| Titel: | Zur Technologie des Glases. |
| Autor: | R. Zsigmondy |
| Fundstelle: | Band 278, Jahrgang 1890, S. 370 |
| Download: | XML |
Zur Technologie des Glases.
(Schluſs des Berichtes S. 311 d. Bd.)
Mit Abbildungen auf Tafel
20.
Zur Technologie des Glases.
Ein interessantes Beispiel des Auftretens von Krystallen in
geschmolzener Glasmasse bespricht F. Fouqué
(Comptes rendus, 1889). In einen Wannenofen, dessen Wanne
24m lang, 6m
breit und 1m,2 tief war, und die etwa 400000k Glas von der Zusammensetzung
SiO2
73,7
Proc.
Na2O
11,7
„
CaO
14,6
„
MgO und FeO
Spuren
enthielt, ergoſs sich in Folge einer Durchlöcherung der Wanne
deren Inhalt in den Fabrikraum. Man schlug ein zweites Loch in die Wanne und leitete
die daraus ausflieſsende Glasmasse mit Hilfe einer Rinne in den Hof. Ein Schnitt
durch den erstarrten Glasstrang zeigte, daſs das Innere desselben aus glasiger
grünlicher Masse bestand, welche keine Spur Krystallisation besaſs. Nur gegen den
äuſseren Umfang enthielt er milchweiſse Knoten. Der Durchmesser des inneren Kernes
betrug etwa 0m,3. Die äuſsere Schicht von etwa
0m,1 Dicke war milchweiſs, groſsentheils
krystallinisch und nicht blasig. Der entglaste Theil bestand aus schönen
Wollastonit-Sphärolithen, eingebettet in Glasmasse. Das entglaste Glas weicht
wesentlich von der vulkanischen Lava ab, es enthält keine Blasen auf der Oberfläche
und besitzt andere Structur. Im Gegensatze zur Lava ist das Maximum der
Krystallisation nicht im Inneren der Masse, sondern nahe dem Rande gelegen.
Der Wollastonit der Glasmasse wird eben unter anderen Bedingungen fest, als die
Feldspathe und Eisenmagnesiumsilicate der Laven. (Vgl. E.
Hussak
„Ueber sphärolithische Entglasungsproducte“ 1889 273 88.)
Verfahren, Hohlglasgegenstände aus massivem Kupferrubinglas
herzustellen, von der Gräflich
Schaffgotsch'schen Josephinenhütte in Schreiberhan, Schlesien (D. R. P. Kl. 32
Nr. 46596 vom 28. Juli 1888).
2000
Th.
feiner Kies
400
„
Minium
600
„
Potasche
100
„
Kalk
20
„
phosphorsaurer Kalk
20
„
Weinstein
20
„
Borax
9
„
Kupferoxydul
13
„
Zinnasche
werden gemengt und im offenen Hafen niedergeschmolzen. Nach
Angabe der Patentschrift ist das Verhältniſs SiO2 :
Cu2O wesentlich, eine Abweichung von 1 Proc.
macht das Schmelzen von gutem Glase unmöglich. Einfachere Hohlglasgegenstände laufen
wie das Ueberfangglas im Kühlofen an. Zusammengesetzte und aufgetriebene Gläser
läſst man, nachdem sie vollständig erkaltet, in einer Muffel anlaufen. Man erhält so
schöne, durch die Masse rubinroth gefärbte Gläser, die auch an den dicksten Stellen
durchsichtig sind.
Er. Guignet und L. Magne
besprechen die Fabrikation rother Gläser vom 12. und
13. Jahrhundert. Sie sind der Ansicht (entgegen Ebell),
daſs Kupferoxydul dem Glase die rothe Färbung ertheilt, ohne jedoch ihre Ansicht genügend zu
stützen. Kupferchlorür zwischen zwei Gläser gebracht, ertheilt denselben auch die
bekannte rothe Farbe. Durch Mischen folgender zwei Sätze von Henrivaux erhält man grüne Gläser mit purpurrothen Streifen und Adern:
I
II
Na2CO3
100
100
CaCO3
50
50
Sand
260
260
Kupferoxyd
0(?)
–
Eisenoxyduloxyd
–
15
Im Sprechsaal, 1889 Nr. 21, sind folgende zwei Sätze von grünem Glase mitgetheilt: 1) Hellgrün:
100k Sand, 36k Potasche, 14k Kalk, 1k Salpeter, 1k,5
Uranoxyd, 0k,12 Arsenik. 2) Pompadourgrün: 100k Sand, 36k
Potasche, 13k Kalk, 0k,75 Uranoxyd, 0k,38 schwarzes
Kupferoxyd, 0k,75 rothes Eisenoxyd, 0k,20 Manganoxyd, 0k,12 Arsenik. Die angeführten Glassorten zeigen, wie alle Kalk-Urangläser,
charakteristische Fluorescenz.
Im Hannöverischen Gewerbeblatt, 1889 Nr. 12, wird das Material der Brillengläser besprochen. Verfasser
wendet sich zunächst gegen die schwindelhafte Reklame, welche jetzt häufig von
Optikern getrieben wird, die, um für ihre schlechten Gläser Abnehmer zu finden,
marktschreierische Namen, wie „sympathisches Glas“, „Smaragdglas“
u.s.w., erfinden. Ebenso wird mit den Anpreisungen der Bergkrystallgläser viel
gesündigt. Bergkrystall ist an sich ein gutes Material für Brillengläser und
besonders wegen seiner Härte und Dauerhaftigkeit geschätzt, sollte aber als
doppeltbrechendes Mineral senkrecht zur optischen Achse geschnitten werden. Das wird
nun in neuester Zeit, da die Brillengläser aus Bergkrystall Gegenstand der
Massenproduction geworden sind, durchaus nicht allgemein befolgt, und insbesondere
sollen es englische Firmen sein, welche, um Material zu sparen, den Bergkrystall
nach seiner Längsachse schneiden. Verfasser räth zur Vorsicht beim Ankaufe
derartigen Glases.
In früherer Zeit verwendete man zum Schütze des Auges gegen grelles Licht Brillen aus
grünem Glase. Die grünen Gläser haben den Nachtheil, leicht Contrastfarben zu
erwecken, und lassen die Gegenstände in schmutzigen Farben erscheinen. Blaue Gläser
wurden zuerst vom englischen Optiker Adams eingeführt.
– Das durch Braunstein gefärbte rauchgraue oder musfarbene Glas erhielt früher einen
beträchtlichen Bleizusatz und litt in Folge dessen an groſser Weichheit; gegenwärtig
steht es dem weiſsen an Härte gleich. Auch Brillengläser aus intensiv-gelbem Glase
werden angefertigt; das gelbe Glas löscht die meisten Farben aus, ermöglicht also
durch Herbeiführung eines monochromatischen Glases die schärfsten
Gesichtswahrnehmungen. Dementsprechend werden diese Brillen nur als Schieſsgläser
verwendet.
Das Einbrennen von Glasfarben wird in der
Fachzeitschrift Diamantbesprochen. Der wichtigste Punkt
beim Einbrennen ist die richtige Leitung des Feuers.
Das gewöhnlichste, aber am wenigsten sichere Mittel, den Feuergrad zu beurtheilen,
ist, durch ein Probeloch der Muffel die Gläser zu betrachten und nach der Farbe
derselben den Hitzegrad zu bestimmen. Das zweite Mittel, welches weniger Uebung
erfordert, ist die Benutzung eines Probescherbens (Glasscherben, mit einer Farbe
bestrichen, welche ihren Ton beim Einbrennen ändert). Das sicherste Mittel sind die
Pyrometer; diese sind leider complicirt oder unbequem zu gebrauchen. (Vielleicht
würde sich das optische Pyrometer für diesen Zweck eignen. D. Ref.) Die
Luftthermometer, welche die genauesten Temperaturen angeben, sind unbequem. Die
Temperatur, bei welcher die Glasmalerfarben eingebrannt werden, ist die bekannte
Kirschrothglühhitze.
Hansen gibt ein neues Verfahren an zum Ueberziehen von Glas, Porzellan u.s.w. mit Metall auf
galvanostegischem Wege. Das Glas o. dgl. wird zunächst mit einer Lösung von
Goldchlorid oder Platinchlorid in Aethyläther, die vorher mit einer Lösung von
Schwefel in Oel versetzt wurde, bestrichen und in einer Muffel mäſsig erhitzt.
Um den Kupferüberzug zu erhalten, löst man 2 Th. CuSO4 in 8 Th. destillirtem Wasser. Zur Versilberung nimmt man 17 Th.
salpetersaures Silberoxyd und 13 Th. Blutlaugensalz auf 300 Th. Wasser. Zur
Vergoldung verwendet man 7 Th. gefälltes Gold. Den noch feuchten Niederschlag bringt
man in eine Lösung von 9 Th. Blutlaugensalz in 90 Th. Wasser. Wir glauben, daſs die
anderen gebräuchlichen Bäder für Galvanoplastik und Galvanostegie sich für diesen
Zweck auch eignen dürften.
Dr. A. Miethe bespricht die Formgebung optischer Gläser
(Prometheus, 1890 Bd. 1 S. 401).
Neues Verfahren, um Glastafeln mit lithographischen Schriften
oder Zeichnungen herzustellen, von Felix
Forstner in Wien (Oesterreichisches Privilegium vom 7. April 1890).
Ungeleimtes Papier wird der Reihe nach mit Kleister, Gummi arabicum und zweimal mit
Oelfarbe bestrichen. Dieses so präparirte Papier wird nach dem gewöhnlichen
lithographischen Verfahren bedruckt. Nach dem Trocknen des Druckes wird das Papier
auf die mit Kutschenlack oder Leinölfirniſs bestrichene Glastafel aufgelegt, auf der
Rückseite mit einem Schwämme befeuchtet und abgezogen. Eine Tafel, welche auf diese
Weise bedruckt wurde, hat das Aussehen einer mit Oel bemalten Glastafel, nur kommt
das neue Verfahren bei Massenproduction viel billiger zu stehen, als die alte
Handarbeit,
Ein Verfahren, Glas, Porzellan u.s.w. zu decoriren, ist
Jean G. Bonnaud in England patentirt worden. Eine
Glasplatte wird gereinigt, mit einer Lösung von 20g Syrup o. dgl., 5 bis 20g chlorsaurem
Kali und 10g Borax in 100cc Wasser überzogen. Auf diese Platte wird eine
positive
Photographie gelegt. Nach genügender Lichteinwirkung wird die Platte mit einem
Farbpulver bestreut, welches an den dunklen Stellen des Bildes hängen bleibt. Man
fixirt die Farben mit einer „fettigen Composition“ (100cc Lavendelessenz, 10g fettiger Essenz von venet. Terpentin, 5g pulverisirtem Terpentinharz). Zur Uebertragung des auf der Glasplatte
hergestellten Ueberzuges auf das zu decorirende Objekt wird das Bild mit einem
Gemische von 100cc 2procentigem Collodium, 10g fettiger Essenz von venet. Terpentinöl und 5g pulverisirtem Terpentinharz begossen, hierauf in
lauwarmes Wasser, dann in 10procentige Potaschelösung und hierauf in eine wässerige
Lösung von Borax (10 Proc.) und Zucker (5 Proc.) gebracht, wodurch das Häutchen
sammt Bild von der Tafel gelöst wird. (Vgl. übrigens Frank 1889 273 137.)
Verfahren zur Herstellung von Lichtbildern auf
Glasgegenständen für Beleuchtungszwecke von Friedr.
Günther in Ullersdorf bei Teplitz (Oesterreichisches Privilegium vom 7.
September 1889). Derartige Glasgegenstände erhalten gewöhnlich ihre Verzierung durch
Glasmalerei, Aetzen oder Schleifen. Schöne, im durchfallenden Lichte harmonisch
wirkende Lichtbilder werden nach dem Erfinder durch Blasen der Gegenstände in
entsprechend präparirten Formen aus Milchglas hergestellt. Die Formen sind einseitig
mit positiv ausgearbeiteten Reliefs versehen, welche im Glase ein entsprechendes
Negativbild erzeugen. Bei Tage, im auffallenden Lichte gesehen, erscheint der Decor
ziemlich matt und nichtssagend, bei durchfallendem Lichte erscheint dagegen das Bild
in der Farbe des Glases (grau in grau, grün in grün u.s.w.) in den zartesten
Schattirungen und ertheilt demselben ein ungemein schönes Aussehen. Zur weiteren
Verschönerung kann derselbe ganz oder theilweise bemalt werden.
Maschine zum Glaspressen von Holzapfel und
Hilgers in Berlin (D. R. P. Kl. 32 Nr. 46464 vom 16. Juni
1888). Bisher verwendete man Glaspressen, deren Deckel entweder jedesmal
mit der Form verbunden werden muſste, oder Formen mit losen Deckeln, die durch an
dem Preſsstempel befestigte Federn festgehalten wurden. Um die diesen Constructionen
anhaftenden Nachtheile zu beseitigen, werden bei der neuen Maschine die Formen mit
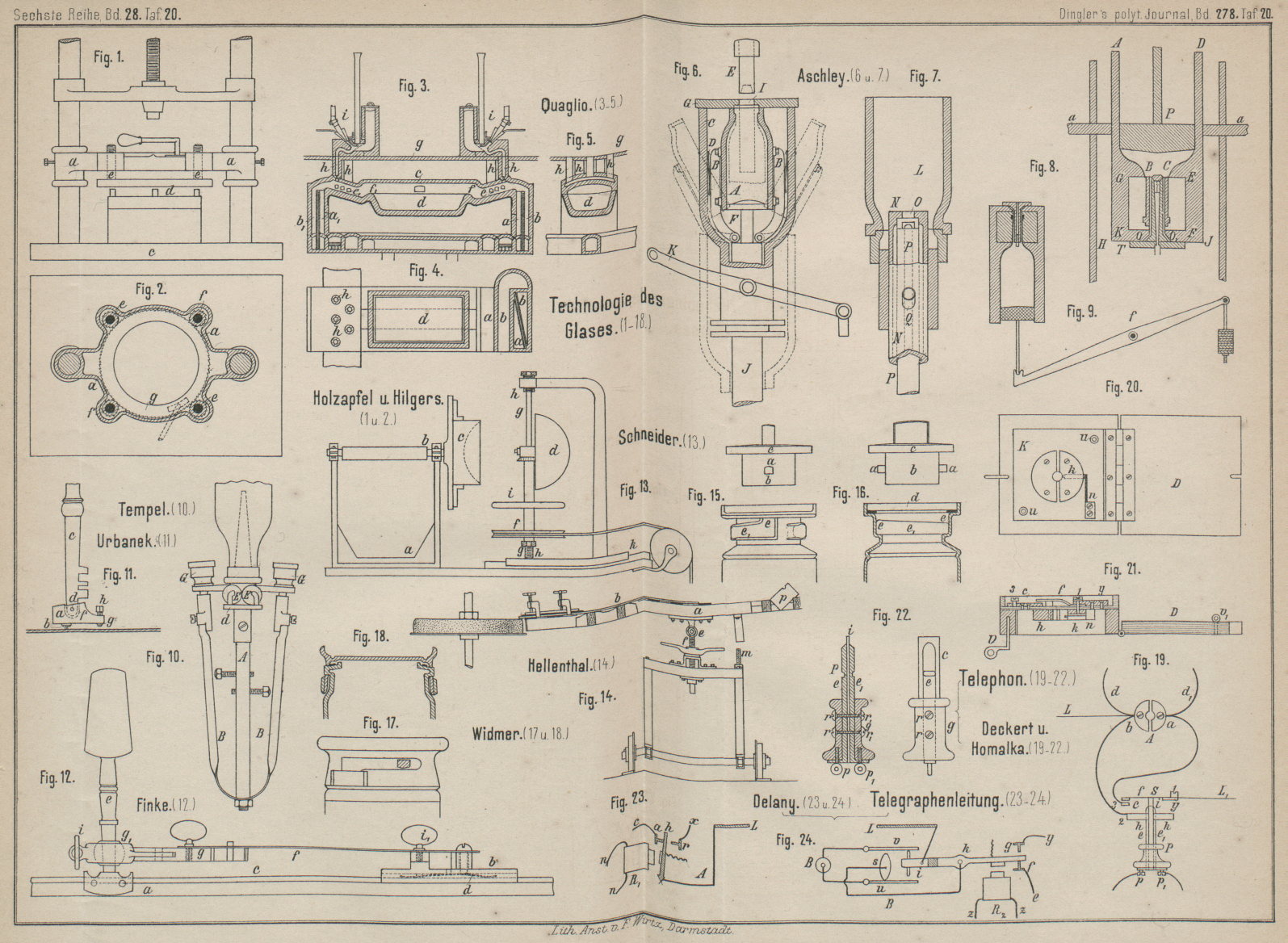
losen Deckeln versehen. Eine eiserne Traverse a (Fig. 1 Taf. 20)
ist mit der Preſsplatte d verbunden. Letztere hält die
Form fest in der zum Pressen erforderlichen Stellung. Das Ein- und Ausrücken der
Preſsplatte d geschieht durch vier mit Gewinden
versehene Bolzen e (Fig. 2). Diese bewirken
durch kleine Zahnräder f, welche durch ein gemeinsames
Zahnrad g mit Handgriff h
gedreht werden, Hebung und Senkung der Preſsplatte d.
Verbessertes Verfahren zur Herstellung von Rohglas nach
System Leuffgen durch combinirte Anwendung von Wasser-, Kohlen-, Holz-, Oel-
oder Naturgas und Generatorgas von Julius
Quaglio. Gewöhnlich werden Glaswaren in der Weise hergestellt, daſs man Gemenge von Alkalien,
Kalk und Kieselsäure in Häfen niederschmilzt und das geschmolzene und geläuterte
Glas aus dem Schmelzgefäſse selbst verarbeitet. Quaglio
schmilzt das Rohglas in eigens von ihm für diesen Zweck construirten Oefen und läſst
das so gewonnene Rohglas „Calcin“ in Schlackenwagen und Wasserbassins
ausflieſsen. Erst nach dem Erkalten wird das „Calcin“ in den Arbeitshäfen
oder Wannen von Neuem geschmolzen und verarbeitet oder als ungeformtes Rohmaterial
in den Handel gebracht.
Der bei diesem Verfahren verwendete Ofen ist in Fig. 3 bis 5 Taf. 20 dargestellt.
aa1 und bb1 sind die Gas- und
Luftzuführungsschächte, durch welche die Gase abwechselnd nach dem üblichen
Regenerativsystem streichen und in dem mit Kuppe überspannten Raume, welcher in der
Mitte ein Sammelbassin d, seitlich erhöht liegende
Schmelzplateaux ee1 und
zwischen Sammelbassin und Schmelzplateaux wellförmige Erhöhungen ff1 hat, zur
Verbrennung kommen.
Ueber der Kuppe des Schmelzofens ist eine Bühne zum Lagern des Schmelzgutes
angeordnet. Die Kuppe selbst ist über den Schmelzplateaux ee1 mit einer nach Bedarf sich ergebenden
Anzahl Oeffnungen versehen, welche durch Schächte h
besetzt sind, die in den Boden der Bühne ausmünden und zur Aufnahme je eines, mit
Deckel, Schieber oder in sonst praktischer Form abschlieſsbaren Schmelztopfes
dienen. In diesen Schmelztöpfen (aus feuerfestem Material) wird Glasgemenge
eingelegt und mittels einer am Boden angeordneten Düse durch Preſswind mit Wasser-,
Leucht- oder Naturgas erzeugte Stichflamme continuirlich niedergeschmolzen.
Am Ausflusse des Schmelzofens ist ein sogen. Wassersack angebracht, welcher, mit
geschmolzener Glasmasse gefüllt, das Austreten der Verbrennungsgase der Stichflamme
in den Schmelzraum efd verhindert. Das durch die
Stichflamme vorgeschmolzene Glasgemenge tritt durch die Schächte h auf die Plateaux ee1 und nach der Ueberschreitung der Wälle ff1 in dünner Schicht
in das Sammelbassin d der Schmelzwanne.
Der Schmelzwannenraum dff1ee1 wird
durch Generatorgase in gleichmäſsig hoher Temperatur erhalten, was um so leichter
möglich, als der Ofen nicht durch Einbringen kalten Glassatzes abgekühlt wird. Beim
Ueberlaufen der Glasmasse über ff1 vollzieht sich beinahe vollständig der
Läuterungsprozeſs. Die in der Wanne d angesammelte
Glasmasse kann durch eine regulirbare Oeffnung am Boden derselben continuirlich
abgelassen werden.
Das auf diese Weise gewonnene Rohglas soll den Vortheil bieten, beim Schmelzen die
Arbeitshäfen nicht anzugreifen, wodurch einerseits die Häfen geschont werden,
andererseits ein reineres, womöglich schlierenfreies Product erzielt wird. – Es ist
möglich, daſs die neue Einrichtung dem Bedürfnisse gewisser Zweige der Technik entspricht,
allgemeine Anwendung dürfte das „Calcin“ kaum finden, da nach bisherigen
Methoden ganz gute Gläser geschmolzen wurden und das 2 malige Einschmelzen der
Glasmasse und der damit verbundene Mehrverbrauch von Brennmaterial jedenfalls vom
Standpunkte der Oekonomik als Rückschritt zu bezeichnen ist. (Vgl. die
entgegengesetzte Ansicht Guhrauer's 1875 215 358.) Calcin wird übrigens in Holland, Frankreich,
Belgien mehr verwendet als in Deutschland und Oesterreich.
Ueber die Herstellung von Wasserstandsröhren für
Dampfkessel von E. Meyer und Co. (Moniteur industriel, 1890 S. 171).
Dem aus dem Hafen entnommenen Glase wird durch zweckmäſsiges Blasen die Gestalt einer
Birne gegeben, dieses gut durchgearbeitet, bis die einzelnen Schichten sich
vollständig vereinigt und in ihrer Temperatur ausgeglichen haben. Man erhitzt
dasselbe hierauf nochmals bis zur Erweichung der Glasmasse und zieht unter
gleichzeitiger innerer Luftzuführung zur erforderlichen Länge aus. Die Röhren
werden, noch heiſs (300 bis 400° C.), in Stücke von der gewünschten Länge
zerschnitten, hierauf in ein Bad von annähernd der gleichen Temperatur gebracht,
worin sie 24 Stunden bis zum vollständigen Erkalten belassen werden. Hierauf werden
sie innerhalb 10 Stunden auf eine Temperatur von 600° C. gebracht und durch weitere
10 Stunden erkalten gelassen. Gegen Temperaturänderungen sollen die Röhren
unempfindlich sein, sie ertragen einen Druck von 150 bis 200k für 1qcm.
Bleioxyd wird dem Glassatze in keiner Form zugesetzt, wodurch die Röhren nach Ansicht
des Verfassers gegen corrodirende Einflüsse geschützt sind.
Verfahren und Apparat zur Herstellung von Flaschen und
Glashohlwaren von Howard M. Aschley in
Ferrybridge (D. R. P. Kl. 32 Nr.
47570 vom 16. September 1887). Dieses Verfahren wurde schon früher einer
Besprechung unterzogen (vgl. 1889 273 133). In Fig. 6 ist
Schnitt und Ansicht des Apparates, in welchem fertige Glashohlkörper hergestellt
werden, aufgezeichnet, in Fig. 7 ein Schnitt durch
den Apparat, in welchem halbfertige Glashohlkörper hergestellt werden, die man indem
Apparate Fig.
6 fertig blasen kann. Die Flaschenform A aus
Guſseisen oder einem anderen geeigneten Materiale wird zweckmäſsig aus zwei Hälften
gefertigt, die mit den Armen B versehen sind, welche
sich um Gelenkstifte drehen können. Die Form A wird von
einer Glocke C umgeben und schlieſst sich beim
Hochgehen der letzteren dadurch, daſs die Federn D
gegen die Arme B drücken. Oben kann die Glocke durch
eine eventuell getheilte Platte G luftdicht geschlossen
werden. Die Form A ist an beiden Enden offen, der
Halstheil kann jedoch durch einen Stempel E, der
Bodentheil durch den Teller F geschlossen werden. Die
Platte G oder die auf Schlitten angebrachten, eventuell
durch Hebel beweglichen Theile schlieſsen sich eng an den Halstheil der Flaschenform
A an, und das Loch I in
der Mitte gestattet den Durchtritt des Stempels E. Die
Glocke C ist mit einer Luftpumpe oder einem
Evacuirapparate in Verbindung gebracht und kann durch den Hebel K auf dem Verbindungsrohre J auf und ab bewegt werden. Der ganze Apparat ist so eingerichtet, daſs er
um 180° gedreht werden kann; in umgekehrter Lage, d.h. den Hals nach unten gekehrt,
wird, ehe die Glocke geschlossen wird, die geschmolzene Glasmasse in die Form
gebracht, diese alsdann durch den Teller F geschlossen
und der ganze Apparat umgedreht. Das Schöpfen der Masse geschieht mit einer
thongefütterten Kelle, und das Volumen der Glasmasse, welche sehr heiſs verarbeitet
werden muſs, wird durch einen vorher angesetzten Trichter bestimmt. Während die
Glasmasse noch in zähflüssigem Zustande sich befindet, wird der Stempel E in die Form gestoſsen und wieder zurückgezogen, so
daſs ein Eindruck in der Glasmasse verbleibt, welcher dem inneren Durchmesser des
Flaschenhalses entspricht. Wird nun die Glocke nach vorhergegangener Drehung
gehoben, bis sie dicht an der Platte G anliegt, und die
Luftpumpe in Gang gesetzt, so wird aus der Glocke C und
auch aus der mit dieser communicirenden Form A die Luft
entfernt, so daſs von dem durch den Stempel E gemachten
Eindruck her der Druck der atmosphärischen Luft die zähe Glasmasse dicht an die Form
A anpreſst. Wird die Glocke C gesenkt, so öffnet sich die Form A
selbsthätig, und die fertige Flasche kann in den Kühlofen überführt werden.
Fig. 7 ist ein
Apparat zur theilweisen Formgebung der Flasche, welche dann in dem Fig. 6 dargestellten
Apparate fertig geformt wird. Ersterer besteht aus der getheilten Form L1 in welche der mit
einer Druckleitung verbundene hohle Stempel N
eingeführt werden kann. Die Oeffnung O desselben kann
durch eine Stange P mit Stift, welche nur eine durch
den Schlitz Q begrenzte Bewegung ausführt, zu dem
Zwecke freigelegt werden um die Glasmasse durch die aus dem Hohlstempel N austretende Luft an die Form L zu pressen. Sämmtliche Formapparate können auf einer Drehscheibe an
einem Gestelle und Rahmenwerk in der Weise angebracht werden, daſs eine
continuirliche Arbeit der Apparate möglich wird. – Die Production mit diesem
Apparat, der in Castleford in Thätigkeit ist, beträgt gegenwärtig etwa 500 Flaschen
in 9 Stunden.
Verfahren zur Herstellung von Flaschen und anderen
Hohlgegenständen aus Glas von den Cristalleries du
val St. Lambert (Oesterreichisches Privilegium vom 25. Mai 1889). Das
Verfahren unterscheidet sich von anderen dadurch, daſs die Glasgegenstände aus zwei
getrennten Theilen hergestellt werden, d.h. daſs der Hals gepreſst und dann mit dem
Körper während des Ausblasens verschmolzen wird. Fig. 8 Taf. 20 stellt den
Längsschnitt des dabei gebrauchten Apparates dar. ADHJ
ist die länglich zweitheilige, bei aa drehbar
gelagerte, oben offene Flaschenform, in welcher der frei eingesetzte Kolben P, welcher dem Flaschenbodenprofil angepaſst ist,
beliebig auf und ab bewegt werden kann. Die Aussparung ADBC entspricht der äuſseren Flaschenwandung, während der untere Theil GEKF den Raum für die Form freiläſst, in welcher der
Hals gepreſst wurde. Diese Form wird nun unmittelbar nach dem Pressen des Halses in
den für sie bestimmten Hohlraum eingeschoben, und zwar so, daſs der äuſsere Rand des
Flaschenhalses genau mit der Linie BC der Flaschenform
zusammentrifft. Durch einen Tritt wird der Rohrstutzen T in den Flaschenhals eingeschoben, wobei derselbe die Oeffnung oo des Apparates hermetisch verschlieſst. Dieser
Rohrstutzen erweitert sich nach der inneren Seite und ist am Ende mit einem Pfropf
verschlossen. In die so weit fertige Form wird die zu einer Flasche nöthige
Quantität Glas eingegossen, welche sofort mit dem unteren, noch roth glühenden Rande
des Flaschenhalses verschmilzt. Die Form wird hierauf umgedreht, so daſs sie die
Lage Fig. 9
bekommt, wobei gleichzeitig ein Hahn, der die Zuleitung comprimirter Luft
abgeschlossen hat, geöffnet wird. Diese strömt durch T
ein, schiebt den Pfropfen bei BC auf die Seite, bläst
die Flasche auf und drückt gleichzeitig den durch ein Gegengewicht belasteten
Stempel P nach abwärts. – Um eine gleichmäſsige,
conisch nach abwärts sich erweiternde Flaschenmündung zu erzielen, wird der Dorn der
Presse ebenfalls conisch gewählt. Das neue Verfahren soll gesteigerte Production
ermöglichen und gleichmäſsigere Ware liefern.
Vorrichtung zum Glätten von Stirnflächen an
Flaschenmündungen von G. Tempel in Friedrichsthal
bei Lauchhammer (D. R. P. Kl. 32 Nr. 45968 vom
20. Mai 1888).
An der Platte d des Stieles A sind die conischen, im Kreise liegenden Glättrollen angebracht (Fig. 10). Die
Achsen derselben liegen schräg, so daſs sämmtliche Rollen sich in gleicher Ebene auf
der gegen die Rollen gedrückten Flaschenmündung abwälzen, wodurch eine Glättung der
letzteren hervorgebracht wird. An A sind auſserdem die
federnden Schenkel B angebracht, deren Enden die
Halterollen G tragen.
Neuerung an Glaskühlöfen von Anthony Dixon Brogan in Firhill, Glasgow, Joseph
French in St. Paulus, Nordamerika, und James Craig in
Firhill (D. R. P. Kl. 32 Nr. 46481
vom 20. Juli 1888). Die Oefen enthalten eine Anzahl etagenförmig
angeordneter Auflageflächen für die zu kühlenden Glastafeln. Dieselben werden
gebildet aus je einem feststehenden Stangenrost, einem zugehörigen Schieberrost,
welch letzterer durch geeignete Mechanismen (Hebel, Rollen) unter oder über die
Stangen des festen Rostes gebracht werden kann. Von einem Elevator, welcher für
sämmtliche Etagenroste einstellbar ist, werden die Glasplatten abgenommen und durch
Zurückziehen, Heben und Senken des untergeschobenen Schieberrostes auf den festen
Rost niedergelegt.
Ein neuer Glasschneidediamant wurde Johann
Urbanek in Wien
patentirt (D. R. P. Kl. 32 Nr. 45831 vom 10. Mai 1888). Derselbe
besteht aus dem Kopfe a (Fig. 11), in welchen der
Diamant b gefaſst ist, und dem Hefte c, um welches der Kopf auf einer zur Längsachse des
Heftes senkrechten Achse d etwas drehbar ist. Zu diesem
Zwecke ist der Kopf mit einer Höhlung f versehen, in
welche das Ende des Heftes c hineingreift. Gegen das
hintere Ende des Kopfes zu kann ein zweiter stumpfer Diamant g eingesetzt werden, der durch eine kleine Stellschraube parallel zur
Längsachse des Heftes verstellt werden kann, und durch welchen der scharfe Diamant
b seine Führung erhält.
Eine andere Vorrichtung, um das sichere Schneiden von Glas zu vermitteln, wurde H.
Fincke in Hannover patentirt (D. R. P. Kl. 32 Nr. 45271
vom 2. März 1888). Ein hölzernes Lineal (Fig. 12) ist mit
Maſstheilung versehen. Mit diesem in Verbindung steht die Schiene c, in welcher schwalbenschwanzförmig geführt der
Schlitten d läuft. Mit diesem ist der Diamanthalter e durch die Blattfeder f
in Verbindung gesetzt. An letzterer sind die Klemmbacken gg1 angebracht, die kugelförmig an der
Innenseite ausgespart den Diamanthalter e tragen,
welcher mit Hilfe dieser Vorrichtung ganz sicher eingestellt werden kann. Durch
Feststellung der Schraube mittels der Blattfeder i ist
der Diamant gegen eine Verletzung, welche durch seitliche Verschiebung nach
vollendetem Schnitte veranlagst werden könnte, gesichert.
Verfahren und Maschine zum Schneiden optischer Linsen
von Heinrich Schneider in Oberstein (D. R. P. Kl. 67 Nr. 44185 vom 13.
December 1887). Die Spindel b (Fig. 13) ist
mit einer Zange verbunden, in welche der Stein c
eingespannt ist; d ist eine halbkugelförmige Schale,
welche durch das Winkelgetriebe e und die Schnurscheibe
f in Rotation versetzt wird. Die senkrechte Welle
d ist in den Spitzen h
drehbar, und das Handrädchen i dient dazu, um den bei
dem Schneiden nothwendigen Druck ausüben zu können. Mit Hilfe des Supports K läſst sich die halbkugelförmige Scheibe in beliebige
Entfernung von dem zu schneidenden Steine einstellen.
Maschine zum gleichzeitigen Anschleifen und Poliren von zwei
ebenen Begrenzungsflächen an einem Werkstücke von E.
Offenbacher in Markt-Redwitz (D. R. P. Kl. 67 Nr. 49564 vom 17. December 1887).
Schleifmaschine für Scheiben von ovaler Form von V. Avril (D. R. P. Kl. 67 Nr. 45491 vom 2. März 1888).
Gegen einen rotirenden, hin und her gehenden Schleifstein wird ein rotirendes, in
einem Rahmen befestigtes, aus mehreren ovalen Scheiben bestehendes Gläserbündel
durch das eigene Gewicht angepreſst und dadurch gleichmäſsig abgeschliffen.
Ausbalancirter Spannrahmen für
Tafelglas-Facettirmaschinen von der Aachener Spiegelmanufactur, E.
Hellenthal und Co. in Aachen (D. R. P. Kl. 64 Nr. 44911 vom 7. April
1888). Der Rahmen a (Fig. 14) ist um e drehbar auf den stellbaren Schraubenspindeln ff gelagert und durch Gewichte p so ausbalancirt, daſs die zu facettirende Platte b immer mit constantem Druck gegen die Oberfläche der wagerechten Schleifscheibe gedrückt
wird. Der Rahmen ist auf einem kleinen Wagen montirt.
Luftdichte Glasverschlüsse wurden in den letzten Jahren
vielfach construirt. Jedermann kennt den jetzt so häutig an Bierflaschen und
Flaschen moussirender Getränke angebrachten Verschluſs, bestehend aus einem
Porzellan- oder Holzknopfe mit Gummiring, der durch ein doppeltes Drahtgelenk mit
der Flasche verbunden ist. Ein kräftiger Druck auf dieses Gelenk genügt, um die
Flasche zu öffnen.
Ein anderer Verschluſs wird jetzt häufig auch im Handel angetroffen und eignet sich
besonders für Weinflaschen, die einmal geöffnet einige Zeit aufbewahrt werden
sollen. Ein dicker Gummistopfen wird mit Hilfe einer Schraubenspindel und Mutter
zwischen zwei Holz- oder Elfenbeinstücke eingeklemmt; er weicht zur Seite und wird
dadurch so stark an die Flaschenwandung gepreſst, daſs der Verschluſs nur nach dem
Aufschrauben der Mutter von jener wieder entfernt werden kann. Die Flasche wird
durch Abziehen des Schlüssels dem Unberufenen unzugänglich.
An Stelle der vielfach gebrauchten Metalldeckel, welche mit Korkfütterung und
Schraubenwindung versehen zum Verschlieſsen von Pulvergläsern vielfach in Gebrauch
waren, construirten C. Stölzle und Söhne ähnliche Verschlüsse aus Glas. Dieselben erhalten auſser der
Korkeinlage noch einen Gummiring. Derselbe wird befeuchtet auf den Flaschenrand
gelegt, und der Glasdeckel, in dessen gerippte innere Vertiefung der Korkring vorher
ebenfalls befeuchtet eingelegt wurde, in die Gewinde der Flasche eingedreht und
kräftig angezogen. Diese Construction hat sich bewährt.
Einen anderen einfachen luftdichten Verschluſs construirt B.
Ritter v. Poschinger. An einem deckelartigen Stöpsel befinden sich Ansätze,
die nach Einsetzung desselben in das Glas in sich verengende Fugen des inneren
Flaschenhalses eingreifen und bei kurzer Drehung ein Anpassen des Stöpsels bewirken.
Zur Dichtung dient auch hier ein Gummiring. Da die Manipulation beim Oeffnen und
Schlieſsen eine einfache und der Gummiring nur von wenigen Chemikalien angegriffen
wird, empfiehlt sich diese Construction für mancherlei industrielle Zwecke, für
Speisekammergläser u.s.w.
Ein anderer Verschluſs für Conservengläser rührt von A. Widmer in Zwiesel, Bayern, her. Fig. 17 stellt die
Flasche in der äuſseren Ansicht, Fig. 18 dagegen im
Querschnitte dar. Die Flasche besitzt in ihrem Halse zwei sich zapfenartig
gegenüberstehende Erhöhungen. Die Hülse c, welche
ebenfalls aus Glas über einen Kern gepreſst wird, hat zwei rechtwinkelige
Einschnitte, welche auf der unteren Seite ihrer Länge nach 1mm Steigung haben. Wird die Hülse über den Hals
der Flasche gesteckt und in ⅕ Umgang gedreht, so schlieſst dieselbe mittels des
zwischen beiden liegenden Gummiringes luftdicht ab. Der Vortheil des Verschlusses von auſsen ist,
daſs Differenzen in der Wandstärke hier bei Verwechslungen der Deckel keinen
Einfluſs haben, daſs man also eine Flasche mit dem Deckel einer jeden anderen
Flasche derselben Qualität verschlieſsen kann. (Sprechsaal.)
Um das Auge vor Verletzungen zu schützen, welche bei einer Zertrümmerung des
Schutzbrillenglases durch Bruchstücke desselben erfolgen könnten, construirt K. W. Müller in Eberswalde eine Schutzbrille mit doppelten elastisch befestigten Gläsern (D. R. P. Kl. 42
Nr. 47124 vom 11. Oktober 1888). Die Gläser sind doppelt angeordnet und durch eine
Feder derart in ihrer Fassung gehalten, daſs sie nachgeben, wenn sie einem Stoſse
ausgesetzt sind. Zerbricht das äuſsere Glas trotz der Feder, so bietet das innere
für viele Fälle noch hinreichend Schutz.
Es ist bekannt, daſs Glasdachziegel bei hellem
Sonnenscheine dadurch Veranlassung zu Bränden geben können, daſs sie gleich
Sammellinsen wirken und in der Nähe des Brennpunktes liegende Gegenstände aus Holz
zu entzünden befähigt sind. In diesem Sinne sollen besonders die im Glase
enthaltenen Hohlräume (Blasen) wirken (?). Ein Mittel gegen die Gefahr besteht im
Bestreichen der Ziegel mit weiſser Farbe. Weit zweckentsprechender ist der
Vorschlag, welcher sich im Sprechsaal, 1890 Nr. 15,
findet, die Glasziegel mit Hilfe eines Sandstrahlgebläses zu mattiren, oder an der
Oberfläche des Glases feine Längsriefung anzubringen.
Die Patent Transparent Wire Wave Roofing Co. in London
will einen Ersatz für Glasfenster in einem mit
Leinölfirniſs gefüllten Drahtgewebe gefunden haben. Der neue Fensterstoff ist
grünlichgelb durchscheinend und durch Eintauchen eines Eisendrahtgewebes in
gekochtes Leinöl hergestellt. Das Gewebe besteht aus einem 0mm,4 dicken Draht, dessen Fäden 2mm,2 von einander abstehen. Die Dicke der Tafeln
beträgt 1 bis 1mm,5. Sie werden in Längen von
10m und Breiten von 0,6 bis 1m,2 geliefert. Die Befestigung geschieht durch
Zerschneiden der Gewebe mit der Schere und Annageln der Stücke. Gegen Regen und
Sonnenschein soll der Stoff beständig sein. (Jedenfalls nicht auf die Dauer.)
Glasröhren mit Asphaltmantel. Die Firma Wilhelm Seume in Dresden und Prag bringt neuerdings
derartige Röhren in den Handel, welche 5mm dick
mit einer 1cm dicken Asphaltschicht umgeben sind,
welche sie nach Möglichkeit vor dem Zerbrechen schützen soll. Die Röhren werden als
Ersatz für Holz-, Thon-, Eisen-, Cement-, Bleiröhren empfohlen und sollen der
Einwirkung von Säuren u.s.w. gut widerstehen und auch dem Ansetzen von Abscheidungen
wenig Gelegenheit bieten. (Sprechsaal, 1889.)
Um Signaturen auf Standflaschen matt zu ätzen empfiehlt
der Sprechsaal, 1889 S. 164, ein Gemenge von 36g Fluornatrium und 7g schwefelsaurem Kali in 0l,5 Wasser zu
lösen, sodann 14g Zinkchlorid und 65gstarke Salzsäure in 0l,5
Wasser gelöst zuzusetzen. Die Mischung mit Feder oder Pinsel aufgetragen ätzt in 15
bis 30 Minuten mattweiſs.
Dr. R. Zsigmondy.
Tafeln