| Titel: | Neuere Drehbänke. |
| Autor: | Pr. |
| Fundstelle: | Band 273, Jahrgang 1889, S. 529 |
| Download: | XML |
Neuere Drehbänke.
Mit Abbildungen im Texte und auf Tafel 28 und 29.
Neuere Drehbänke.
Lodge und Davis' Drehbank für Rothguſsarbeiten (Fig. 1).
Um Hähne, Ventile und dergleichen Bestandtheile mit möglichst wenigen Umspannungen
fertig zu stellen und doch regelrechte Bearbeitung zu ermöglichen, bauen Lodge, Davis und Comp. in Cincinnati, Ohio, Amerika,
eine Drehbank, welche mit stärkerem Spindelbetriebe, selbsthätiger Schlitten
Verschiebung, drehbarem Stichelsatz und selbständiger Gewindschneidevorrichtung
ausgerüstet ist.
Fig. 1, Bd. 273, S. 529 Nach American Machinist, 1888 Bd. 11 Nr. 25 *
S. 1, liegen die Eigenthümlichkeiten dieser Drehbank in der besonderen Ausführung
des doppelten Querschlittens, wodurch bei festgelegter Einstellung der Werkzeuge
eine gröſsere Unabhängigkeit für die Planarbeit erhalten wird. Der obere
Parallelschlitten, auf welchem der drehbare Stichelsatz angebracht ist, besitzt
Spindelverstellung durch die Griffkurbel, rasche Verschiebung aber mittels eines
sperrenden Griffhebels.
Der Hauptschlitten wird nach gewöhnlicher Art mittels Stufenscheiben,
Schneckentriebwerk und Zahnstangengetrieb selbsthätig und nach erfolgter Auslösung
des eingeschalteten Reibungsschlosses auch durch Hand bethätigt.
Auf der durch ein Belastungsgewicht zurückgezogenen, hinter der Wange liegenden
Parallelwelle ist das Gewindeschneidzeug angebracht, welches aus einem die Wange
übergreifenden Winkel besteht, um dessen Zapfen der Schneidstahlsupport schwingt, und nach
Bedarf zurück gelegt werden kann.
Diese Parallel welle wird mittels Stirnräder von der Drehbanksspindel in Drehung
versetzt, während durch eine aufgeschobene Gewindepatrone die Längsverschiebung in
deren Achsrichtung dadurch hervorgebracht wird, daſs ein geführter Gewindbacken an
dieselbe angeschoben wird. Behufs richtiger Anstellung ist der Schneidstahl in einem
kleinen Schlitten eingespannt.
G. Birch und Comp. in Salford bei Manchester bauen nach
Industries vom 27. Mai 1887 S. 532 eine
Mechaniker-Drehbank, welche mit Doppelspindel und mit allen Vorrichtungen zum
Drehen, Theilen, Schraubenschneiden und Fräsen ausgerüstet ist, welche hohen
Ansprüchen an Genauigkeit entspricht (Fig. 2).
Fig. 2., Bd. 273, S. 530 Aufser der vorderen Zeigertheilscheibe ist auf der Drehbanksspindel noch
eine zweite Schneckenradtheilscheibe mit Interpolationsvorrichtung (Zwischentheiler)
vorgesehen, mittels welcher es möglich wird, Schlittenverschiebungen bis
\frac{1}{1000} Zoll nachzuweisen. Das auf der Leitspindel
vorgesehene Spindeltriebwerk bietet in Verbindung mit Versatzrädern ein bequemes
Hilfsmittel zu Bogen- und Lineareintheilungen, sowie zu Schlitten Verschiebungen.
Die Reitstockspindel, sowie die Bewegungsspindel für den Querschlitten sind mit
Mikrometerscheiben ausgerüstet, so daſs die feinsten Quer- und Tiefstellungen
erhältlich werden. Der Betrieb der zweiten Spindel, welche für Gravirarbeit von
Medaillonen bestimmt ist, erfolgt in langsamer Gangart mittels Räderumsetzungen von
der Hauptspindel aus, der Arbeitsvorgang ist hierbei dem Pantographprinzipe
entsprechend.
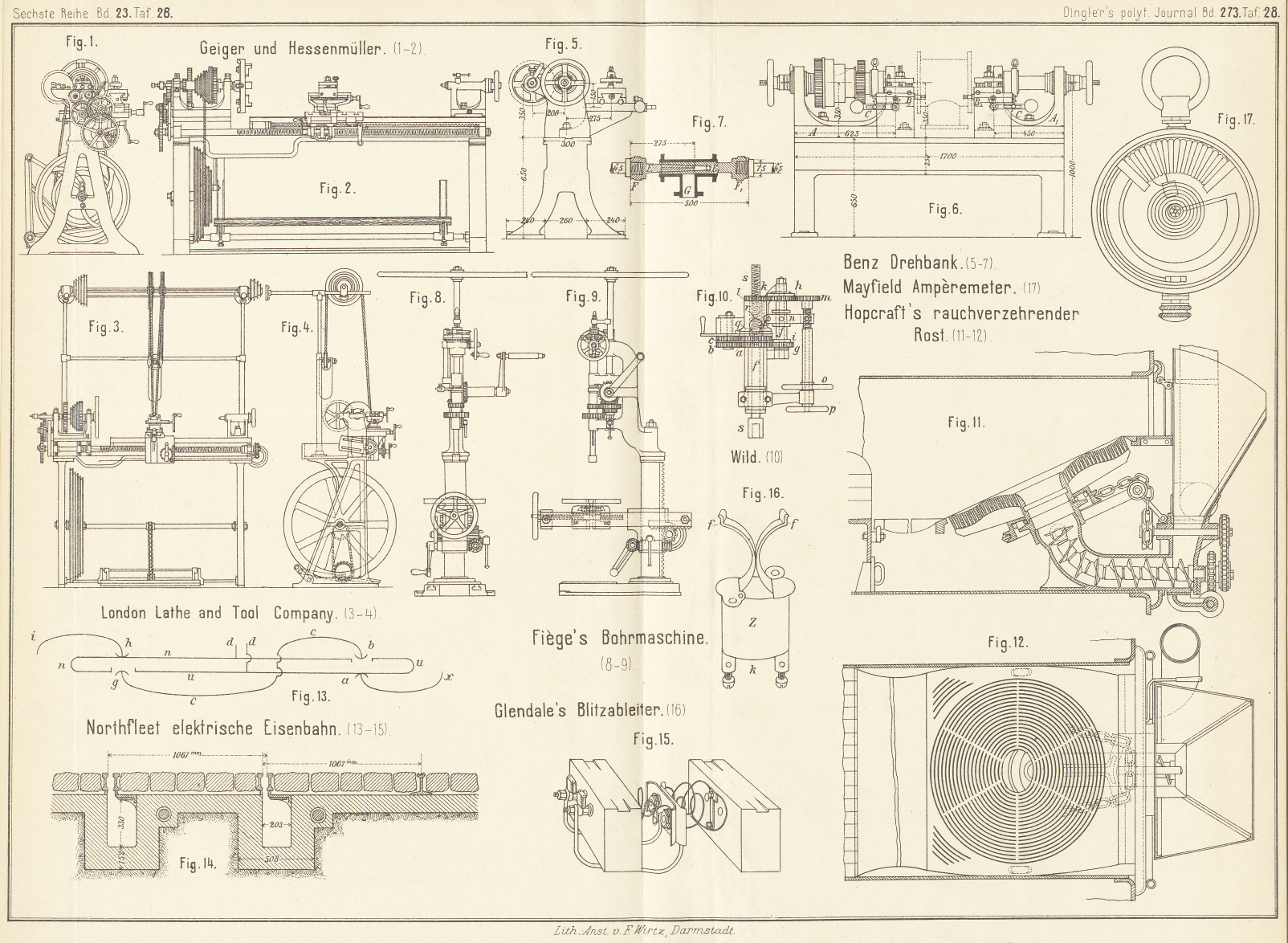
Von der Werkzeugmaschinenfabrik Ludwigshafen, Geiger und
Hessenmüller,
sind in München 1888
unter anderem auch einige Drehbänke ausgestellt worden, von denen eine, nach Uhland's Technische Rundschau, 1889 Bd. 3 Nr. 29 * S.
190, auf Fig.
1 und 2 Taf. 28 dargestellt ist.
Nebst den recht gefälligen Verhältnissen dieser Drehbank ist die
Trittbewegungsvorrichtung bemerkenswerth. Durch die eigenthümliche Anordnung der
Kurbelstange an einem Winkelhebel in einer gewissen Schräglage zum Schwingungsbogen
wird erreicht, daſs der Weg im Kurbelzapfenkreise für den Niedergang des Trittes
gröſser wird, als für den Aufgang desselben. Hiernach wird aber auch die Zeitdauer
für die Kraftäuſserung durch den Fuſs verlängert, während für den Rückgang, für das
Heben des Fuſses eine kleinere Zeit gebraucht wird, oder der Tritt dem sich
erhebenden Fuſse rasch folgt. Diese aus Fig. 1 und 2 Taf. 28 leicht
verständliche Drehbank ist mit Rädervorgelege und Leitspindel ausgestattet.
Drehbank mit Fuſsbetrieb für Feinmechaniker.
Von der London Lathe and Tool Company wird nach The Engineer vom 17. Februar 1888 * S. 138 eine
Fuſsdrehbank gebaut, welche bemerkenswerthe Eigenthümlichkeiten zeigt.
Die Verbindung der Antrieb welle mit dem Tritthebel ist mittels Kette und Kettenräder
durchgeführt (Fig.
3 und 4), von denen das untere lose und excentrisch auf der Trittspindel läuft,
wodurch ein rascher Rücklauf und bequeme Hubregelung erhalten wird. Ein leichtes
Gerüst aus Eisenrohr mit Wandstreben trägt das Vorgelege für Fräserarbeit, von
welchem mittels Schnurrolle und Schneckentriebwerk die Leitspindel für den Fall
bethätigt wird, wenn die Drehbankspindel steht. Die Sicherung dieser Spindel erfolgt
durch den federnden Stellstift, welcher in die Theilscheibe eingesetzt wird. Um die
Leitspindel unabhängig von dem Versatzräderwerke zu machen, ist dieselbe getheilt
und diese Theile mit einer Zahnkuppelung leicht zu verkuppeln (Fig. 3). Der Schlitten
gleitet an der Vorderseite der Wange und wird bei Hand durch ein Getriebe verstellt,
welches in die festgestellte Leitspindel eingreift, die gleichsam als Zahnstange
wirkt, während beim Selbstbetriebe dieses Getriebe durch einen federnden Sperrzahn
(Fig. 3)
festgelegt, die Wirkung einer Spindelmutter erfüllt. Auf dem Querschlitten wird ein
Drehstück aufgeschraubt, in welchem nach Bedarf der Stahlhalter für die gewöhnliche
Dreharbeit oder ein Fräsersupport Angesetzt wird, der für das Räderfräsen sowohl als
für besondere Fräsearbeit eine Fräsegabel trägt. Zum Freidrehen kann in dem Halter
entweder eine Stahlauflage oder eine Führungsplatte für das Bohren Angestellt
werden. Selbstverständlich sind sämmtliche Schlittenverschiebungen bei theilweisen
Spindeldrehungen aus der Zahl der Sperrzähne leicht zu bestimmen, so daſs
beispielsweise der Querschlitten um \frac{1}{200} Zoll vorgeschoben wird,
sobald das 25 zähnige Sperrrad um einen Zahn vorgedreht wird.
J. Benz' Rohrflanschen-Doppeldrehbank.
Nach einem bei den Locomotivräderdrehbänken verwendeten Grundsatze ist diese
Doppeldrehbank ausgeführt, nur daſs hierbei die kreisende Reitstockspindel keinen
selbständigen Antrieb besitzt, sondern durch das Werkstück mitgedreht wird.
Eigenthümlich und bemerkenswerth ist nach dem Praktischen
Maschinen-Constructeur, 1889 Bd. 22 * S. 101, die dem Zwecke des
Flanschendrehens recht gut entsprechende Anordnung der Supporte, deren
Schlittenwinkel (Fig. 5 und 6), seitlich vorragend, an
dem Vorderlager des Spindel- bezieh. Reitstockkörpers angegossen sind. Besonders
einfach ist die Einspannvorrichtung für gleichartige Rohrstutzen mittels Spannbüchse
und Kegel durchgeführt, welche auf den inneren Spindeln der Drehbank aufgeschraubt,
mittels Handradmuttern gegensätzlich angeschoben werden, wodurch sich die
geschlitzte Spannbüchse in das abzudrehende Rohrwerkstück einpreſst.
Selbstverständlich ist diese Drehbank für die verschiedensten Rohrlängen
eingerichtet.
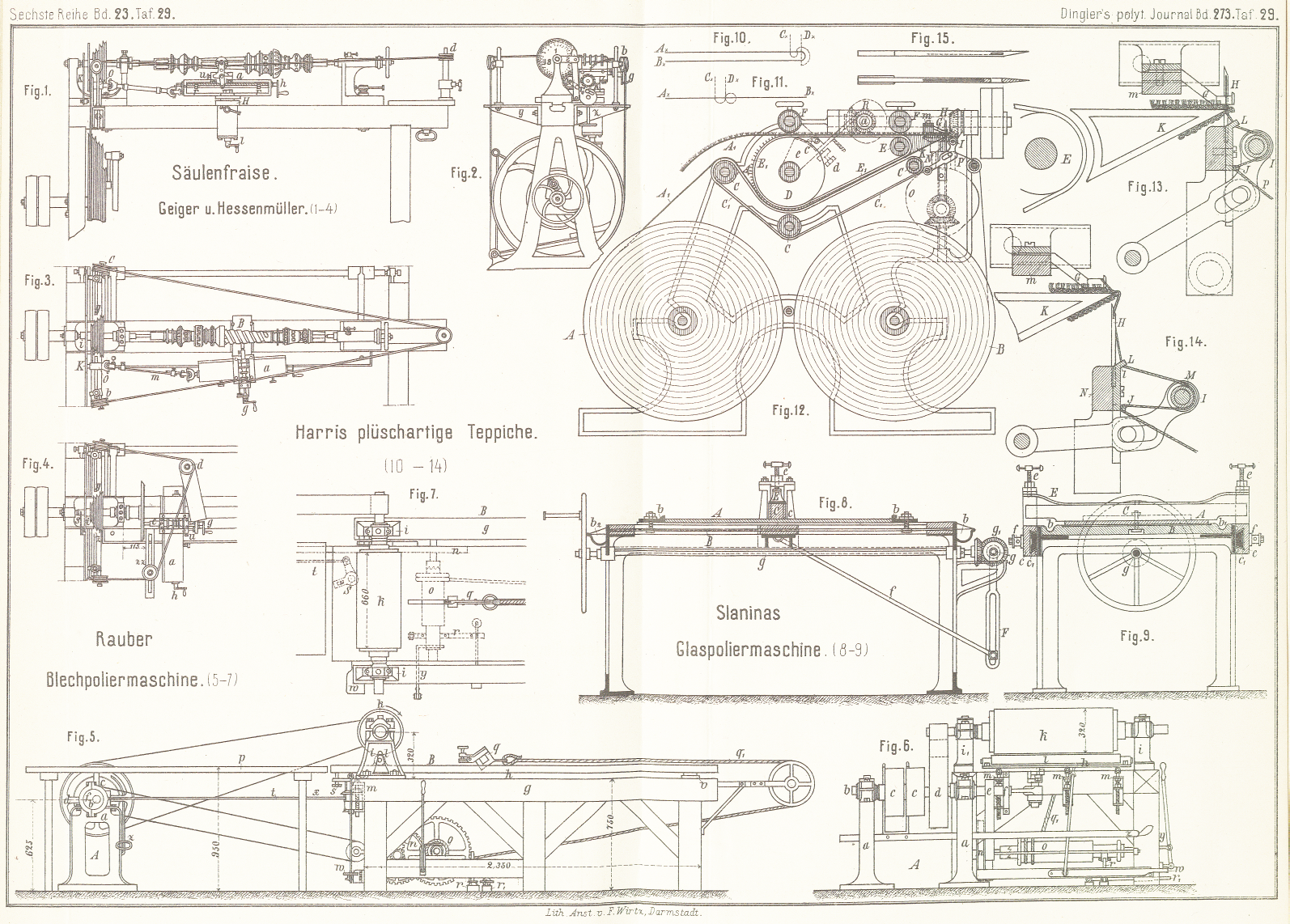
Geiger und Hessenmüller's Säulenfräse- und Drehbank.
Verzierte Holzsäulen, Füſse u. dgl. werden auf der mit Fräsevorrichtung ausgerüsteten
Drechselbank rasch und sauber bearbeitet, mit geraden und gewundenen Canellirungen,
Sternwulsten, Perlenleisten in beliebiger Theilzahl versehen.
Die in der Revue industrielle des Machines outils, 1889
Bd. 3 Nr. 4 * S. 25, beschriebene und in Fig. 1 bis 4 Taf. 29 dargestellte,
mit Tritt- und Riemenantriebstheilen ausgerüstete Maschine hat nebst den einer
Drechselbank eigenthümlichen Bestandtheilen, wie Spindel- und Reitstock, sowie
Stahlauflage, noch einen drehbaren Kreuzsupport mit der Fräsespindel, sowie die zu
deren Betriebe erforderliche Schnurleitung.
Auſserdem ist die Spindel mit Theilvorrichtung ausgerüstet, und zur Erzeugung von
Gewindnuthen am Werkstücke ist noch eine die Hauptspindel mit den Supporttheilen
verbindende Uebertragungswelle vorgesehen.
Soll nun der auf dieser oder einer anderen Drechselbank glatt abgedrehte Säulenfuſs
verziert werden, so wird vorerst der Schnurtrieb über drei Leitrollen b, c und d in wagerechter
Ebene, und gleichzeitig die Fräserrolle f umschlingend,
längs der Wange dreieckförmig abgeleitet.
Für die Bildung von Perlenschnüren wird alsdann die Uebertragungswelle m ausgerückt und der dadurch selbständig gewordene
Fräsersupport an die zu verzierende Leiste angestellt, die Hauptspindel müdem
Werkstücke aber durch den Stellhebel s (Fig. 3) und mittels der
Theilscheibe i festgestellt. Bei entsprechender
Drehverstellung der Theilscheibe
i werden mittels ausgewählter Formfräser Perlen- und
Knopfverzierungen mittels der Handkurbel g
angearbeitet. Zur Herstellung erhabener und vertiefter Sternmuster in Wülsten ist
zwischen Fräserlager und Kreuzsupport eine Formplatte eingeschaltet, welche sonst
bei glatter Arbeit festgestellt ist.
Die gleiche Einrichtung besteht für die Erzeugung gerader Schaftcanellirungen, nur
daſs hierbei die Bethätigung der Fräserspindel durch die Handkurbel h bewerkstelligt wird, wobei zur genauen Begrenzung der
Nuthenlänge Stellklötzchen r, r am Supporte a angeordnet werden. Selbstverständlich wird der
Support a der Kegelform des Säulenschaftes entsprechend
schräg anzustellen sein.
Wenn aber spiralig gewundene Nuthen einzufräsen sind, so braucht bloſs zwischen der
Leitspindel h im Supporte a und der Hauptspindel eine Verbindung durch die gelenkige
Uebertragungswelle m mittels eigens gewählter
Versatzräder r, l stattzufinden, um die geradlinige
Fräserschlittenbewegung durch h zu einer
verhältniſsmäſsig bemessenen Drehbewegung des Werkstückes mit verwenden zu
können.
Bei mehrfachen Gewindnuthen wird nach Beendigung jeder Nuth der Stellzeiger s in einem beliebigen Punkte der Theilscheibe i eingestellt, das Räderwerk ausgerückt, die der
Nuthzahl entsprechende Verdrehung des Werkstückes vorgenommen, das Räderwerk k, l wieder eingerückt, der Stellzeiger s zurückgestellt und der Fräsebetrieb in früherer Weise
wiederholt.
Zur Bildung ebener Sternrosetten ist die aus Fig. 4 ersichtliche
Anordnung getroffen, wobei y und z die Leitrollenträger bedeuten.
Pr.