Arbeit, Betriebsresultate.
Was die Oefen anbetrifft, so sind Oefen a) mit intermittirendem und b) mit
continuirlichem Betriebe vorhanden.
a) Oefen mit intermittirendem
Betriebe:
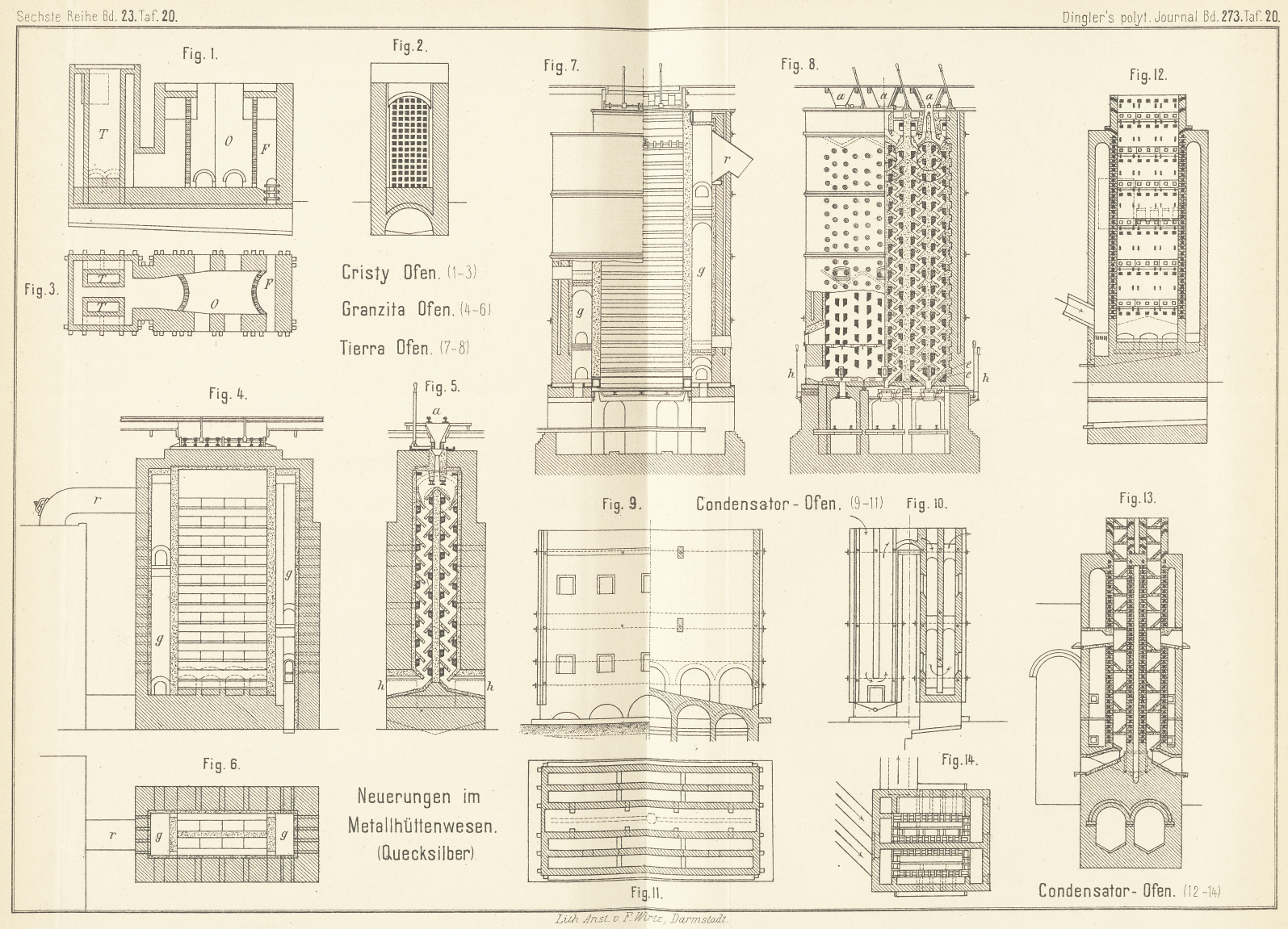
Nur einer von den vielen hier erbauten derartigen Oefen hat sich erhalten (Christy's Ofen), dessen Construction aus den
Fig.
1 bis 3 ersichtlich
ist.
Der eigentliche Ofenschacht O ist durch
Gewölbemauern von der Feuerung F auf der einen
und von der Gaskammer auf der anderen Seite getrennt. Die Scheidemauern
bekamen die Form eines mit dem convexen Theile gegen den Ofenraum gekehrten
Gewölbes, damit ihre Widerstandsfähigkeit gegen den seitlichen Druck der
Erzsäule erhöht werde. Die Scheidemauern sind mit einer groſsen Anzahl von
Oeffnungen versehen, durch welche die Feuerungsgase von der Feuerung aus
eintreten und durch die Erzsäule gegen die Gaskammer auf der linken Seite
ziehen. Die Erze werden in Körben oben in den Ofenschacht eingelassen. Auf
dem Boden des Ofens wird aus groben Erzstücken eine Anzahl Kanäle derart
gebildet, daſs dieselben eine Fortsetzung der Oeffnungen in der Scheidemauer
bilden; früher hat man Erzziegel hierzu verwendet.
Nach Vollendung dieser Reihe von Kanälen wird eine Lage von 2 bis 3 Fuſs
Dicke der grobkörnigen Erze eingetragen und dann werden wieder auf früher
erwähnte Art mit der zweiten Reihe der Löcher übereinstimmende Kanäle in der
Erzsäule ausgespart. Dies wiederholt sich, bis der Ofen bis zur Gicht
beschickt ist. Um der natürlichen Neigung der Flamme, sich nach oben zu
verbreiten, entgegen zu wirken, werden die Kanäle im oberen Theile des Ofens
kleiner gemacht; auch wird aus diesem Grunde zu den grobkörnigen Erzen in
diesem Falle vor der Beschickung etwas Feinkörniges zugeschlagen. Der
Erzschacht ist im Inneren 12 Fuſs lang, 9 Fuſs breit und 17 Fuſs 6 Zoll
hoch.
Die Beschickung beträgt 80 bis 100*. Der Ofen hat auf jeder Seite zwei
Ziehöffnungen, welche während des Brandes zugemauert sind. In ihnen befinden
sich Schaulöcher, welche durch je einen luttirten Ziegel verschlossen
werden. Das Beschicken geschieht durch acht Arbeiter in einem Tag. Auf die
oberste Schicht des beschickten Ofens kommen Stücke von altem Eisen, und
darauf in 2 bis 3 Zoll dicker Lage Strohdünger und schlieſslich eine ebenso
dicke Lage von feuchtem Lehm zu Hegen. Nun kann die Röstperiode, welche in
der Regel fünf Tage und vier Nächte dauert, erfolgen. Den Ofen bedient ein
Arbeiter in zwölfstündiger Schicht. Der Arbeiter hat die Feuerung zu
bedienen, die in den zugemauerten Ziehöffnungen entstehenden Risse zu
verschmieren und die Sprünge in der Lehmdecke an der Gicht mit Asche zu
bedecken. Nach beendeter Röstperiode folgt das Abkühlenlassen des Ofens. Dies verlangt
natürlich keine Arbeit und geschieht in drei Tagen und drei Nächten. Die
Luft zieht durch den Ofen und reiſst die etwa noch im Ofen eingeschlossenen
Quecksilberdämpfe mit in die Condensatoren, welche aus gemauerten Kammern
mit auf- und absteigendem Zuge bestehen. Nach dieser Zeit sind die
ausgebrannten Erze derart abgekühlt, daſs sie aus dem Ofen gezogen werden
können. Diese Arbeit besorgen vier Arbeiter. Vor dem Ziehen wird die Decke
an der Gicht weggebrochen, damit ein kräftiger Zug nach oben hergestellt
werde. Es dauert somit eine Beschickung oder ein Brennen 10 Tage und können
daher nur drei Brände im Monate gemacht werden.
Früher währte ein Brand in Ermangelung guter Oefen nicht so lange. Die
Rückstände waren aber haltig und die beim Ziehen beschäftigten Arbeiter
hatten durch Hitze und Quecksilberdämpfe viel zu leiden. Zu bemerken wäre
noch, daſs in dem ersten Condensator zwei Trockenkammern für Erze eingebaut
sind, was auch aus Fig. 1 und 3
ersichtlich ist.
An Holz und Arbeit kostet eine Tonne Erz 1,368
Doll. bei der Verarbeitung und die Erzeugung an Quecksilber beträgt 1,873
Flaschen.
b) Oefen mit continuirlichem
Betriebe und zwar
1) Grobkornöfen.
Als solche dienen Schachtöfen, welche nach dem Muster des von Exeli in Idria aufgestellten Schachtofens
erbaut sind (vgl. Berg- und Hüttenmännische
Zeitung, 1874 S. 79 Taf. 3 Fig. 18 bis
20 und 1876 S. 79 85. 1879 S. 239. 1888 S. 411). Dieselben
werden zunächst bis über das Niveau der drei Holzfeuerungen mit
Rückständen und dann bis zum obersten Schauloch mit Erzen gefüllt. Ueber
der Erzsäule bleibt ein Raum von 140 Cubikfuſs frei, in welchem sich die
Gase vor dem Austritte aus dem Ofen sammeln. Die Erze werden mit 1½
Proc. Kohle, Holzkohle oder Koks aufgegichtet, wodurch bezweckt werden
soll, die Erzsäule lockerer und die Temperatur auch im höheren
Ofentheile möglichst beständig zu erhalten. In den Beschickungstrichter
kommen als Satz 276k Erz und 1,5 Proc.
Koks oder Kohle. Der Trichter wird entleert, nachdem ein Theil Erz in
den Aschenfall gezogen ist, was geschieht, sobald sich im obersten
Schauloch Dunkelrothglut zeigt. Alle 2 Stunden wird gegichtet und man
setzt in 24 Stunden 8l,71 durch. Die
ganze Ofenfüllung beträgt 19l,05. Eine
Post verweilt etwas über 52 Stunden im Ofen. Die Kosten betragen für
1t Erz bei 7 Proc. Ausbringen (=
1,831 Flaschen Quecksilber) an Brennmaterial und Arbeitslöhnen 0,9527
Doll., d.h. nur 70 Proc. der Betriebskosten der intermittirenden
Oefen.
2) Grobgriesöfen
(Granzitaöfen).
Oefen für dieses Material sind von Scott und
Hüttner den älteren Hasenclever-Helbig'schen Schüttröstöfen nachgebildet. Der
Granzitaofen Nr. 1 ist in der Metallurgie von Dr. Stölzel, S. 1459, beschrieben und
abgebildet und besitzt 4 Rutschschächte. Der Ofen verarbeitet in 24
Stunden 36t (engl. Tons) = 32t,66 (metr. Tonnen) bei 45 engl. Tons
Füllung. Jede Post verweilt 30 Stunden im Ofen. Die Kosten betragen für
die englische Tonne (0,9072 metr. Tonn.) verarbeitetes Erz 0,640
Doll.
Der Granzitaofen Nr. 2 (Fig. 4 bis
6) besitzt nur zwei Schächte mit einem gemeinschaftlichen
Beschickungstrichter a und zwei Essen oder
Gaskammern g, welche durch zwei Scheider
derart eingetheilt sind, daſs der Scheider oberhalb der Feuerung im
ersten unteren Drittel der Höhe und in der zweiten Gaskammer im
mittleren Höhendrittel sich befindet. Die Feuergase durchstreichen
zunächst das unterste Drittel des Ofens, kommen in die zweite Gaskammer
und treten hier, gezwungen durch den Scheider wieder in den Ofen,
durchziehen sein zweites Drittel und treten in den oberen Theil der
Gaskammer über der Feuerung ein. Von da strömen sie wieder durch das
letzte Drittel des Ofens zu der oberen Hälfte der zweiten Gaskammer, von
wo sie schlieſslich durch das Rohr zu den Condensatoren geleitet werden.
Der Beschickungstrichter ist in Abtheilungen getheilt, deren jede
abwechselnd mit 1000 Pfund (453k,6)
beladen, in 40 Minuten geleert wird, nachdem eine Ziehung durch zwei
Ziehöffnungen h auf jeder Seite und an
einem Ende des Ofens stattgefunden hat. Aus jeder Oeffnung werden 250
Pfund gezogen. Nach 40 Minuten wird aus den übrigen vier Oeffnungen
gezogen, was sich in 40 Minuten abwechselnd wiederholt. Beim Ziehen der
ausgebrannten Erze bewegt sich die ganze Erzsäule, das Gut rollt über
unter 45° geneigten Thonplatten hinab, mischt sich und bietet dem Feuer
neue Oberflächen. Die Erze werden also automatisch gewendet und
gekrählt. Die Kosten der Verarbeitung von 1 engl. Tonne Erz (0,9072
metr. Tonnen) mit 2,09 Proc. Quecksilber beträgt 1,006 Doll.
3) Tierraöfen (Feingries-
und Schliechöfen).
Der Ofen Nr. 3 dient zur Verarbeitung von feinkörnigen Erzen. Derselbe
hat drei Paar Ofenschächte (Fig. 7 und
8) und daher eine eigenthümliche Entleervorrichtung.
Die beiden äuſseren Paare der Erzschächte haben einen Plattenspalt von 3
Zoll und das innere Paar einen solchen von 5 Zoll. Das letztere Paar war
ursprünglich zum Rösten der „granzita“ bestimmt; doch wird nun im
ganzen Ofen nur „tierra“ geröstet. Die Entleervorrichtung, die
Feuerungen, die Mauern mit den Ein- und Austrittsöffnungen, die
Gaskammern und der „Erzrechen“ zum Auflockern der
zusammengefrittenen Erze in dem obersten Theile sind ganz so wie beim
Ofen Nr. 1 hergestellt.
Unter jedem Paar Schächten befindet sich aber ein Kanal zum Unterfahren
der Rückstandswagen, welche von einer Eisenbahn hereingefahren werden.
Der ganze Ofen ruht auf einer geneigten Ofenplatte, die für je zwei
Ofenschächte Ablaſsöffnungen ausgespart hat. Die beiden äuſseren
Oeffnungen sind 3 Zoll und die mittlere 5 Zoll breit. Unmittelbar unter
jeder Ablaſsöffnung befindet sich ein flacher guſseiserner Träger o, welcher dreimal so groſs ist wie die
Ablaſsöffnung über ihm. Der Träger ruht an seinen beiden Enden auf
Rollen, und zwar bewegt er sich in einer zu seiner Längenausdehnung
senkrechten Richtung. Jeder dieser Träger ist mit einem Hebelarme h verbunden, durch welchen von auſsen die
Platte in eine hin und her gehende Bewegung gebracht werden kann. Wenn
sich der Träger in der mittleren Lage befindet, so ruht auf ihm die
ganze Erzsäule, indem die Erze so lange ausströmen bis sich auf allen
Kanten des Trägers der natürliche Böschungswinkel gebildet hat, wodurch
die ganze Erzsäule im Gleichgewichte erhalten bleibt.
Wenn aber dem Träger mittels des Hebels h
eine kleine hin und her gehende Bewegung ertheilt wird, so wird die
Erzsäule aus dem Gleichgewichte gebracht und die ausgebrannten Erze
fallen von allen Kanten des Trägers in die untergestellten Wagen herab.
Die Scheidemauern zwischen zwei Erzkammern ruhen auf guſseisernen hohlen
Trägern e.
Ursprünglich war der Raum unter diesem Träger gegen die
Ausströmungsöffnung in der Bodenplatte frei. Da es aber oft geschah,
daſs die Erze des einen Schacht-Paares die Erze des zweiten im
Herabströmen hemmten, ja oft den Ausfluſs desselben vollständig
verhinderten, so muſste man bei e eiserne
Scheid er anbringen, welche an die hohlen Träger befestigt wurden.
Die Thonplatten sind bei diesem Ofen etwas anders angebracht als bei den
Oefen Nr. 1 und 2.
Die Feuerung des Ofens befindet sich 5 Fuſs über der Ziehöffnung und die
zur Verbrennung nöthige Luft wird durch die heiſsen, ausgebrannten Erze
unter den Rost geleitet. Hierdurch werden die auf den austragenden
Träger angelangten Rückstände möglichst von den eingeschlossenen
Quecksilberdämpfen und der lästigen Hitze frei. Beim Ofen Nr. 1 und 2
ist die Feuerung fast in gleicher Höhe mit den Ziehöffnungen angebracht,
und die ausgebrannten Erze kühlen nur in den Ziehöffnungen aus.
Der Ofen Nr. 3 ist von einem aus groſsen Eisenblechplatten bestehenden
Mantel gänzlich eingeschlossen. Der vorhandenen Anzahl der Thonplatten
entspricht auch eine gerade so groſse Anzahl der in der Ofenansicht Fig.
8 ersichtlich gemachten Schaulöcher, durch welche man bei
eintretenden Verstopfungen nöthigenfalls mittels einer Stange nachhelfen
kann. Die gewöhnliche Leistung dieses Ofens ist 36 engl. Tonnen = 32,659
metr. Tonnen.
Der Ofen faſst 51 engl. Tonnen = 46,267 metr. Tonnen. Eine Beschickung
verweilt 34 Stunden im Ofen.
Die Arbeit bei diesem Ofen ist folgende: Die Träger oder Rüttelplatten
werden in Zeitpausen von 10 bis 15 Minuten so in Bewegung gesetzt, daſs
aus jeder Ablaſsöffnung 1t in 2
Stunden herausströmt. Insoweit nun die Erzsäule in den verschiedenen
Ofenschächten in Folge des Ziehens nachgeht, wird oben aus den
betreffenden Beschickungstrichtern gegichtet. Es wird stets 1t Erz für einen der drei Trichter
zugeführt; dieselben werden der Reihe nach, aber in Zwischenräumen von
40 zu 40 Minuten, gefüllt, so daſs mit mit anderen Worten in 2 Stunden
durch jeden Trichter 1t (0,9072 metr.
Tonnen) Erz zugeführt wird.
Die Kosten der Verarbeitung betrugen für die Tonne (oder 0,9072 metr.
Tonnen) 0,721 oder für 1 metr. Tonne = 0,795 Doll.
Ofen Nr. 4 war ein intermittirender Ofen, welcher abgetragen werden
muſste.
Ofen Nr. 5 war der Versuchsofen von Büttner and
Scott; die Leistungsfähigkeit betrug ursprünglich nur 6t, später, nach der Vergröſserung
desselben, leistete er das Doppelte. Wegen seiner geringen Hohe wird das
Brennmaterial nicht genügend ausgenützt und stellen sich in Folge dieses
Umstandes auch die Kosten höher, so daſs der Ofen sich nur selten im
Betriebe befindet.
Ofen Nr. 8 ist der letzte in der Reihe der Oefen für feinkörnige Erze; er
wurde bereits früher von M. G. Rolland
veröffentlicht (vgl. auch Langer: „Die
Quecksilbergewinnung in Californien“). Er besteht
eigentlich aus zwei ganz getrennten Oefen, welche in einem Ofen massiv
vereinigt sind.
Jeder Ofen besitzt zwei Schächte, eigene Feuerung und Gaskammern.
Die Feuerung befindet sich 3 Fuſs über der Entleeröffnung, so daſs der
untere Theil des Ofens als Kühlraum fungirt. Das Einsetzen der
Thonplatten geschieht wie beim Ofen Nr. 3. Die letzten Platten – nahe an
der Entleeröffnung – sind aus Guſseisen hergestellt. Der Ofen ist mit
Eisenpanzer versehen. Seine normale Leistung beträgt 24t in 24 Stunden, die Ofenfassung
beträgt 32t, und dem zu Folge bleibt
eine Post 32 Stunden im Ofen.
Gegichtet wird 1t (engl.) Erz auf
einmal und für einen Ofen.
Die Entleervorrichtung bei diesem Ofen beruht auf demselben Grundsatze
wie diejenige des Ofens Nr. 3, nur hat hier die Rüttelplatte eine andere
Form und wird auf eine andere Art in Bewegung gesetzt. Sie ruht nicht
auf Rollen, sondern ist auf einem groſsen guſseisernen Rahmen befestigt,
welcher die Form des Buchstaben H besitzt. Die Füſse desselben ruhen in
Lagern, welche eine hin und her gehende Bewegung des ganzen Stückes
zulassen. Die Verbindungsstangen des Rahmens befinden sich unter der
Hüttensohle und tragen eine Platte, auf welcher auf einem Geleise ein
niedriger Blockwagen steht. Dieser Blockwagen hat ebenfalls ein Geleise
(in senkrechter Richtung auf das Geleise der Platte), auf welchem ein 7
Fuſs langer Rückstandswagen unterhalb, genau an die Entleerplatte,
eingeschoben wird.
Setzt man nun mit Hilfe von Hebeln den H-förmigen Rahmen in Bewegung, so
bewegt sich damit auch die Platte und somit auch der Rückstandswagen und
es müssen dem zu Folge die von der Entleer -platte herabrutschenden Erze
in den Rückstandswagen fallen.
1t Erz (0,9072 metr. Tonnen) mit 1,298
Proc. Hg erforderte 0,837 Doll. Kosten = 0,9225 Doll. für die metr.
Tonne.
Im J. 1887 wurden beispielsweise in Neu-Almaden 12648300 Pfd. grobkörnige
und 51503000 Pfd. feinkörnige Erze bei einem Erfolge von 2000 Flaschen
(Flasche = 75,5 Pfd.) verarbeitet was einem Ausbringen von 2,38 Proc.
entspricht.
Was das Geschichtliche der Oefen anbetrifft, so behandelte man anfangs
die Erze unter Kalkzuschlag in Retorten. Hierbei bedurfte man aber bei
kostspieligem Betriebe reicher Erze (weshalb man zur billigeren Röstung
derselben überging und intermittirende Oefen einrichtete, von denen sich
aber nur der oben erwähnte erhalten hat, indem solche Oefen groſse
Quecksilberverluste und für die Arbeiter Gesundheitsschädigung
herbeiführen und sich nur Stückerze verarbeiten lassen, weshalb man die
Schliege mit Thon zu Ziegeln anbalzen muſste. Dies wurde durch
Einführung von Exeli-Schachtöfen für grobes Korn und Scott-Hüttner'sche (eigentlich Hasenclever-Helbig'sche) Oefen für Gries und Schliege
vermieden.
C. Condensatoren.
Die benutzten Systeme beruhen auf nachstehenden Grundsätzen: Kühlen der Ofengase
durch Berührung mit der Luft oder dem Wasser ausgesetzten groſsen strahlenden
Oberflächen; Condensation der Dämpfe in groſsen, die Geschwindigkeit des
Gasstromes vermindernden Kammern; Wirkenlassen der Adhäsionskraft durch
Anbringung von Reibungsflächen und Benutzung von Querströmen und
Wirbelbewegungen. Die Construction der Condensatoren ist nachstehende:
1) Gemauerte
Condensatoren.
Dieselben sind besonders bei intermittirenden Oefen in Anwendung. Man sieht
aus Fig.
9, 10 und 11,
daſs jeder Condensator eine kleine und enge Kammer ist, die durch eine
senkrechte Scheidemauer in zwei Abtheilungen getheilt ist. Die Gase treten
in den Condensator nahe an der Decke ein, gehen in einer Abtheilung herab
und ziehen unten durch überwölbte Oeffnungen in der Scheidemauer in die
andere Abtheilung., aus welcher sie oben dann in einen zweiten Condensator
austreten. Früher waren die Condensatoren oben mittels eines gemauerten
Kanals verbunden, neuerlich benützt man zu diesem Zwecke mit Vortheil Röhren
aus Thon und Eisen.
Die Decken der heiſsen Condensatoren sind zeitweise aus guſseisernen Platten
hergestellt. Diese Decken werden zum Trocknen der feuchten „tierra“
benützt. In anderen Fällen sind sie mit flachen gemauerten Gewölben bedeckt. Der
Boden hat, wie Fig. 9 zeigt, eine
Neigung von 10° von der Mitte nach beiden Enden zu. Dies bezweckt das
beständige Abflieſsen des Quecksilbers in die Ablaſsrinnen. Der Boden ist
sehr sorgfältig und dicht gemauert und dann mit einer Lage von Cement
versehen. Darauf kommt bei allen Condensatoren – die heiſsesten ausgenommen
– eine Schutzdecke von Asphalt. In den Endmauern am Boden sind Mannlöcher
von 2 Fuſs im Quadrat gelassen, welche zur Reinigung der Condensatoren
dienen. Bei den heiſsen Condensatoren sind diese Löcher durch eiserne
Platten geschlossen, die mit Letten und Asche luttirt werden.
In den kalten Condensatoren müssen – weil sie saure Wasser enthalten – zum
Verschlusse Glas-Schiebfenster angewendet werden.
Die Condensatoren sind in einer Reihe neben einander derart aufgestellt, daſs
zwischen jedem Paar ein Luftraum entsteht. Das früher erwähnte Gerinne geht
auf beiden Seiten einer Reihe von Condensatoren und erhält das von den
Condensatoren abflieſsende Quecksilber. Dieses Gerinne ist gemauert und mit
Cement und Asphalt ausgefüttert. Durch eine angemessene Neigung führt dieses
Gerinne die Producte der Condensation zu Kästen, aus welchen dieselben
mittels Röhren in das Wäg- und Verpackungslokal geleitet werden. Jeder Ofen
hat sein eigenes Wäg- und Verpackungslokal.
Ein gemauerter Condensator, verbunden mit Trockenkammern für
„tierras“) ist in der Zeichnung des intermittirenden Ofens angegeben.
Es sind in den Condensator zwei senkrechte Kammern T eingebaut, in welche die zu trocknende „tierra“ oben
eingebracht und unten im heiſsen Zustande auf die Sohle vor den
Ziehöffnungen ausgebreitet wird. Die Feuchtigkeit dunstet rasch aus. Die
heiſsen Gase des Ofens circuliren um die Trockenkammern. Eine Verbesserung
dieses Entwurfes zeigen die Fig. 12, 13 und
14. Diese Form ist ein Theil der Condensationsanlage des Ofens
Nr. 3. Bei dieser Anordnung ist die Trockenkammer mit Thonplatten versehen,
welche so gestellt sind, wie in dem Ofen von Scott-Hüttner. Die Platten ruhen auf eisernen Querstangen.
Die Art, auf welche die getrocknete „tierra“ aus der Trockenkammer
gezogen wird, ist aus der Zeichnung ersichtlich. Die Ofengase gehen um die
Kammern herum und erhitzen deren Inhalt. Der aus der Feuchtigkeit erzeugte
Wasserdampf entweicht durch die in den hohlen Wänden der Kammern gebauten
Kanäle in die Atmosphäre.
Um Quecksilberverluste zu vermindern, werden diese Condensatoren
unterkanalisirt und mit geneigten, mit Theer gestrichenen Eisenplatten in
Fundamenten versehen.
Um das Mauerwerk vor dem Einflüsse der Säure zu schützen, wird dasselbe nach
Randol mit einer heiſsen Mischung von
Asphalt und Steinkohlentheer gestrichen.
2) Eiserne Condensatoren.
Dieselben besitzen mehr Kühlungsflüssigkeit als gemauerte. Sie wurden zuerst
1873 von Fiedler in Gestalt eines groſsen
Kastens (vgl. Berg- und Hüttenmännische
Zeitung, 1879 S. 239 Fig. 21 bis 23 Taf. 7 und 1889 S. 145)
eingeführt, der sich aber wegen zu groſsen Zuges und raschen stellenweisen
Wegfressens des Eisens nicht bewährte.
Schachtöfen für Stückerze sind mit einer Flugstaubkammer versehen, aus
welcher Gase und Dämpfe durch drei 20 Fuſs lange, 22 Zoll weite und unter
10° geneigte Blechröhren in einen aus mehreren U-Röhren bestehenden
Condensator treten.
Randol's Oberflächencondensator (Waterback) hat
in den beiden Endmauern des gemauerten Condensators guſseiserne, durch eine
wagerechte Scheidewand in zwei Theile getheilte Kästen von 3 Fuſs 6 Zoll
Länge, 16,5 Fuſs Höhe und 14,5 Zoll Tiefe mit ¾ Zoll dicken Wänden, welche
durch eiserne Röhren, in denen Wasser circulirt, oben und unten mit einander
verbunden sind. Diese Einrichtung wird hauptsächlich am ersten gemauerten
Condensator jedes Systems angebracht, wo dann in Folge der herrschenden
Hitze das saure Wasser nicht angreift. Die Anschaffungskosten sind gering
und ein solcher Condensator wirkt so viel wie drei gewöhnliche gemauerte.
Durch Anstrich mit Asphalt und Steinkohlentheer sucht man das Eisen vor dem
Verderben zu schützen.
3) Condensatoren aus Holz und
Glas.
Randol und Fiedler lieſsen sich einen solchen
Condensator patentiren. Der Zweck desselben war, das schwere Mauerwerk
überhaupt, besonders aber, wo die Temperaturen niedrig und die sauren Wasser
sehr ätzend sind, durch eine leichtere Construction von Holz und Glas zu
ersetzen.
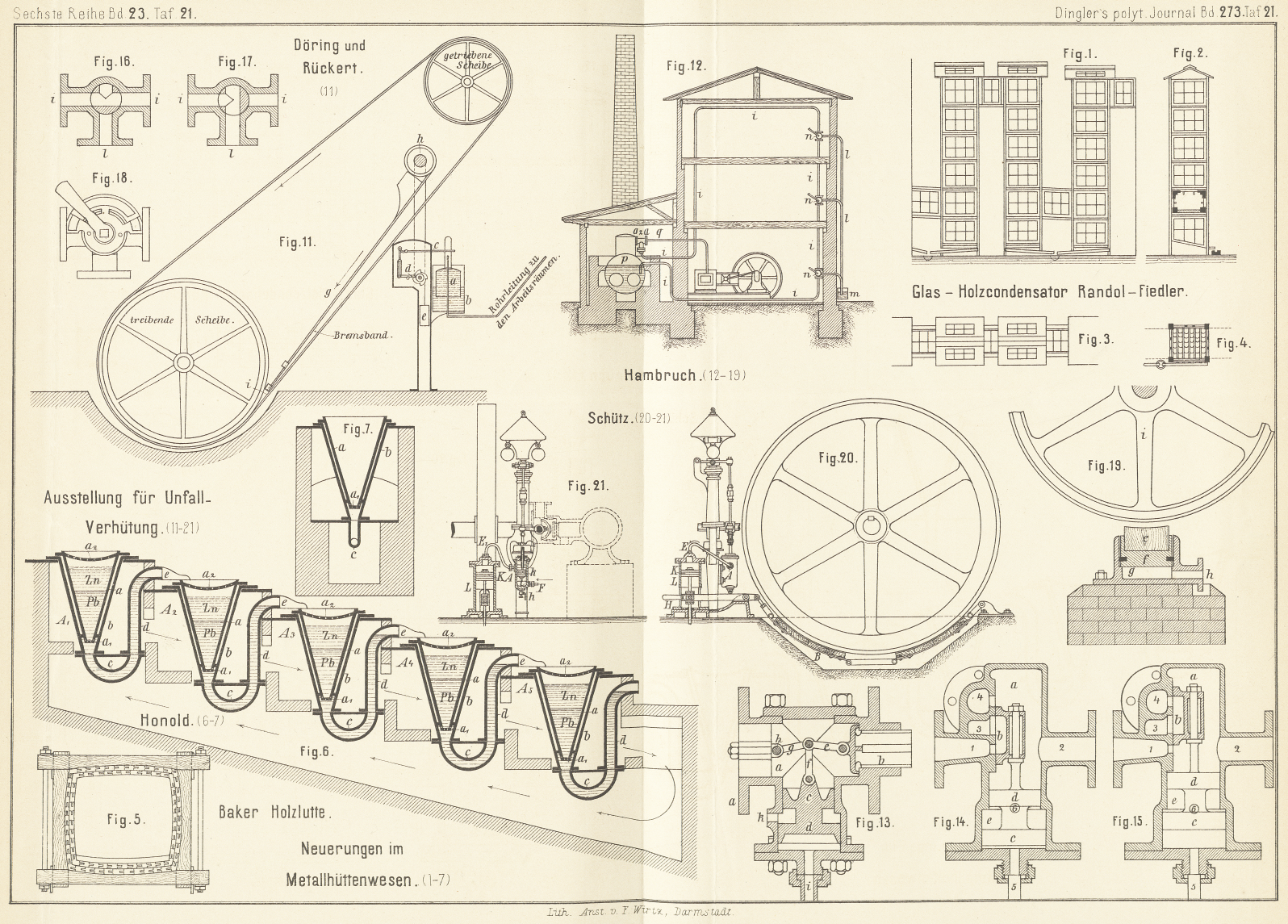
Man entnimmt aus Fig. 15, daſs
alle Seiten eines solchen Condensators aus Glasscheiben gemacht sind, welche
ohne Glaserkitt eingesetzt werden. Die Holzbestandtheile sind sehr gering;
Nägel und andere Metallbestandtheile sind zur Herstellung dieser
Condensatoren nicht benützt worden. Der sanft geneigte Boden ist aus
geschnittenen Glasscheiben nach Art der Schindeln auf einem Dache
zusammengelegt. Die Glasscheiben sind am unteren Ende in V-Form geschnitten.
Ueber diesen geneigten Boden flieſst das condensirte Quecksilber in ein
hölzernes Gerinne.
Die Hauptfigur des Condensators ist ein quadratisches Prisma (4½' × 4½' ×
25'), bedeckt mit einem Glasdache. Die Condensatoren sind durch kurze Lutten
verbunden, welche den Prismen ähnlich construirt sind.
Diese Lutten verbinden abwechselnd die Prismen oben und unten 4 Fuſs über dem
Boden. Es steigen dem zu Folge die Gase in einem Prisma auf und gehen im
zweiten herunter.
Damit die condensirten Kügelchen aus der Wirkung des Stromes weggeschafft werden, ist
in jedem Prisma ein todter Raum gelassen (oben und unten), wo die Kügelchen
die nöthige Zeit zum Absetzen gewinnen. Diese Condensatoren widerstehen den
sauren Wassern gut, und so lange sie in continuirlichem Betriebe sich
befinden, arbeiten sie auch gut.
Nur im Falle einer zeitweiligen Stockung des Ofenbetriebes trocknen sie aus
und in Folge dessen schrumpfen die Holzbestandtheile zusammen, wodurch der
Condensator leck und der Ofenzug dann gestört wird.
Diesem zeitweiligen Uebel läſst sich aber abhelfen, wenn die
Holzbestandtheile nach dem Auspumpen der Luft aus den Poren mit
Steinkohlentheer oder heiſsem Asphalt imprägnirt werden. Da nur wenig Holz
bei der Construction angewendet wird, werden auch die Imprägnirungskosten
unwesentlich sein.
Als den Säuren am besten widerstehendes Holz ist das der Fichte erkannt
worden.
4) Frictions-Condensatoren.
Sie werden vorzugsweise in Gestalt von Drehsieben in gemauerten und eisernen
Condensatoren angebracht. Statt Scheidemauern sind in denselben drei
Drehsiebe angebracht.
Jedes Sieb besteht aus einer schweren hölzernen Achse, deren Lager sich im
Mauerwerke des Condensators befinden, so daſs man von auſsen der Achse eine
beliebige Lage ertheilen kann. Jede dieser drei Achsen trägt eine
Sperrklappe von dicken Bohlen. Ist diese Klappe wagerecht gestellt, so
versperrt sie den Durchgang der Gase gänzlich. Wenn alle drei Klappen
senkrecht stehen, so ist der Condensator in zwei Abtheilungen getheilt und
bei Aenderung der Winkel werden auch dem Gasstrome verschiedene Richtungen
vorgeschrieben.
Auſserdem trägt die Achse hölzerne Arme, die ähnlich den Zähnen eines Kammes
angebracht, jedoch so vertheilt sind, daſs hierdurch die Elemente einer
Schraubenfläche gebildet werden. Diese Arme bieten dem Zuge der Gase ein
kleines Hinderniſs, verursachen aber mehrfache Richtungsänderungen derselben
und geben Veranlassung zur Wirbelbildung, wobei sie natürlicher Weise
gleichzeitig eine beträchtliche Frictions- und Adhäsionsoberfläche
bilden.
Der Condensator, sowie auch die Siebe sind mit einer starken Schicht von
Asphalt bedeckt.
Aus den Condensatoren treten die abgehenden Gase durch Baker'sche Holzlutten (Fig. 16) von 36 ×
36 Zoll zu gemauerten Thürmen und werden von da durch am Bergabhange
gemauerte theilweise in die Erde eingebaute Kanäle zur Esse geführt. Die
Lutten sind doppelt. Die einzelnen Theile werden mit Feder und Nuth
eingepaſst; zwischen die einzelnen Lagen wird eine Schicht von Asphaltpapier
oder Asphaltfilz gebracht.
Am Fuſse der Thürme sind Hilfsfeuerungen angebracht oder diese werden durch
einen mittels Wasserrades betriebenen Guibal'schen Ventilator ersetzt. Derselbe hat Vorzüge vor den Feuerungen,
indem dabei die früher geheizte lange Kanalleitung als Theil eines
Condensators betrachtet werden kann. Der kürzeste Weg für die Gase bis zu
ihrem Austritte in die Atmosphäre darf nicht unter 690 Fuſs betragen.
Die höchste Temperatur in einem Ofen betrug 946° C., die Dämpfe entwichen mit
372° C. in die Condensatoren und verlieſsen dieselben bei 13 bis 14° C.
Der Quecksilberverlust in den Rückständen beträgt nach Christy nur 0,05 Proc., dagegen werden durch
die Esse gröſsere Mengen von Quecksilber in festem und flüssigem Zustande
fortgeführt, während der Verlust im Condensator gleich Null ist, da das ins
Gemäuer eindringende Quecksilber beim Abreiſsen der Condensatoren wieder
gewonnen wird. Der durchschnittliche Quecksilberverlust in New-Almaden liegt
zwischen 4 und 5 Proc.
D) Die Condensationsproducte.
An den inneren Flächen der Condensatoren u.s.w. bildet sich neben Quecksilber
Rufs, die sogen. Stupp, welche aus Kohlenstoff und Kohlenwasserstoff besteht und
feinvertheiltes Quecksilber, Sulfide, Quecksilbersalze u.s.w. eingeschlossen
enthält. Die Stupp enthält auch Bruchstücke aus den gemauerten Condensatoren. In
den Glas- und Holzcondensatoren ist sie mit verdünnter Schwefelsäure
gemischt.
Die Stupp der letzteren wird in besonderen Setzkästen separirt und filtrirt.
Letztere sind aus starken Bohlen construirt und besitzen senkrechte
Scheidewände, die den Strom zu einem Wege in Schlangenlinie zwingen. In den
einzelnen Abtheilungen befinden sich Filter von Holzkohle und Koks, welche von
Zeit zu Zeit herausgenommen und erneuert werden. Die benutzten Filter werden der
Beschickung zugeschlagen, das durchgegangene Quecksilber wird vom Boden durch
ein Rohr abgeleitet.
Die trockene Stupp wird auf geneigten Flächen aus Cement nach Zusatz trockener
Holzasche kräftig durchgekrückt, wobei etwa 4 bis 5 Proc. Hg ausflieſsen. Der
Rückstand geht in die Beschickung zurück.
Die Arbeiter leiden zuweilen an Quecksilbervergiftung, weshalb die Handarbeit,
wenn möglich, durch hydraulische Pressen ersetzt werden soll.
Man schützt die Stupparbeiter vor Vergiftung durch Anwendung von Masken und
dadurch, daſs man sie fleiſsig Bäder nehmen läſst.
Wegen der Analyse der Gasproducte und der daran geknüpften, sehr interessanten
Erörterungen wird auf die S. 65 u. ff. der Quelle verwiesen.
E) Zukünftige Verbesserungen der
Quecksilbercondensation.
Christy schlägt auf Grund seiner Erfahrungen die
folgenden vor: 1) Das Volumen der sogen. permanenten Gase, welche den
Condensator durchstreichen, muſs auf ein Minimum gebracht werden.
Diese Reduction des Volumens steht in einem direkten Verhältnisse mit dem
Quecksilberdampfverluste. Der Verlust an flüssigem Quecksilber würde sich
hierdurch verhältniſsmäſsig noch kleiner gestalten. Wenn beispielsweise das
Volumen der entweichenden Gase auf die Hälfte reducirt wird, so reducirt sich
der Quecksilberdampfverlust auf die Hälfte und der Verlust an flüssigem
Quecksilber wird nicht mehr als ¼ des gegenwärtigen Verlustes betragen. Der
Verlust an flüssigem Quecksilber (durch die Esse) wird eine Function der
Geschwindigkeit sein, oder des Volumens der entweichenden Gase.
Dieser Verlust wird sich wahrscheinlich mit dem Quadrate der Geschwindigkeit
ändern. Ferner wäre durch Reduciren des Volumens auch die Zahl der
Wärmeeinheiten, welche der Condensator zu kühlen hat, verringert und daher die
Leistungsfähigkeit der bestehenden Condensatorsanlage vergröſsert, oder es wäre
die frühere Leistung durch kleinere Anlage zu erzielen.
Es muſs bemerkt werden, daſs die Bedingungen für eine vollkommene Condensation
und eine ökonomische Verhüttung im direkten Widerspruche stehen.
Die beste Condensation müſste bei Benützung des alten Retortensystems und des
Kalkzuschlages zu erzielen sein. Dies ist aber die theuerste Verhüttung. Man
kann deshalb die Hüttenmanipulation und die Hütteneinrichtung in New-Almaden als
die am meisten ökonomische von allen, welche zur Zeit in dieser Art bestehen,
betrachten, obwohl das Volumen und dem zu Folge der Verlust viel gröſser ist,
als er bei einem gut geleiteten Retortensysteme sein würde.
Da die Quecksilbergewinnung nur einen kaufmännischen Vortheil bezweckt und nicht
der Zweck wissenschaftlicher Versuche ist, so muſs nur eine Erwägung der beiden
Umstände bestimmen, ob und wie die Verbesserungen in dieser Richtung – ohne
dabei das kaufmännische Interesse zu schädigen – platzgreifen sollen.
Die einfachste Einführung, welche in groſsen Hüttenanlagen angewendet werden
könnte, wäre die Benützung des Gases statt des festen Brennmaterials. Das Lowe-Strong-Gas (Wassergas) würde das
zweckmäſsigste sein.
Die Oefen müſsten von auſsen zu heizen sein; in das Innere der Retorten dürfte
nur so viel Luft zugeführt werden, als gerade zur Oxydation des Schwefels
nothwendig ist. Dies wäre vom gröſsten Vortheil für die Condensation, doch wäre
der Brennmaterialverbrauch hierbei groſs, die Ofenconstruction schwer und die
Ausbesserungen des Ofens theuer.
2) Wichtig ist ferner ein hinreichendes Volumen zum
Absetzen des Quecksilbers und eine genügende Reibungs- und Kühloberfläche.
Der Verlust an flüssigem Quecksilber (durch die Esse) scheint nach dem früher
Angeführten jetzt zwei- bis dreimal so groſs zu sein als der
Quecksilberdampfverlust. Es scheint möglich, daſs in dieser Richtung eine Reduction des Verlustes
durch Verminderung der Geschwindigkeit und bei Benützung einer gröſseren
Reibungsoberfläche zu erreichen wäre.
Die Anwendung des Condensators von Pelouze und Audoin wäre vielleicht von
Vortheil.
3) Die Temperatur beim Austritte darf nicht 15° oder 20°
übersteigen. Es ist schon früher gesagt worden, daſs eine Kühlung unter
15° keinen Einfluſs auf Verminderung des Quecksilberdampf Verlustes ausübt, und
es kann deshalb von der Anwendung der Eismaschinen (zur künstlichen weiteren
Kühlung) keine materielle Erhöhung der Leistung des Condensators erwartet
werden.
In Gegenden, wo das Brennmaterial billig und Wasserkraft im Ueberflusse vorhanden
ist, wäre die Benützung der künstlichen Kühlung nur aus dem Grunde zu
rechtfertigen, weil die Condensationsanlagen bedeutend kleiner sein könnten,
aber eine gröſsere Oekonomie dürfte nicht zu erwarten sein.
Es gibt noch einen Umstand, der gegen die Anwendung der Eismaschinen spricht; die
plötzliche Condensation des Quecksilberdampfes würde stärkere Bildung von
kleineren Kügelchen verursachen, als es bei allmählicher Kühlung der Fall ist,
und es würde dem zu Folge ein gröſserer Verlust an flüssigem Quecksilber (durch
die Esse) folgen.
4) Weitere Erwähnung verdient der künstliche Zug,
die gröſste Nothwendigkeit zur Kühlung der Gase.
Hilfsfeuerungen und Dampfstrahlgebläse sind öfters benützt worden, doch waren
beide eine Verschwendung an Kraft und Wärme.
Ein einfacher Saug Ventilator – ähnlich dem „Guibal“ – oder ein
modificirter und entsprechend modificirter Rootblower wären die besten
Anordnungen.
5) Material für den Bau der Condensatoren. Dieses
bildet noch ein offenes Feld für Erfindungen. Das Material muſs möglichst dünn
und ein guter Wärmeleiter sein, muſs jedoch dem Abreiben und der wechselnden
Einwirkung von Wärme und Kälte, ohne zu springen oder Risse zu bekommen,
widerstehen und gleichzeitig der Einwirkung von Quecksilber und verdünnter
Schwefelsäure Widerstand leisten. Vielleicht empfiehlt sich das Barff'sche nichtrostende Eisen.
Die Condensatoren müssen leicht und ohne Unterbrechung des Betriebes gereinigt
werden können.
Nach den Annales des mines, 1887 Nr. 1 S. 136, wird
zu Almaden in Spanien der gewonnene Zinnober in grobe Stücke und Kleinerz
getrennt. Man verarbeitet die groben Stücke und einen Theil der Kleinerze in 22
Aludelöfen und in 2 Idriaöfen. Ein Theil des Kleinerzes dagegen wird in zwei
neueren Oefen, den sogen. Livermore-Oefen, zu Gute
gemacht. Sie ähneln den Hasenclever-Oefen. Das Erz
rutscht in einer Reihe paralleler Rinnen allmählich hinab, während die Feuergase
einer am unteren
Ende des Ofens vorhandenen Rostfeuerung in dem Ofen emporsteigen. Kleine
Vorsprünge aus Mauerwerk auf der Sohle und am Gewölbe verhindern, daſs das Erz
zu schnell hinabrutscht, und drücken die Flamme auf die Erzschicht. Die
Ofensohle ist 7m lang und um 47° geneigt. Der
eine der genannten Oefen besitzt 10, der andere 12 Rinnen. Die Condensatoren
sind aus Mauerwerk, Blech, Schiefer oder auch aus Glas hergestellt, wenn sie
nahe an der Esse liegen.
Bei einem Kohlenverbrauche von 300 bis 350t
werden in den Oefen bis zu 8t Erze in 24
Stunden verarbeitet. Schnabel berichtet in der Zeitschrift des Vereins deutscher Ingenieure, 1888
S. 425, über Idria nach eigener Anschauung folgendes:
Im J. 1886 sind daselbst 5001 metr. Centner (100k) gewonnen worden. Der Quecksilbergehalt der Erze beträgt bei
Stufferzen
0,30
bis
0,50
Proc.
Grobgries
0,40
„
0,60
„
Feingries
0,80
„
1,00
„
Sogen. „Erzen“
3,00
„
10,00
„
Oefen und Condensatoren zeigen eine hohe Stufe der
Vollkommenheit. Das Werk gedeiht daher bei einem Durchschnittsgehalte von noch
nicht 1 Proc.
Die Stufferze werden in gepanzerten Schachtöfen verarbeitet, der Feingries zum
Theil in Fortschaufelungsöfen, zum Theil in Schüttöfen, der Grobgries in Alberti-Flammöfen und die sogen. Erze in
Fortschaufelungsöfen.
Als Condensatoren werden gabelförmige Guſseisenrohre in Verbindung mit einem
Kasten aus Eisen (Czermak'sche Condensatoren)
verwendet. Der Quecksilberverlust wird angegeben bei Schachtöfen und Czermak'schen Condensatoren zu 5 Proc., bei Alberti-Oefen zu 14,80 Proc., bei
Fortschaufelungsöfen zu 10 bis 12 Proc., bei Schüttöfen zu 6,5 Proc.
In Almaden sowohl wie in Idria ist das Verfahren der Quecksilbergewinnung ein
Oxydationsvorgang, indem durch den Sauerstoff der Luft der Schwefel des
Zinnobers zu schwefliger Säure oxydirt wird, während das frei gewordene
Quecksilber verdampft (Brenn- und Verdampfungsverfahren). Hingegen werden zu
Cornachino in Toscana die Erze mit Kalk (140k
Erz mit 84k Kalk) in Muffeln (2m,7 lang, 64cm breit, 32cm hoch) aus Guſseisen
geglüht (Niederschlags- und Verdampfungsverfahren), wobei das Quecksilber je
einer Ladung in 6 Stunden abdestillirt.
Blei bezieh. Silber.
Im Nachstehenden finden wir eine Abänderung des bekannten Zinkentsilberungsverfahrens
(Parkes-Prozeſs).
Nach dem üblichen Verfahren der Entsilberung des Werkbleies mittels Zink wird dieses
in das Bleibad eingerührt und nach einer gewissen Ruhepause der sich auf der
Oberfläche ansammelnde silberhaltige Zinkschaum abgeschöpft. Da diese Behandlungsweise einen
groſsen Zeitaufwand und viele Entsilberungskessel erfordert, auch an den Arbeiter
groſse Anforderungen gestellt werden, so schlägt E.
Honold in Bleihütte Binsfeldhammer bei Stolberg (Rheinland) ein
abgeändertes Verfahren und einen Apparat vor, wodurch die Arbeit mehr zu einer
continuirlichen und mehr mechanischen gemacht werden soll.
Nach Honold's Verfahren (D. R. P. Nr. 47218 vom 7.
Oktober 1888) wird das Zink nicht mehr in das Werkblei eingerührt, sondern das Blei
wird in geschmolzenem Zustande in feinen Strahlen durch ein Zinkbad geleitet, indem
das auf die Oberfläche des letzteren niederrieselnde Blei von selbst durch das
Zinkbad hindurchstreicht, weil das Blei specifisch schwerer als das Zink ist.
Das Zinkbad entzieht dem Werkblei seinen Silbergehalt, wobei der Zinkschaum nach oben
steigt und sich auf der Oberfläche des Zinkbades ansammelt.
Zur Ausführung dieses Verfahrens dient die in Fig. 17 und 18
dargestellte Einrichtung.
Die Batterie enthält hier fünf bis sechs etagenförmig angeordnete Einzelapparate A1 bis A5. Jeder Apparat
besteht aus einem trichterförmigen Zinkbadbehälter a,
welcher einen durchlöcherten Boden a1 besitzt. Dieser Trichter ist in ein
gleichgestaltetes, etwas gröſseres Gefäſs b eingesetzt,
an dessen Boden, durch einen Krümmer c vermittelt, sich
ein nach oben steigendes Rohr d anschlieſst, so daſs
a und d communicirende
Röhren bilden.
Auf die Mündung des Behälters a wird ein Sieb a2 gelegt. Rohr d besitzt einen Abfluſs e,
welcher nach dem nächsten Apparat führt.
Die Feuergase durchziehen in Richtung der Pfeile die ganze Batterie der Länge nach,
wobei sie zuerst den oberen Theil der Apparate und dann die Krümmer c bestreichen.
Behufs Ingangsetzens der Batterie werden die Trichter a
mit Kaufblei beschickt und dasselbe eingeschmolzen. Wenn dies geschehen, wird das
Zink aufgegeben und ebenfalls eingeschmolzen.
Der Stand des Bleies ist dann ungefähr der aus der Zeichnung ersichtliche; das Zink
wird in a entsprechend dem geringeren specifischen
Gewichte höher stehen als das Blei in d. Aus dem
Einschmelzkessel, welcher seinen Platz auf der linken Längsseite der Batterie
findet, gelangt das Werkblei auf das Sieb a2 des ersten Apparates A1 und rieselt von hier in feinen Strahlen
auf das Zink nieder und durchstreicht dasselbe, sein Silber abgebend.
Das zum gröſsten Theil entsilberte Blei geht seinen Weg weiter durch c und d nach A2
, um hier weiter entsilbert zu werden. So wird das Blei
durch sämmtliche Apparate geführt und flieſst aus dem letzten Apparate A5 silberarm ab; aus
diesem gelangt das Blei nach einem auf der rechten Seite aufgestellten Kessel, um
hier in üblicher Weise mittels Wasserdampfes vom mitgeführten Zink befreit zu werden. Der
sich bildende Zinkschaum wird in Folge seines leichteren specifischen Gewichtes in
dem Gefäſse a zurückbleiben und sich auf der Oberfläche
des Metallbades ansammeln. Von Zeit zu Zeit wird der Betrieb unterbrochen, die
Gefäſse werden durch Unterbrechung der Feuerung abgekühlt und dann mittels einer
Hebevorrichtung auf einmal herausgezogen. Das verbleibende Metall tritt durch den
durchlöcherten Boden a1
zurück, während der Zinkschaum auf demselben liegen bleibt, um von hier entfernt zu
werden.
Sollte es nun z.B. wünschenswerth erscheinen, den Reichschaum bezieh. Goldschaum vor
dem Herausnehmen aus den Trichtern a noch vorher besser
auszusaigern, so könnte dies, nachdem die Batterie abgekühlt war, einfach dadurch
geschehen, daſs man die Feuerung derart absperrt, daſs nur die beiden ersten Kessel
gefeuert werden.
Die Krümmer c liegen in einer kälteren Zone der
Feuerung. Dies hat den Zweck, zu verhindern, daſs nicht wie bei den bisherigen
Feuerungsanlagen der Entsilberungskessel durch die Circulation des von unten nach
oben steigenden wärmeren Bleies eine schlechte Abscheidung des Zinkschaumes erfolgt,
sondern daſs dieser Schaum und das eingeschmolzene Zink ruhig auf dem Blei
schwimmen, ohne sich weiter mit demselben zu mischen.
Die Feuerungsanlage ist ferner derart einzurichten, daſs die vier bis fünf ersten
Kessel sehr stark geheizt werden können, während die Temperatur der folgenden Kessel
mehr oder weniger niedrig gehalten werden kann, um während des Entsilberns zu
bewirken, daſs die aus den heiſsen Kesseln mit übergerissenen Zinkschaumtheilchen in
den letzteren kälteren Gefäſsen zum Ausscheiden gebracht werden.
(Fortsetzung folgt.)