| Titel: | Neuere Blechbiegemaschinen. |
| Autor: | Pr. |
| Fundstelle: | Band 277, Jahrgang 1890, S. 544 |
| Download: | XML |
Neuere Blechbiegemaschinen.
Mit Abbildungen im Texte und auf Tafel 28.
Neuere Blechbiegemaschinen.
Das Biegen der rothwarm gemachten Kesselbleche erfolgt mittels Walzen, welche das
zwischen dieselben eingeführte Blech unter Druckäuſserung abbiegen und zugleich
fortschieben, ferner mittels Formpressen, wobei das Biegen der warmen bezieh. kalten
Bleche streifenweise oder auf einmal vorgenommen wird.
Bei den Blechbiegewalzmaschinen wird der Biegevorgang nicht auf einmal durchgeführt,
sondern bei allmählicher Drucksteigerung bis zur Fertigstellung des
Kesselschluſsbleches öfters wiederholt, einestheils um den Fortgang der Formänderung
besser verfolgen zu können, als auch um eine zu starke Beanspruchung der Druck- und Triebwerke
zu vermeiden.
Da aber diese Wiederholungen nicht unbedeutende Zeitverluste bedingen, das zu
walzende Blech währenddeſs erkaltet und dadurch dem Abbiegen gröſseren Widerstand
entgegenstellt, auch bei fortschreitender Krümmung des Kesselbleches die Hebelarme
der Druckkräfte immer kleiner werden, so sind alle diejenigen Einrichtungen zu
empfehlen, durch welche die Nachstellung der Druckwalze erleichtert und beschleunigt
wird.
Bei gröſseren Blechbiegemaschinen wird daher die Lagereinstellung der Biegewalze
mittels Kraftbetrieb rasch durchgeführt und der Maschinenführer möglichst in die
verlängerte Mittelachse der Maschine aufgestellt, so daſs er weit abseits, und daher
vor der strahlenden Hitze geschützt, den Arbeitsverlauf gut verfolgen und
dementsprechend die Steuerung der Maschine besorgen kann.
Werden geschlossene Kesselringe gerollt, so muſs selbstverständlich einer der beiden
Lagerkörper abgehoben und die im Rohr befindliche Walze nach einer Seite freigelegt
werden, um das so gebildete Kesselrohr herausziehen zu können. Auch diese Arbeit
wird zu erleichtern gesucht, indem dieses Walzenlager zum Kippen eingerichtet wird
und nur die Lagerschale ausgehoben zu werden braucht.
Weil aber bei dieser Einrichtung eine Schräglage der Walze unvermeidlich ist, so muſs
das andere Walzenzapfenlager gelenkig ausgeführt sein. Damit gewinnt man aber den
Vortheil, nicht nur cylindrische, sondern auch kegelförmige Rohre bequem rollen zu
können, sobald die Verstellung der Lager unabhängig von einander durchführbar ist.
Es muſs daher bei der Steuerung mittels Kraftbetrieb eine selbständige Aus- und
Einrückung des Triebwerkes jedes einzelnen Drucklagers vom Standplatz des
Maschinenführers aus vorgesehen sein.
Je nach Lage, Wirkungsweise und Anzahl der Walzen unterscheidet man
Biegewalzmaschinen: mit zwei getriebenen Stützwalzen und einer leerlaufenden
stellbaren oberen Druckwalze, welche auf der inneren Hohlfläche des Blechrohres
wirkt; Maschinen mit zwei über einander gestellten Klemmwalzen, welche das Blech
gegen eine oder zwei Biegewalzen führen, an welche sich die Auſsenseite des
Blechrohres legt; und sogen. Blechspannmaschinen mit drei gleichmäſsig getriebenen
Stützwalzen und vier oberen Druckwalzen.
Gewöhnlich sind die Walzen wagerecht gelagert, nur von Einzelnen (Scriven) ist die stehende Lage gewählt.
Zum Anbiegen der Ränder an Kesselböden, sowie der Flanschen an geschweiſsten
Flammrohren werden in neuerer Zeit auch Biegemaschinen mit kurzen Walzen
gebraucht.
Mächtige Blechpressen mit Wasserdruckbetrieb, in wagerechter und lothrechter
Anordnung mit entsprechenden Formplatten, sind bei groſsen Brückenbauten
(Forthbrücke), auf Schiffswerften und Kesselschmieden in neuerer Zeit mehrfach
benutzt, sowie zur Herstellung von gewellten Feuerrohren auch Wasserdruckpressen,
welche den bekannten standfesten Nietmaschinen ähnlich sind, Verwendung finden.Ueber Blechbiegemaschinen vgl. A. Bachmann
Blechrollmaschine für Galloway-Siederohre. Mourailles hydraulische Blechpresse 1881 240 * 158. Scriven
Blechbiegemaschine mit drei stehenden Walzen 1882 245 519. Fielding und Platt
hydraulische Biegemaschine 1882 246 * 361. Thyssen und Bachmeyer Wellblechpresse 1883 247 139. Witthoft
und C. Schulze Blechbiegemaschine 1883
248 * 60. Howaldt Plattenbiegemaschine für Schiffbau 1883 249 * 247. Kesseler
Wellblechbiegemaschine 1883 250 * 59. J. Bach Blechspann- und Richtmaschine 1885 255 *18. Eckardts
Biegemaschine 1885 256 * 210. Scriven und Tweedy Richt- und Biegemaschine
1886 260 * 303, 572. Eltringham hydraulische Presse 1887 265
* 481. J. O. Brien Ränderbiegemaschine
für Kesselböden 1887 266 * 149. G. Booth Biegemaschine für Flammrohrflanschen
1887 266 * 582. Blechbiegepresse mit
Druckwasserbetrieb bei der Forthbrücke 1888 269 *
242. Holmes hydraulische Presse für gewellte
Feuerrohre 1889 274 * 480. Hilles und Jones Blechbiegemaschine 1889 274 * 150.
Doty's Blechbiegemaschine (Fig. 1).
Diese von der New Doty Manufacturing Co. in Janesville,
Wisconsin, Amerika, gebaute Maschine hat nach Iron,
1890 vom 7. Februar * S. 113, zwei Klemm walzen, von denen die obere beständig
getrieben wird, während die untere bei jedem Blechdurchgang allemal zuerst nur eine
halbe Umdrehung durch das Triebwerk gezwungen macht, um dadurch den Einzug des
Bleches zu sichern.
Fig. 1., Bd. 277, S. 545
Nach Vollendung dieser halben Umdrehung wird vermöge einer
Ausrückkuppelung das Triebwerk dieser unteren Klemmwalze abgestellt, so daſs
dieselbe freidrehend geworden, vom durchgeführten Blech mitgenommen wird. Hierdurch
wird ein Gleiten vermieden, welches durch den Unterschied der Abwickelungsstrecken
der inneren Höhlfläche und der äuſseren Mantelseite des Blechrohres gegeben ist. Die
Lager der unteren Klemmwalze sind der Blechstärke entsprechend stellbar
eingerichtet, während die obere Klemmwalze eine feststehende Achslage beibehält. Um beim Biegen
geschlossener Kesselringe die eine Walzenseite freizulegen, wird der im Lagerständer
eingeschobene Lagerkopf vollständig entfernt.
In den zur lothrechten Achsenebene der Klemmwalzen parallel liegenden
Schlitzführungen der beiden Ständer ist die seitlich vorliegende Biegewalze
stellbar, indem die Lagerstützspindeln mittels Hand- und Winkelräder bethätigt
werden, während bei stärkeren Maschinen Schnecken trieb werke vorgesehen sind.
Der Betrieb der oberen Klemmwalze erfolgt durch Vermittlung zweier Radsätze von einem
offenen und einem geschränkten Riemen, welche abwechselnd auf die mittlere
Festscheibe verlegt werden. Die Uebertragung der Betriebskraft auf die untere
Klemmwalze wird in Verbindung mit einer auslösenden Zahnkuppelung durch zwei
Getriebe besorgt und zwar nur während der Dauer einer halben Walzenumdrehung.
Hilles und Jones'
Blechbiegemaschine (Fig. 2).
Die Herstellung geschlossener Kesselringe wird durch die von The Hilles and Jones Co. in Wilmington, Delaware, gebaute
Blechbiegemaschine ganz besonders erleichtert. Nach American
Machinist, 1890 Bd. 13 Nr. 12 * S. 2, besitzt diese Maschine zwei
getriebene Stützwalzen und eine freilaufende Oberwalze, deren Zapfenverlängerung als
Hebelstütze dient, sobald das Kipplager herabgedreht bezieh. die Oberschale entfernt
und der vordere Walzenzapfen freigelegt ist.
Fig. 2., Bd. 277, S. 546
Die Lagerkörper für die Oberwalze laufen in starke Schraubenspindeln aus, welche in die Mutterräder
eingreifen, die an jedem Ständerfuſse liegen und welche gleichzeitig von der
gemeinschaftlichen Schneckenwelle betrieben werden. Um beim Rollen kegelförmiger
Ringe eine entsprechende Schräglage der Oberwalze zu erzielen, braucht bloſs die am
Mittelständer angebrachte Wellenkuppelung zeitweilig gelöst und bei fester
Einstellung des Kipplagers das Mittellager in entsprechender Weise gesenkt zu
werden.
Sämmtliche Einstellungen der Oberwalze werden mit einem selbständigen Riementriebwerk
durchgeführt, welches durch Vermittelung einer doppelseitigen Reibungskuppelung
bekannter Bauart auf die Walzenlager einwirkt. Ein gleiches, aber stärker
ausgeführtes Riemenwerk treibt die beiden unteren schmiedeeisernen Stützwalzen,
deren Getriebe aus Stahlguſs gefertigt sind. Beide Walzenständer sowie die
Wellenlager des Triebwerkes liegen auf einer gemeinschaftlichen Bettplatte, so daſs
hierdurch eine genaue Walzenführung gesichert wird.
Niles' Blechbiegewalzwerk (Fig. 3).
Zum Biegen 38mm starker und 4876mm (16') breiter Schiffsbleche ist dieses von Niles Tool Works, Hamilton, Ohio, für die Norfolk
Schiffswerft gelieferte Blechbiegewerk von 100t
Gesammtgewicht bestimmt. Dasselbe besitzt nach American
Machinist, 1889 Bd. 12 Nr. 32 * S. 1, vier Walzen aus Schmiedeeisen, von
welchen die beiden mittleren, die genau über einander liegen, das eingeklemmte Blech
fortschieben und deshalb angetrieben werden müssen, während die beiden äuſseren in
ihren stellbaren Lagern lose umlaufen.
Fig. 3., Bd. 277, S. 547
Weil aber Schiffsbekleidungsbleche in der Regel schräg gewalzt bezieh. gebogen
werden, so ist durch Einschaltung von ausrückbaren Zahnkuppelungen und durch Antrieb
dieser Lagerstellwerke von der Mitte aus Vorkehrung getroffen, die einzelnen Lager
der Biegewalzen beliebig
und unabhängig von einander einzustellen, wozu eine Zwillingsdampfmaschine dient,
während eine gröſsere Zwillingsmaschine die mittleren Klemmwalzen treibt, von denen
die untere in stellbaren Lagern läuft. Die ganze Maschinenanlage ist auf eine starre
Bettplatte aufgebaut.
Von den Niles Tool Works soll in nächster Zeit noch eine
gewaltigere Blechbiegemaschine, von 200t Gewicht,
geliefert werden, bei der eine der beiden Mittelwalzen 813mm Durchmesser bei 6700mm Länge und 35t
Gewicht besitzt.
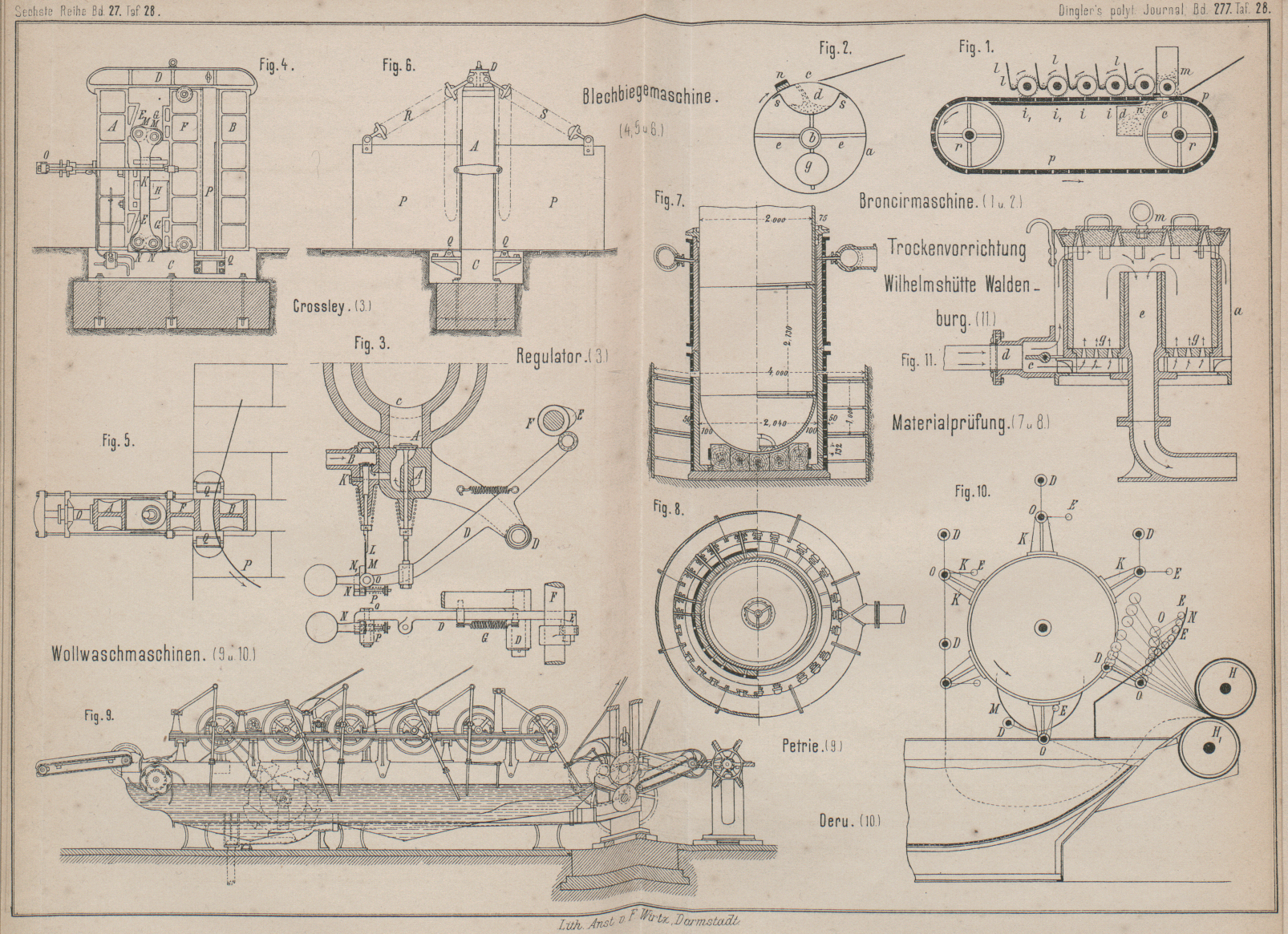
Eltringham's Blechbiegepresse
(Fig. 4
bis 6 Taf.
28).
Mit dieser bei Fielding und Platt in Gloucester gebauten
Biegemaschine werden Bleche streifenweise im kalten Zustande gebogen, wobei
Druckwasser als Betriebskraftmittel angewendet wird.
Diese nach Industries, 1889 Bd. 7 Nr. 28, abgebildete
Maschine bildet mit den Standsäulen A, B, der
Grundplatte C und dem Kopfbalken D einen starren Rahmen, in welchem ein beweglicher
Formbalken F parallel zu den Ständern A, B auf Rollen laufend sich verschieben läſst.
Diese Parallelverschiebung wird durch Vermittelung eines Hängerahmens K, welcher an dem Kolben des an A angeschraubten Druckwassercylinders H
angelenkt ist, in der Weise durchgeführt, daſs die in den Rahmenenden befindlichen
Rollen MN an zwei Keilbahnen E des Ständers A und zugleich an die
lothrecht stehenden Bahnen G des Formbalkens F sich stützen. Um die Rollenzapfen zu entlasten,
berühren sich die Rollenpaare MM bezieh. NN an ihren Umfangen. Eine Erhebung dieses Hängerahmens
K bedingt demnach eine verhältniſsmäſsige
Verschiebung des Formbalkens F gegen den entsprechend
geformten Seitenständer B.
Nach beendeter Druckwirkung wird der Formbalken F durch
das an der Rückseite des Ständers A vorgesehene
Druckkolben werk O mittels Zugstangen zurückgestellt,
während der Hängerahmen K durch sein Eigengewicht den
Kraftkolben H so weit niedertreibt, als die zur
Wasserersparniſs eingerichtete Hubbegrenzung es zuläſst. Hierauf wird das auf Rollen
Q hochkantig sich stützende Blech P um 600mm
fortgeschoben und der folgende Streifen fortlaufend angebogen. Zur Erleichterung
dieser Hantirungen dienen die am Kopfbalken D
angeschlossenen Rollenzüge R und S.
Bei dieser raumsparenden Maschine ist eine Ueberanstrengung der arbeitenden Theile
ausgeschlossen, sowie mit dieser Maschine ein fester und gleichmäſsiger Anschluſs
der Nahtränder der Bleche ermöglicht wird.
Davis' Ränderbiegemaschine für
Kesselböden (Fig. 7).
Nach American Machinist, 1890 Bd. 13 Nr. 9 * S. 1,
besteht diese, von J. B. Davis und Sohn in Hartford,
Connecticut, gebaute Ränderbiegemaschine für Kesselböden von 965 bis 2438mm Durchmesser aus einem Drehtisch mit
entsprechender Formplatte und einer Druckscheibe, mit welcher das erhitzte
Bodenblech auf die kreisende Formplatte geklemmt wird. Diese Druckscheibe wird durch
eine stehende Handradspindel gehoben bezieh. niedergepreſst, welche in einem aus ⊏-Eisen zusammengesetzten Gerüstbalken sitzt, welcher als
Standplatz für einen der Arbeiter dient.
Fig. 7., Bd. 277, S. 549
Auf den beiden, an das Mittelstück angeschlossenen Wangen
verschieben sich die Supportschlitten mit den Biegewalzen, und zwar befindet sich
auf der einen Wange der Schlitten mit der im Winkel stellbaren Biegewalze und auf
der anderen Wange die Formwalze zum Fertigmachen des Randbordes. Beide
Rollenschlitten werden durch Handradspindeln an den Kesselbodenrand angestellt,
während dessen der letztere ununterbrochen durch ein seitliches Triebwerk in Drehung
versetzt wird.
Pr.
Tafeln