| Titel: | Maschinen für die Herstellung von Zahnrädern. |
| Autor: | Pr. |
| Fundstelle: | Band 277, Jahrgang 1890, S. 224 |
| Download: | XML |
Maschinen für die Herstellung von
Zahnrädern.
(Fortsetzung des Berichtes S. 49 d.
Bd.)
Mit Abbildungen auf Tafel
13.
Maschinen für die Herstellung von Zahnrädern.
Räderfräsemaschine von Sainte, March
und Co.
Obwohl die Hauptanordnung dieser Räderfräse derjenigen von Whitworth ähnlich ist, so unterscheidet sich dieselbe doch in
bemerkenswerthen Einzelheiten. Es sind namentlich diejenigen Einrichtungen
hervorzuheben, mit welchen das Fräsen von Schneckenrädern und Schrägzahnrädern mit
schraubenförmig gewundener Zahnflanke ermöglicht wird.
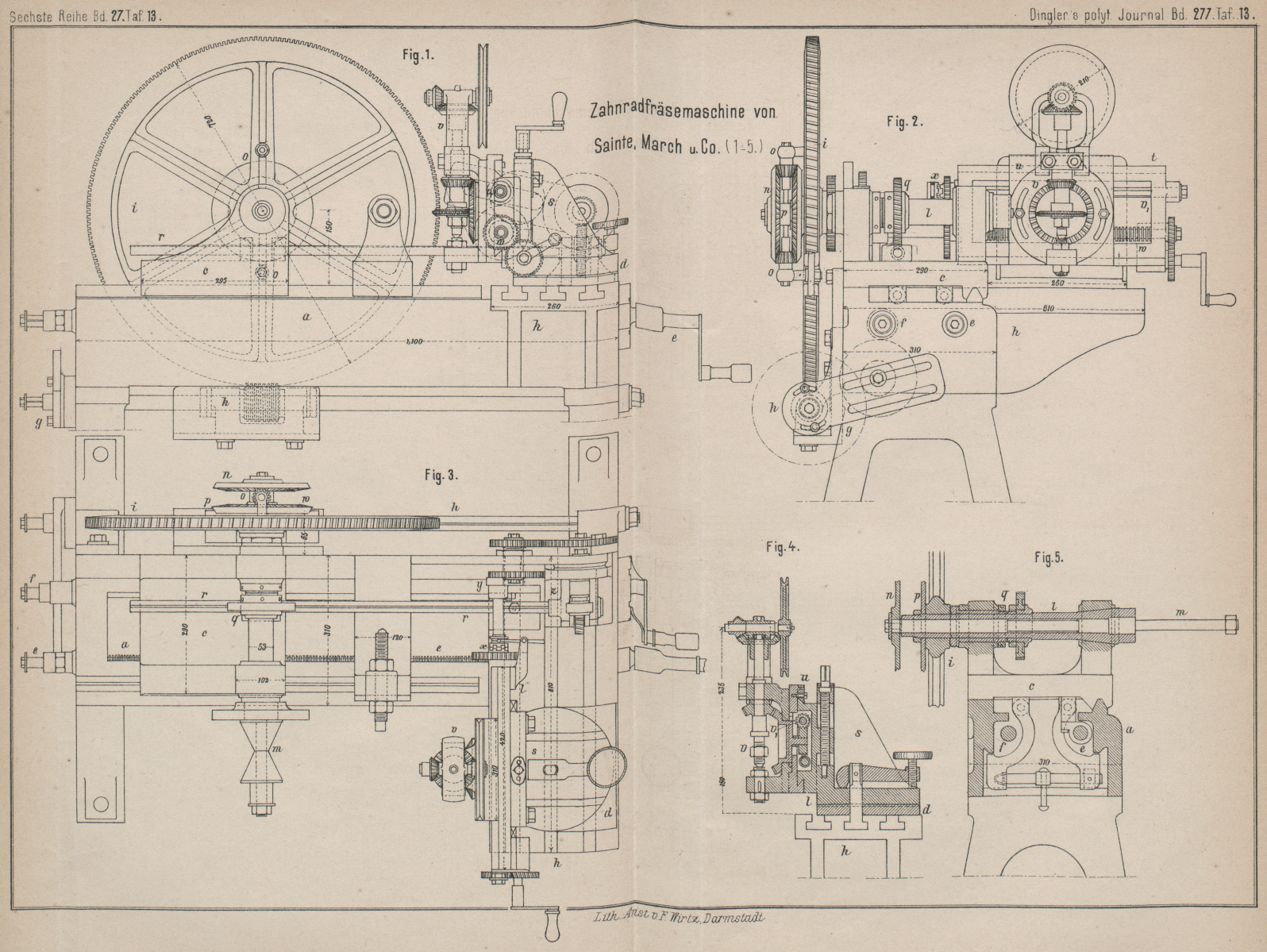
Nach Revue industrielle, 1890 * S. 115, besteht diese
Maschine aus einer Wange a, welche, mit dem Quertisch
einen Winkel bildend, Führung und Auflage sowohl dem Spindelstock c als auch dem Fräseträger d gewährt. Der aus Fig. 5 ersichtliche
Querschnitt der Längswange zeigt eine flache und eine dachförmige Führungsleiste für
die Auflage des Spindelstockes und zwei innere Schrägleisten für die Feststellung
desselben mittels zweier Hebelspreizen, die durch eine Querschraube an die
Schrägleisten angedrückt werden.
Die Einstellung des Spindelstockes kann durch unmittelbaren Kurbelbetrieb der
Schraubenspindel e (Fig. 2 und 3), die absatzweise
Verschiebung desselben zum Zwecke geradliniger Eintheilung beim Fräsen von
Zahnstangen jedoch nur durch die Stellkurbelwelle f bei
einfacher Räderübertragung auf die Schraubenspindel e
durchgeführt werden. Mittels Versatzräder, welche auf der stellbaren Schlitzplatte
g (Schere) angeordnet sind, wird die Keilnuthwelle
h durch die Stellkurbelwelle f betrieben und dadurch das groſse Theilrad i durch Vermittelung der Schnecke k gedreht, deren Lagerstück an dem Spindelstock c befestigt ist und mit diesem sich verschiebt.
Das groſse Theilrad i sitzt nicht auf einem Keil,
sondern lose und frei auf der Hohlspindel l (Fig. 5), durch
welche die eigentliche Tragspindel m geschoben ist.
Beide Spindeln l und m
werden derart mittels einer aus zwei Winkelradpaaren bestehenden Einrichtung
verkuppelt, daſs nach Bedarf eine beliebige relative Verdrehung beider Spindeltheile
ermöglicht ist. Diese gegensätzliche Verdrehung beider Spindeltheile, welche während
des Fräsens einer Zahnlücke gleichmäſsig und verhältniſsmäſsig zur geradlinigen
Fräserschlittenverschiebung erfolgt, erzeugt in Verbindung mit letzterwähnter
Bewegung einen Schraubengangtheil. Hiernach sind die Flankentheile der Zähne eines
Schrägrades nach Schraubenlinien gekrümmt und nicht wie bei einfacher fester
Schrägstellung der Fräserebene zur Radachse des Werkstückes gerade.
Wird diese Relativ Verdrehung abgestellt und dadurch das äuſsere Spindelrohr l festgelegt, so gewährt dieses gewissermaſsen den
festen Stützpunkt für
die eigentliche Verdrehung bezieh. Drehverstellung des Theilrades i.
Wenn hingegen diese gegensätzliche Verdrehung beider Spindeln, nur einmal bezieh.
zweimal als feste Verstellung vorgenommen wird, so kann diese beim Nach fräsen der
Zahnflanken eines Winkelrades, wie später erklärt werden soll, wesentliche Dienste
leisten.
Diese Spindelkuppelung besteht aus dem Winkelrade n
(Fig. 2
und 5),
welches auf der Tragspindel m aufgekeilt ist und das in
die beiden Winkelrädchen o greift, die um feste Zapfen
frei kreisen, welche an die Arme des Theilrades i
angesetzt sind. Diese beiden Rädchen o stehen im
Eingriff mit dem Winkelrade p auf der Hohlspindel l, während letztere vermöge des Schneckentriebwerkes
q r entweder festgehalten ist oder durch die
Schneckenspindel r gedreht werden kann. Im ersten Fall
hat eine Verdrehung des Theilrades i eine Drehung der
beiden Getriebe o, demgemäſs eine Verstellung der
Spindel m mit dem Rade n
zur Folge. Da nun auf m mittels Spannkegeln (Fig. 3) das
Werkstückrad aufgespannt ist, so wird dieses hierdurch um den Betrag seiner
Bogentheilung verdreht.
Wenn hingegen nach erfolgter Einstellung des Werkstückrades durch die Stellkurbel f die Schnecke r während
des Fräseganges in Betrieb gesetzt wird, so gewährt das festgestellte Theilrad i vermöge seiner Zapfen o
den Stützpunkt für die Drehung des Spindelrades p durch
m und n.
Der Fräsersupport besteht aus einem Winkel s (Fig. 1, 2 und 4) mit
kreisförmiger Fuſsplatte, wodurch eine Verdrehung desselben auf der Schlittenplatte
d um einen centralen Spannbolzen (Fig. 4) und eine
Verstellung längs der Querwange ermöglicht ist.
An der lothrechten Wand des Supportwinkels s ist eine
wagerechte Führungswange t in der Höhenrichtung mittels
Schraubenspindel stellbar, auf welcher eine Schlittenplatte u verschiebbar ist und die das Spindellager v
trägt, welches ebenfalls in die erforderlichen Winkellagen eingestellt werden
kann.
Indem nun ein an der inneren Lagerseite vorgesehenes Winkelrad auf der Fräserspindel
das in der Schwingungsachse des Lagerstückes befindliche gröſsere Winkelrad
bethätigt, wird vermöge eines kleinen Schneckentriebwerkes v1 die gleichbenannte Keilnuthwelle in der
Wange t und durch Vermittelung eines Stirnradpaares die
Schraubenspindel w getrieben, welche die gleichmäſsige
Verschiebung des Fräserschlittens bewirkt, Um nun beim Zurücklegen des
Fräserschlittens durch die Handkurbel nicht vom treibenden Räderwerk behindert zu
sein, ist die Ausrückkuppelung x vorgesehen.
Die Schraubenspindel w ist ferner nach hinten zu
verlängert; dieser mit Keilnuth versehene, sonst glatte Spindeltheil schiebt sich
durch ein Hülsenrad y, welches durch Vermittelung von
Versatzrädern, die auf einer stellbaren Schlitzplatte entsprechende Anordnung finden, das
Schneckentriebwerk z bezieh. die Schrägzahnräder z bethätigt und hiernach die Keilnuthwelle r sammt Schnecke, d. i. das Schneckenrad q7 treibt, wodurch jene
bereits beschriebene Relativ Verdrehung der Spindeln m
und l hervorgerufen wird.
Bemerkenswerth ist noch die Herstellung von Winkelrädern mittels des Fräsewerkes.
Nachdem der Supportwinkel mit der Wange t in die
vorbestimmte Schräglage eingestellt worden ist und sämmtliche Zahnlücken des
Winkelrades in gleichbleibendem, kleinstem Formquerschnitt durchgefräst worden sind,
wird das Werkstückrad um einen bestimmten kleinen Betrag relativ gegen das Theilrad
verdreht, was mit der Handkurbel an der Führungswange t
bewerkstelligt werden kann.
Hierdurch werden die äuſseren Zahnquerschnitte am Kegelrade einen gröſseren
Drehungsbogen zurücklegen als jene der Kegelspitze zugekehrten. Wird nun das Fräsen
bei ausgerücktem Triebwerk yz fortgesetzt, so muſs das
Fräsewerkzeug, der Relativverdrehung entsprechend, von jeder Zahnflanke nunmehr
verschieden starke Schichten abnehmen, welche natürlich nach der Kegelspitze zu sich
verjüngen.
Dieses Verfahren wird auch für die Ausbildung der anderen Zahnflanke wiederholt,
wobei die Relativ Verstellung des Werkstückes nach entgegengesetztem Drehungssinn
zur vorhergehenden durchzuführen ist.
Pr.
Tafeln