| Titel: | Verbesserungen in der Fabrikation von Wagenachsen und anderen cylinder- oder kegelförmigen Achsen oder Wellen, worauf sich James Hardy, Gentleman von Wednesbury in der Grafschaft Stafford, am 4. April 1835 ein Patent ertheilen ließ. |
| Fundstelle: | Band 59, Jahrgang 1836, Nr. LI., S. 328 |
| Download: | XML |
LI.
Verbesserungen in der Fabrikation von Wagenachsen
und anderen cylinder- oder kegelfoͤrmigen Achsen oder Wellen, worauf sich
James Hardy, Gentleman
von Wednesbury in der Grafschaft Stafford, am 4. April 1835 ein Patent ertheilen ließ.
Aus dem London Journal of Arts. November 1835, S.
168.
Mit Abbildungen auf Tab.
V.
Hardy's verbesserte Wagenachsen.
Die Erfindungen des Patenttraͤgers bestehen 1) darin, daß man
Eisenstaͤben, indem man sie in erhiztem Zustande durch Walzen laufen
laͤßt, solche Formen gibt, daß sie dicht an einander gebracht einen Cylinder
bilden; 2) in der Verbindung mehrerer solcher Eisenstaͤbe zu einem Cylinder,
indem man sie in einem Windofen bis zur Schweißhize erhizt, und dann zur Bewirkung
der gehoͤrigen Cohaͤsion zwischen Walzen durchlaufen laͤßt; 3)
in der Behandlung solcher verbundener Metallstabe zwischen cylindrischen Formen oder Matrizen
unter einem metallenen Hammer, um dadurch das Metall zu verdichten und zu
erhaͤrten, und um auch die Cylinderform noch mehr zu vervollkommnen; und 4)
endlich in der Anwendung dieser lezteren Behandlungsweise auf Eisenstaͤbe,
die nach irgend einer der gewoͤhnlichen Methoden gearbeitet, und zu
Wagenachsen, Wellen und verschiedenen anderen Zweken bestimmt sind.
Damit die aus diesen Erfindungen erwachsenden Vortheile um so deutlicher erhellen,
muß beruͤksichtigt werden, daß die Haupteigenschaften der Wellen fuͤr
Ruderraͤder, der Achsen fuͤr Locomotivmaschinen und Wagen, der
Kolbenstangen, der Ankerschenkel etc. etc. auf Leichtigkeit des Materials in
Verbindung mit Staͤrke, Zaͤhigkeit und der Faͤhigkeit einer
großen Gewalt, Spannung und Druk zu widerstehen beruhen. Diese Eigenschaften
haͤngen theils von der Reinheit des Eisens, theils aber auch von der Art und
Weise ab, auf welche die Metalltheilchen mit einander in Verbindung gesezt werden.
Die gewoͤhnliche Methode, nach der man eiserne Achsen oder Wellen zu
verfertigen pflegt, besteht darin, daß man mehrere Staͤbe Puddlingeisen auf
einander legt, und in einem Walzwerke in Cylinder auswalzt; oder daß man
Eisenstuͤke unter dem Hammer in Deulen oder Platten verwandelt, welche man
dann auf einander legt, und nachdem sie gehoͤrig erhizt, unter dem Hammer in
eine vierekige Masse verwandelt, deren Winkel spaͤter unter dem Hammer
abgerundet werden. Durch dieses wiederholte Erhizen und Haͤmmern werden die
Eisenfasern bedeutend beschaͤdigt und verdreht; auch wird die Form der Achse
oder Welle je nach der groͤßeren oder geringeren Gewandtheit des Arbeiters
immer mehr oder weniger unregelmaͤßig. Bei der Verfertigung der Schenkel oder
Stiele von Ankern werden runde, flache oder vierekige Staͤbe aus gewalztem
Eisen zusammengebunden (faggotted), theilweise erhizt und dann allmaͤhlich oder auf mehrere Male
durch Haͤmmern mit einander vereinigt. Hiedurch erfolgt jedoch nicht selten
eine unvollkommene Vereinigung an manchen Stellen, welche zu ernstlichen
Maͤngeln Anlaß gibt.
Nach der verbesserten Methode soll man sich zuerst von dem besten Eisen verschaffen,
und aus diesem, nachdem es von Rost und anderen Unreinigkeiten gesaͤubert
worden ist, nach der gewoͤhnlichen Methode Staͤbe verfertigen. Diese
Staͤbe werden abgehauen, je nach der Laͤnge und Dike, welche man
fuͤr noͤthig haͤlt, auf einander gelegt, und der Schweißhize
ausgesezt, damit sie dann zwischen gefurchten Walzen geformt werden koͤnnen.
Nunmehr beginnt der erste Theil der Erfindung. Wenn eine cylinderfoͤrmige
Achse oder Welle von einem bestimmten Durchmesser verfertigt werden soll, so
beschreibt man einen
Kreis, dessen Durchmesser etwas groͤßer ist, als jener der verlangten Achse,
und theilt diesen in 6, 8, 10 oder irgend eine andere Anzahl gleicher Segmente, die
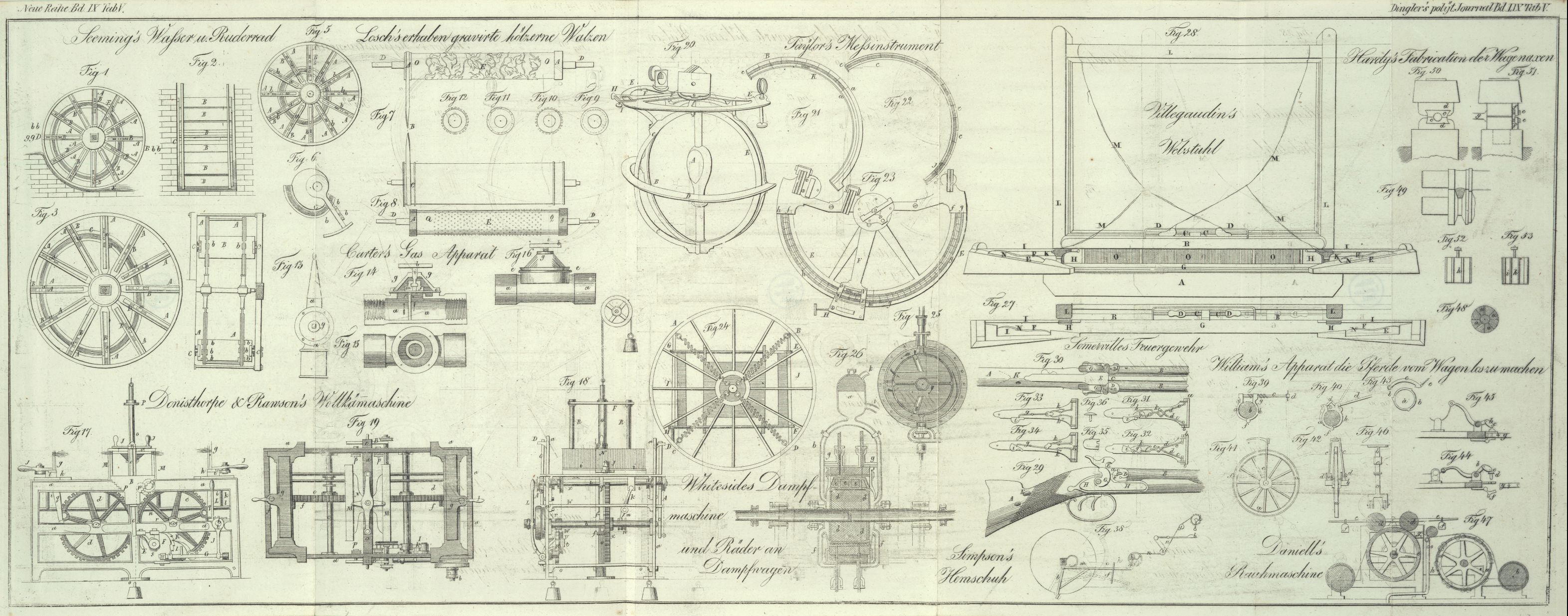
man in Fig.
48, in welcher ein Querdurchschnitt durch eine der verbesserten Achsen
gegeben ist, bei a, a, a ersieht. Dann beschreibt man
einen concentrischen Kreis b, der einen cylindrischen
Stab aus gewalztem Eisen, welcher den Kern der Achse zu bilden hat, vorstellt.
Hierauf erzeugt man sich ausgekehlte Walzen, wie man sie in Fig. 49 sieht, und
zwischen denen die erhizten Eisenstaͤbe so ausgewalzt werden, daß sie die aus
a, a, a ersichtliche Gestalt bekommen. Acht oder
irgend eine andere Anzahl dieser radialen Staͤbe a bindet man hierauf um den mittleren Stab b
zusammen, wenn die Achse massiv werden soll; oder ohne einen solchen Kern b, wenn man eine hohle Achse erzielen will. In geringer
Entfernung von jedem Ende dieses Metallstabbuͤndels bringt man einen oder
mehrere metallene Reifen an, wodurch die Eisenstaͤbe zusammengehalten werden.
In diesem Zustande bringt man dann die beiden Enden, eines um das andere, in den
Ofen, um sie, nachdem sie bis zur Schweißhize erhizt worden sind, unter dem Hammer
zu verbinden. Nach Schweißung der Enden bringt man die Buͤndel neuerdings in
den Windofen, um sie bis zur Schweißhize erhizt durch Walzen laufen zu lassen, in
deren jeder sich ein halbcylindrischer Ausschnitt befindet, gleichwie dieß auch an
jenen Walzen der Fall ist, deren man sich gewoͤhnlich zur Verfertigung
cylinderfoͤrmiger Eisenstaͤbe bedient. Durch diese Operation werden
saͤmmtliche mit einander in Beruͤhrung stehende Oberflaͤchen
der radialen Staͤbe an einander geschweißt; und wenn dieß geschehen ist, so
wird die auf solche Weise erzeugte Achse oder Welle zur Vervollkommnung ihrer Form
und um dem Metall groͤßere Dichtheit zu geben, unter die Einwirkung des
sogenannten Tilt- oder Schlaghammers mit den Formen oder Matrizen gebracht.
Die Form und die Einrichtung des Schlaghammers selbst ist von geringem Belange;
allein die Model oder Matrizen (dies or swages)
muͤssen der Groͤße und der Gestalt der zu verfertigenden Achse oder
Welle entsprechen.
Fig. 50 ist
eine Frontansicht der Matrizen oder Model c, c, welche
in den Bloͤken d, d festgehalten werden; der eine
dieser Bloͤke ist an dem Schlaghammer, der andere hingegen an dem Amboße
befestigt. Fig.
51 gibt eine Ansicht von der Seite, in der man eine Achse in der Arbeit
begriffen sieht. Fig. 52 gibt eine horizontale Ansicht einer der Matrizen, welche mittelst
schwalbenschwanzfoͤrmiger Seiten in den Bloͤken d, d festgehalten werden. Deren Stellung in diesen Bloͤken
laͤßt sich durch Schrauben, die an das duͤnnere Ende einer jeden
Matrize gegossen sind, und die man bei e, e sieht, reguliren. Diese
Schrauben gehen durch die Baͤnder f, f, und
werden mittelst Schraubenmuttern angezogen; zwischen diese Muttern und die Schrauben
bringt man jedoch weiche Waͤscher, damit die Schrauben durch die
Schlaͤge des Hammers nicht lose werden. In den Matrizen sind gegenseitig
entsprechende Ausschnitte angebracht, welche Segmente von beilaͤufig 9/10 des
Halbmessers eines Halbcylinders bilden; die Durchmesser dieser Ausschnitte
muͤssen beilaͤufig um 1/10 groͤßer seyn, als der Durchmesser
der beabsichtigten Welle, damit die Oeffnung die Achse oder Welle aufnehmen kann,
bevor noch deren Substanz unter der Einwirkung des Hammers verdichtet und bis auf
die verlangten Dimensionen reducirt worden. Diese Verdichtung erfolgt, indem man die
Achse in den Matrizen so umdreht, daß bei jedem Schlage eine neue
Metalloberflaͤche der Einwirkung des Hammers ausgesezt wird, waͤhrend
die Welle zugleich auch in dem Maaße durch die Matrizen vorgeschoben wird, als die
einen Theile ihre Vollendung erreicht haben.
In Hinsicht auf die Erzeugung gewoͤhnlicher roher Wagenachsen unter dem
Schlaghammer sagt der Patenttraͤger Folgendes. Die gewoͤhnliche
Methode solche Achsen zu haͤmmern ist hinlaͤnglich bekannt; ich
bemerke daher nur, daß ich, wenn die rohe Achse vollendet ist, an jenen Stellen
derselben, die der meisten Reibung an der Buͤchse des Rades ausgesezt sind,
waͤhrend die Achse noch heiß ist, mit einem kalten Meißel zwei Einschnitte
anbringe, und dann in diese Einschnitte keilfoͤrmige Stuͤke Stahl
eintreibe. Nachdem dieß geschehen ist, bringe ich die Achse wieder in den Windofen,
um dann nach gehoͤriger Erhizung das Eisen und den Stahl unter der Einwirkung
des Schlaghammers zusammen zu schweißen. Indem ich naͤmlich das
kegelfoͤrmige oder cylindrische Ende in die groͤßeren bei h in Fig. 53 ersichtlichen
Ausschnitte bringe, und den Schlaghammer auf die oben beschriebene Art und Weise
darauf einwirken lasse, werden das Eisen und der Stahl fest zusammengeschweißt, und
die Achse erhaͤlt zugleich auch die gehoͤrige Rundung. Leztere wird
noch ganz vollendet, indem ich die Achse zulezt in dem kleineren Ausschnitte i unter den Schlaghammer bringe. Sollen die Achsen
Halsringe bekommen, so muß man Matrizen mit entsprechenden Ausschnitten anwenden. Es
versteht sich uͤbrigens von selbst, daß man Matrizen mit Ausschnitten von
jeder beliebigen Groͤße und von cylindrischer sowohl als
kegelfoͤrmiger Gestalt haben muͤsse. Daß diese Matrizen mit
groͤßter Leichtigkeit an den Bloͤken fest oder davon lose gemacht
werden koͤnnen, versteht sich von selbst.
Waͤhrend die Rundung der Achsen in den Matrizen von Statten geht, wird aus
einem Geblaͤse bestaͤndig ein starker Luftstrom auf die untere Matrize
getrieben, damit auf diese Weise zur Erzielung einer reinen und glatten
Oberflaͤche die Schuppen, die sich waͤhrend der Einwirkung der
Hammerschlaͤge von der Oberflaͤche abloͤsen, bestaͤndig
weggeblasen, und die Matrizen abgekuͤhlt werden. Um auch die mehr
zaͤhen und fester anhaͤngenden Schuppen zu beseitigen, kann auf das
unter dem Hammer befindliche Eisen von Zeit zu Zeit auch ein Wasserstrahl geleitet
werden; die Oberflaͤche der Achsen wird dadurch so glatt und eben, daß man
sie nicht abzudrehen braucht; auch erhaͤlt sie eine groͤßere
Haͤrte, so daß die Reibung offenbar nicht so nachtheilig auf sie einwirken
kann.
Tafeln